Изобретение относится к металлорежущему оборудованию и может быть использовано в машиностроении для фрезеровки секретов ключей дискового замка.
Известен горизонтально-фрезерный станок, содержащий станину, коробку скоростей со шпиндельным узлом, хобот с подвеской, стол [1].
Данный станок имеет мощный привод, широкий диапазон скоростей и подач, не нужный для фрезеровки секретов ключей, где с постоянными режимами резания снимается небольшой припуск.
Известно устанавливаемое на столе горизонтально-фрезерного станка приспособление, содержащее корпус, каретку, оправку, прихват [2].
Недостатком данного приспособления является то, что зажим ключей, угловое перемещение оправки, перемещение каретки на шаг производится вручную и занимает много времени.
Известен полуавтомат фрезеровки секретов ключей дискового замка, содержащий станину, стол, приспособление, включающее люльку с кассетой, механизмы углового перемещения и подачи на шаг, порядок работы которых и секретность определены алгоритмом управления, и соединенные в один узел шпиндель с коробкой скоростей и хобот с подвеской, перемещаемый силовым цилиндром [3].
Технический результат, достигаемый данным изобретением, заключается в автоматизации, повышении производительности и надежности работы полуавтомата.
Указанный технический результат достигается тем, что у специального полуавтомата фрезеровки секретов ключей