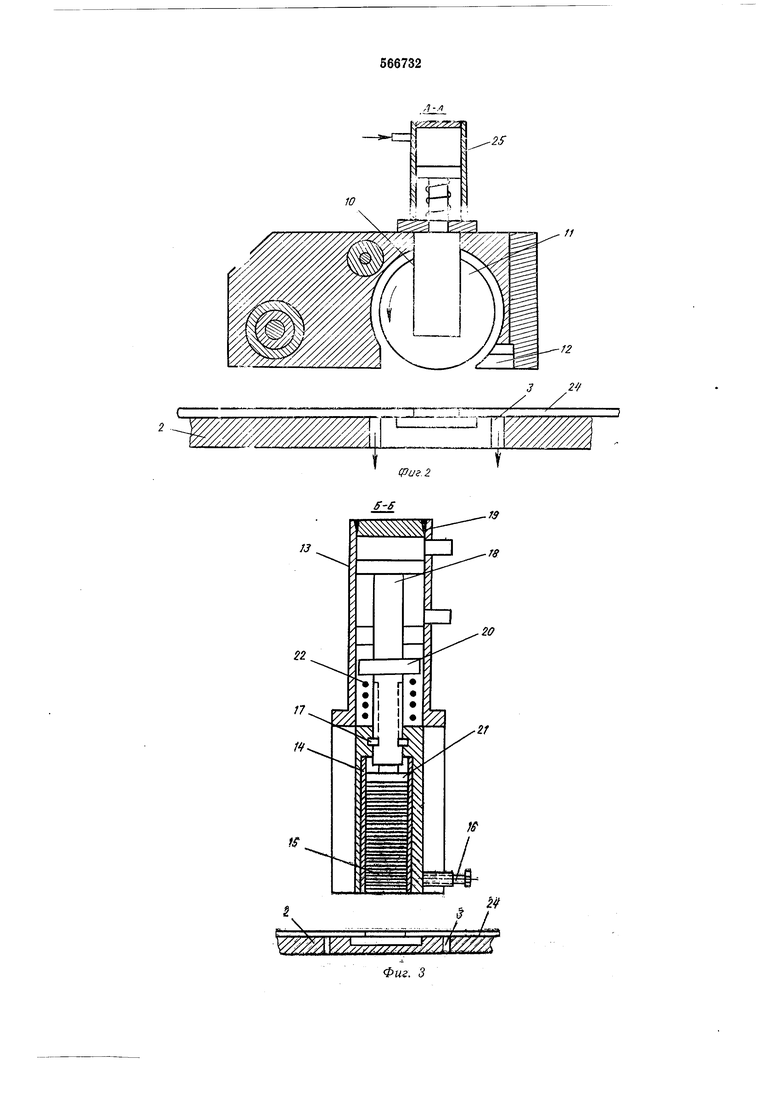
создается вакуум, и лист шпона 24 фиксируется в определенном полол ении.
При помощи пневмо- или пидроиилиидра 26 фреза 11 получает вертикальное перемещение и удаляет дефектный участок в шпоне, образуя профиль отверстия со скошенными кромками.
Угол торцовых кромок отверстия регулируется за счет изменения диаметра фрезы.
После удаления дефекта фреза с башмаком 12 возвращается в исходное положение, а каретка 9 при помощи гидроцилиндра 26 перемещается до упора 6. Предварительно упоры -6 и 7 отрегулированы таким образом, что при перемещении каретки 9 до упора 6 кассета 14 располагается достаточна точно над выбранным в Листе шпона 24 отверстием.
Создавая давление на шток 18 гидрощлиндра 19, иод действием упора 20 и упругого элемента 22 происходит опускание стакана совместно с кассетой 14 до поверхности листа шпона 24, который зафиксирован и находится на столе 2.
Затем стакан и кассета 14 остаются неподвижными, пуансоном 21 создается давлеНие на вставки 15.
После окончания процесса запрессовки давление на шток 18 гидроцилиндра 19 меняется на обратпое. Тем самым давление на поверхности вставок в кассете снимается.
Затем шток 18 вместе со стаканом и кассетой 14 возвращаются в исходное положение.
После -подъема кассеты каретку 9 возвращают в исходное положение, освобождают лист шпона и при наличии на нем других дефектных участков операции починки повторяют в той же последовательности.
Снабжение станка гидроцилиндром 27 дает возможность передвигать каретку совместно с упорами 6 и 7, что позволяет производить починку материала практически на любом участке листа по его ширине.
Формула изобретения
Шпонопочиночный станок, включ-ающий станину, стол, электроприводы, механизм резания и запрессовки, отличающийся тем, что, с целью повышения производительно-сти и улучшения качества починки шпона, механизм резания выполнен в виде подвижной каретки, в вертикальных направляющих которой установлен шпиндель с горизонтально размещенной цилиндрической фрезой и опорным подвижным башмаком, а механизм запрессовки -снабжен кассетой для вставок, смонтифованной с возмол ностью перемещения в вертикальной плоскости, причем одна из стенок кассеты выполнена поджимной при помощи, например, винта.

| название | год | авторы | номер документа |
|---|---|---|---|
| Шпонопочиночный станок | 1990 |
|
SU1715597A1 |
| Шпонопочиночный станок | 1977 |
|
SU673453A1 |
| Способ починки шпона | 1979 |
|
SU870127A1 |
| Устройство для починки шпона | 1980 |
|
SU905076A1 |
| ПОЛУАВТОМАТ ДЛЯ ФРЕЗЕРОВКИ СЕКРЕТОВ КЛЮЧЕЙ ДИСКОВОГО ЗАМКА | 2001 |
|
RU2207225C2 |
| Способ починки листов шпона | 1981 |
|
SU1505432A3 |
| Автомат для сборки пакетов магнитопроводов электрических машин с валом | 1979 |
|
SU864442A1 |
| Поточная линия формирования колесных пар подвижного состава | 1972 |
|
SU490701A1 |
| Устройство для штучной подачи листовых заготовок | 1983 |
|
SU1191208A1 |
| УСТРОЙСТВО для ЗАПРЕССОВКИ ПРОБОК В ГИЛЬЗЫРУЛОНОВ | 1971 |
|
SU296842A1 |
}3
2f
32J/
(Риг. 2
J9
Г8