дискового замка, содержащего станину, коробку скоростей со шпиндельным узлом, хобот с подвеской, стол, приспособление, стол выполнен неподвижным, коробка скоростей со шпиндельным узлом, хоботом и подвеской соединены в один узел, качающийся вокруг оси силовым цилиндром, в приспособлении люлька с кассетой имеют механизм углового перемещения от вентильного электропривода и механизм подачи на шаг от ступенчатой рейки с силовым цилиндром, порядок работы и секретность которых определяет алгоритм управления.
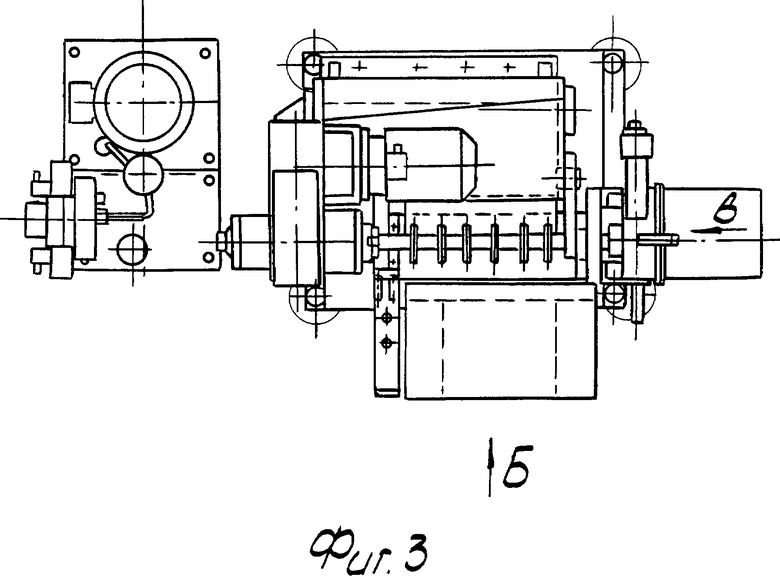
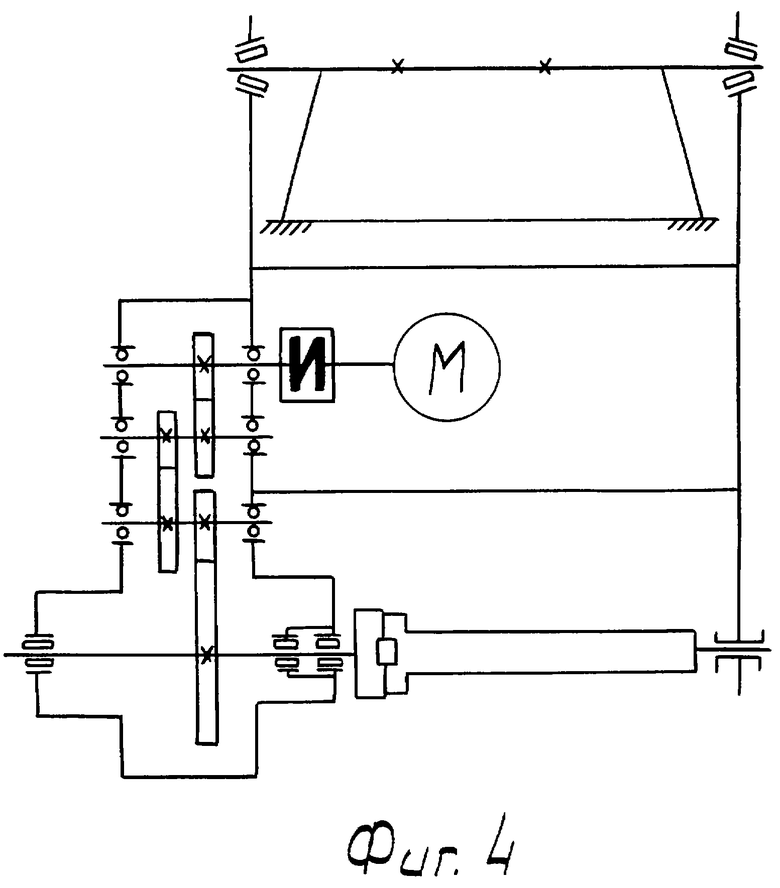
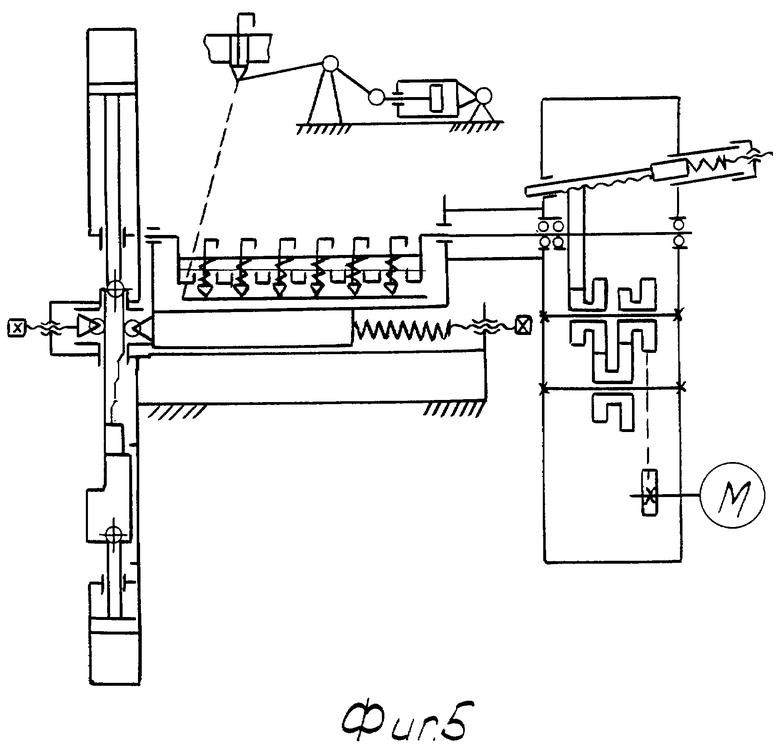
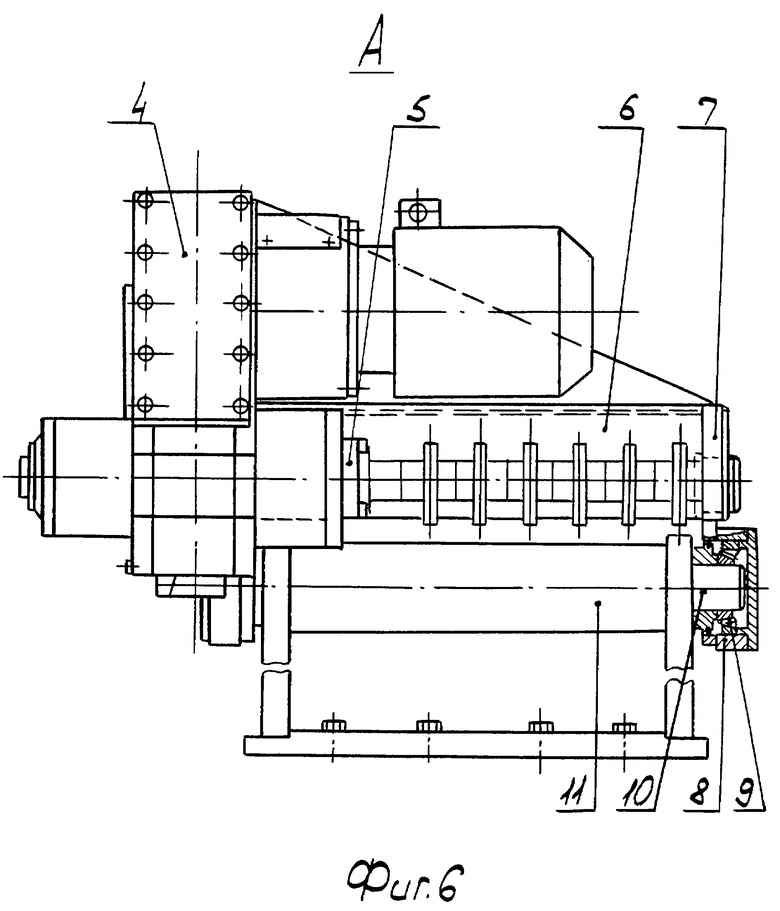
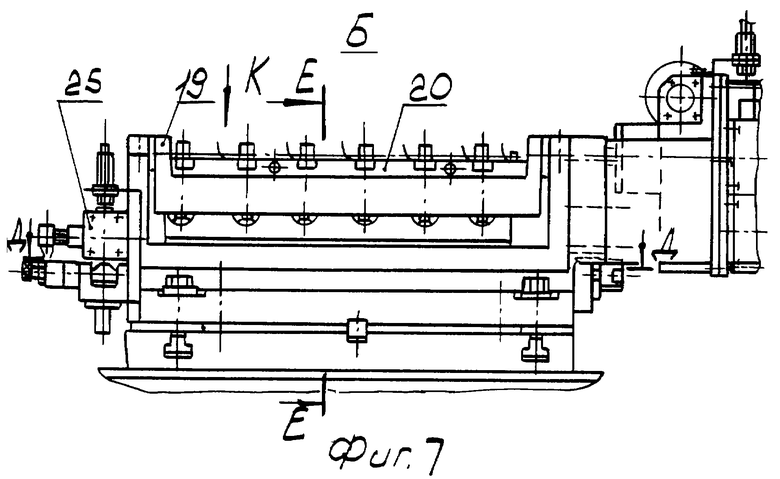
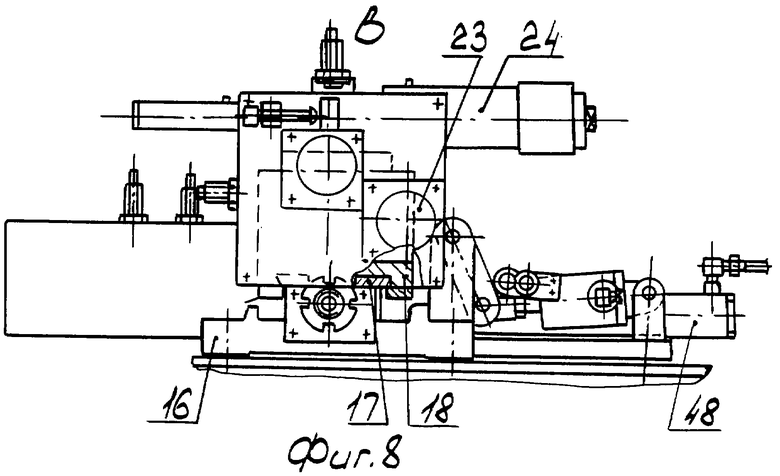
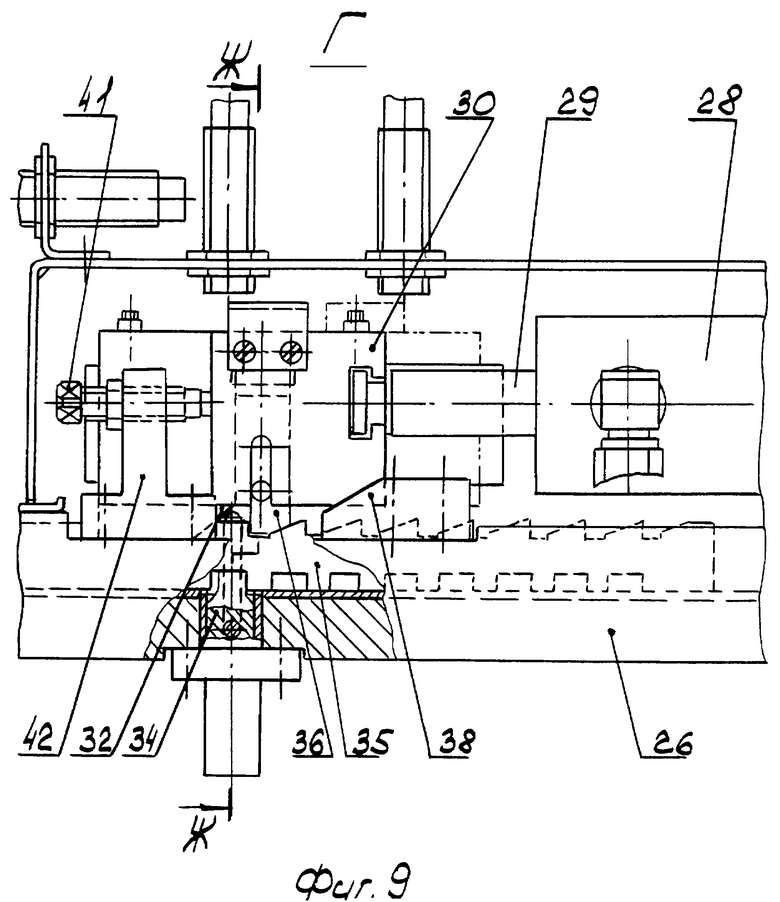
Изобретение иллюстрируется чертежами, где на фиг.1 показан общий вид; на фиг. 2 - то же, вид сбоку; на фиг.3 - то же, вид сверху; на фиг.4 - кинематическая схема бабки фрезерной; на фиг.5 - кинематическая схема приспособления, на фиг, 6 - вид А; на фиг.7 - вид Б; на фиг.8 - вид В; на фиг.9 - вид Г; на фиг.10 - разрез Д-Д; на фиг.11 - разрез Е-Е; на фиг 12 - разрез Ж - Ж ; на фиг.13 - вид К.
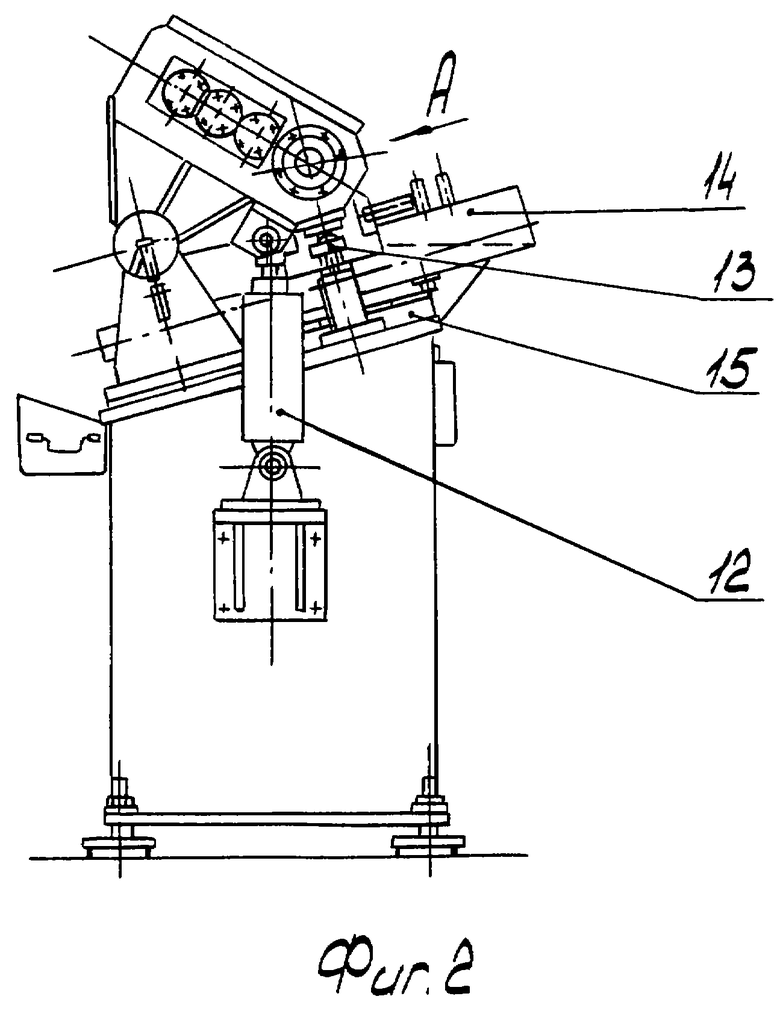
Основные узлы полуавтомата смонтированы на станине 1, установленной на виброопорах 2. Верхняя плита станины выполнена наклонной для самоудаления стружки.
Бабка фрезерная 3 состоит из коробки скоростей 4, шпиндельного узла 5, хобота 6 и подвески 7. В двух щеках 8 фрезерной бабки размещены подшипниковые узлы 9, обеспечивающие ее качение вокруг оси 10 опоры 11, неподвижно закрепленной на станине. Гидроцилиндр 12 обеспечивает подвод фрезерной бабки в зону обработки и отвод ее на расстояние, необходимое для смены кассеты. Регулируемый упорный винт 13 ограничивает подвод фрезерной бабки в зону обработки.
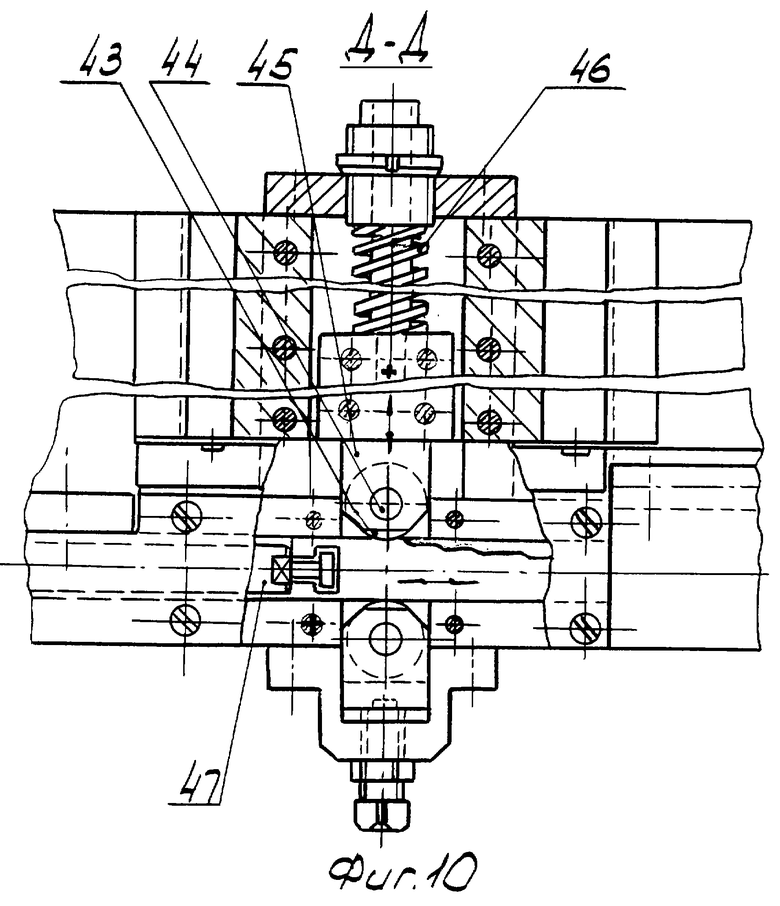
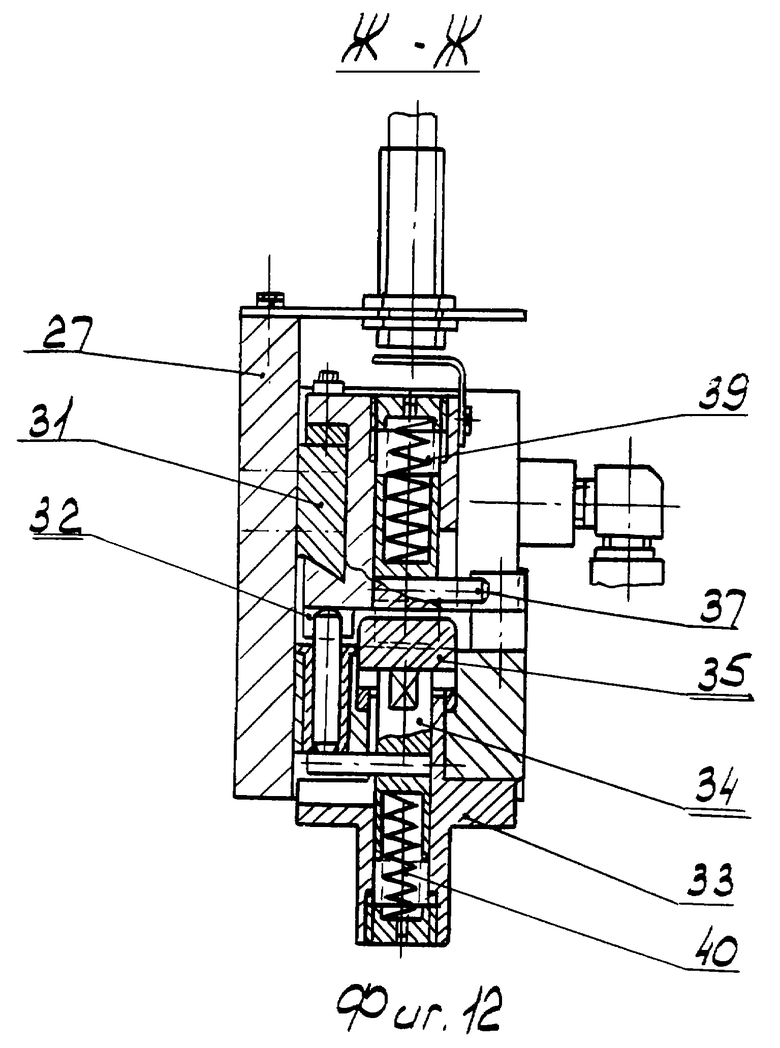
Приспособление 14 установлено на плите 15. Основные узлы приспособления размещены на корпусе 16. В верхней части корпуса закреплена направляющая 17, по которой перемещается каретка 18 с люлькой 19 и кассетой 20. С правой стороны каретки через проходной фланец 21 крепится механизм углового поворота 22, состоящий из вентильного электродвигателя 23 и четырехступенчатого соосного цилиндрического редуктора 24, имеющего подпружиненный выходной вал. Механизм подачи на шаг 25 крепится слева к корпусу 16 и состоит из корпуса механизма 26, к которому через плиту 27 прикреплен гидроцилиндр 28. Шток 29 этого гидроцилиндра закреплен на ползуне 30, имеющем направляющие, на которых он перемещается по планке 31, неподвижно закрепленной на плите 27. На ползуне 30 имеется клин 32, который при втягивании штока 29 гидроцилиндра 28 отжимает размещенный во втулке 33 подпружиненный плунжер 34, расфиксирующий этим движением рейку 35. В расточке ползуна расположен подпружиненный зацеп 36, входящий в зацепление с рейкой. Зацеп имеет штифт 37, который при втягивании штока гидроцилиндра 28 поднимается, скользя по скосу кулачка 38 вверх, выводит зацеп из зацепления с рейкой. В результате этих действий рейка освобождается от фиксирующих элементов. При выдвижении шток гидроцилиндра 28 перемещает ползун вправо, штифт 37 зацепа 36 освобождается от скоса кулачка 38. Зацеп усилием пружины 39 вводится в зацепление с рейкой и перемещает ее до момента, когда плунжер 34 под действием пружины 40 войдет в гнездо рейки, освободившись от клина ползуна. Винт 41 кронштейна 42, укрепленный на корпусе механизма 26, ограничивает перемещение ползуна влево. Рейка 35 имеет с одной стороны ступенчатый линейный кулачок, по которому обкатывается ролик 43. Ролик вращается вокруг оси 44 вилки 45, закрепленной на каретке 18, которая пружиной 46 прижимается через ролик к рейке.
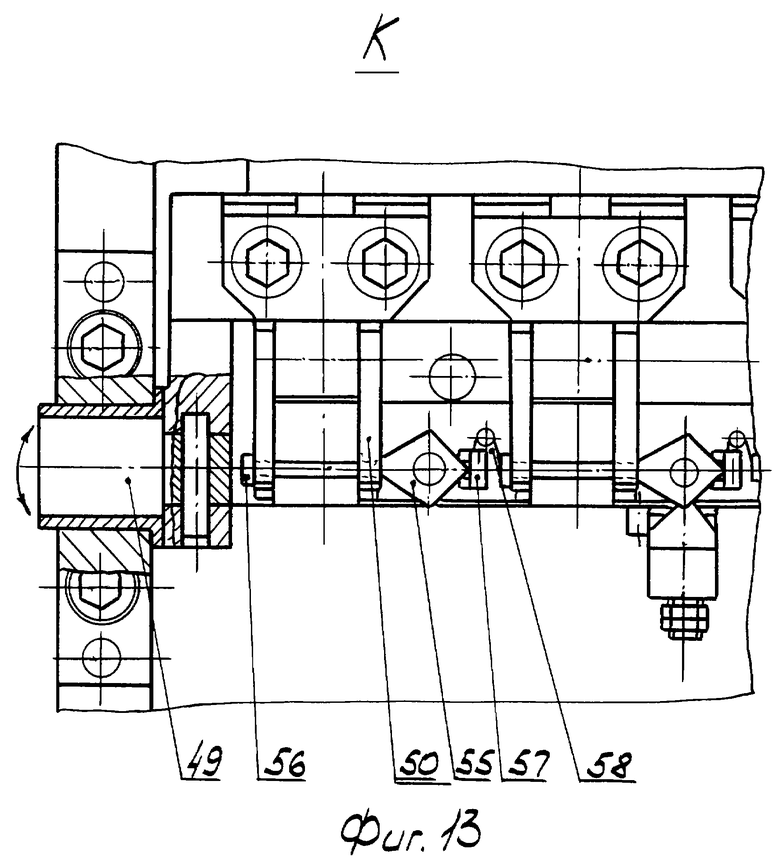
Таким образом, перемещение ползуна 30 совместно с рейкой 35 на один шаг вызывает перемещение каретки 18 также на определенный шаг. Затем шток 29 гидроцилиндра 28 втягивается и повторяет вышеуказанные действия. За несколько циклов каретка занимает крайнее левое положение. При втянутом штоке 29, когда рейка освобождена от зацепа 36 и плунжера 34, шток 47 гидроцилиндра 48 возвращает рейку в исходное положение. Люлька 19 установлена в расточках каретки 18 посредством цапфы 49 и вала редуктора. В люльке имеется шесть расточек для установки шести вильчатых прихватов 50, зажимающих кассету с ключами посредством тарельчатых пружин 51. Освобождение кассеты в люльке производится гидроцилиндром 52 через коромысло 53, поворачивающееся вокруг оси 54, при сжатии тарельчатых пружин.
Обрабатываемые детали - ключи 55, в количестве шести штук, устанавливаются в гнезда кассеты, поджимаются к штырям 56 заглушками 57 при помощи пружин кручения 58.
Полуавтомат работает следующим образом. Кассета с ключами устанавливается оператором в люльку приспособления, нажимается кнопка "Пуск" на пульте управления 59. Производится зажим кассеты, включается привод фрез. Фрезерная бабка перемещается гидроцилиндром в зону обработки до упора и остается в этом положении до конца обработки. Механизм подачи на шаг перемещает каретку с кассетой на один шаг. Механизм углового поворота из нулевого положения выполняет рабочий угол поворота кассеты с ключами под фрезы. При достижении требуемого угла поворота, согласно секретности, происходит возврат в исходное положение. Снова включается механизм подачи кассеты на шаг, а затем поворот кассеты на определенный угол. Цикл повторяется несколько раз. После фрезеровки последней канавки секрета ключа фрезерная бабка отводится, вращение фрез останавливается динамическим торможением, а каретка с кассетой возвращается в исходное положение. Кассета вынимается, на ее место устанавливается другая, заполненная оператором за время фрезеровки. Цикл повторяется. Кроме ручной загрузки кассеты ключами и ее установки на люльку, а также их снятие, цикл полностью автоматизирован, порядок работы и секретность ключа определяет алгоритм управления.
Использование предлагаемого специального полуавтомата фрезеровки секретов ключей дискового замка позволяет автоматизировать процесс фрезеровки секретов ключей, повысить производительность и надежность полуавтомата.
Источники информации
1. "Металлорежущие станки", А. М. Кучер и др. Фабрика офсетной печати Сельхозиздата, Ленинград, 1962г., стр.132.
2. Приспособление для фрезеровки секрета дет. 23.903.38А - 1.0103; N 23. 903.7260 - 4007 ОГТ ЧАЗ 1988.
3. SU 707703, B 23 G 3/35, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ ЛИНИЯ СБОРКИ ГУСЕНИЦ | 2001 |
|
RU2218259C2 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
| ПОЛУАВТОМАТ ДЛЯ ИНДУКЦИОННОЙ ЗАКАЛКИ ОБОДОВ ЗУБЧАТЫХ | 2001 |
|
RU2207385C2 |
| Полуавтомат для обработки пазов | 1977 |
|
SU707703A1 |
| Фрезерный полуавтомат | 1975 |
|
SU507409A1 |
| Полуавтомат для обработки пазов | 1979 |
|
SU770681A1 |
| ЗАМОК НАКЛАДНОЙ С ДИСКОВЫМ МЕХАНИЗМОМ | 2001 |
|
RU2197590C2 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| ТОКАРНО-ФРЕЗЕРНЫЙ ЦЕНТР ДЛЯ ГРУППОВОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2013 |
|
RU2532623C1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |

Изобретение относится к области металлорежущего оборудования для машиностроения. Полуавтомат содержит станину, стол, приспособление, включающее люльку с кассетой и механизмы углового перемещения и подачи на шаг, порядок работы которых и секретность определены алгоритмом управления, и соединенные в один узел шпиндель с коробкой скоростей и хобот с подвеской, перемещаемый силовым цилиндром. Для автоматизации, повышения производительности и надежности работы он снабжен вентильным электроприводом, соединенным с механизмом углового перемещения. При этом упомянутый узел установлен с возможностью качания вокруг оси, стол выполнен неподвижным, а механизм подачи на шаг содержит ступенчатую рейку. 13 ил.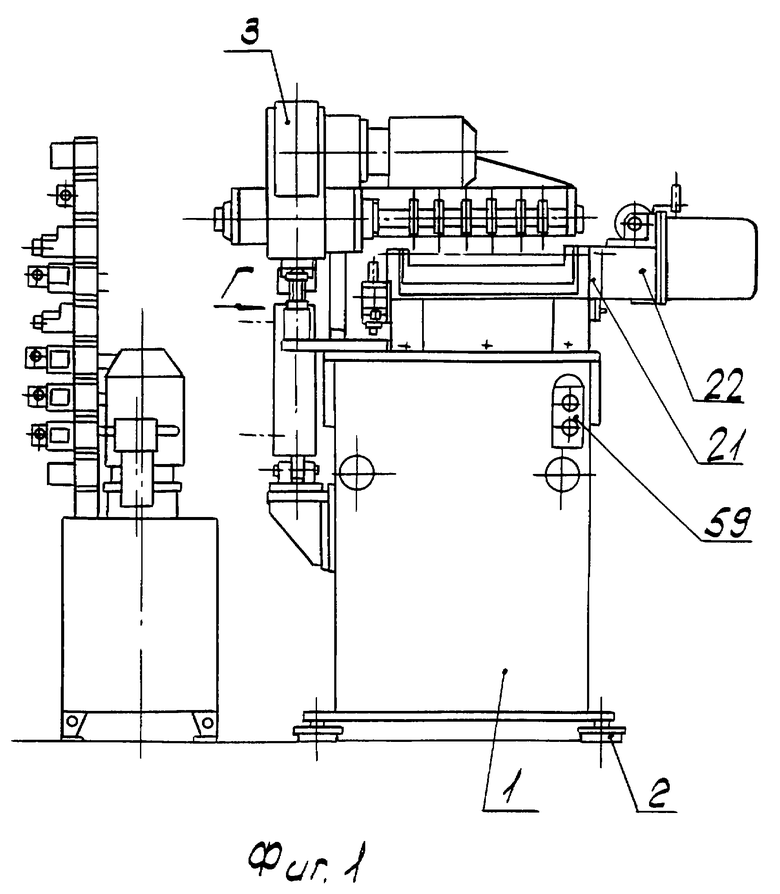
Полуавтомат для фрезеровки секретов ключей дискового замка, содержащий станину, стол, приспособление, включающее люльку с кассетой и механизмы углового перемещения и подачи на шаг, порядок работы которых и секретность определены алгоритмом управления, и соединенные в один узел шпиндель с коробкой скоростей и хобот с подвеской, перемещаемый силовым цилиндром, отличающийся тем, что он снабжен вентильным электроприводом, соединенным с механизмом углового перемещения, при этом упомянутый узел установлен с возможностью качания вокруг оси, стол выполнен неподвижным, а механизм подачи на шаг содержит ступенчатую рейку.
| Полуавтомат для обработки пазов | 1977 |
|
SU707703A1 |
| Фрезерный станок | 1977 |
|
SU737137A1 |
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| Фрезерный станок | 1984 |
|
SU1210999A1 |
| Фрезерный автомат | 1989 |
|
SU1627344A1 |
| US 3795174, 05.03.1974 | |||
| МОТОРНО-ОСЕВОЙ ПОДШИПНИК | 1999 |
|
RU2220337C2 |

