дочной поверхности планшайбы выполнены кольцевые выточки, а упругие элементы расположены в выточках,
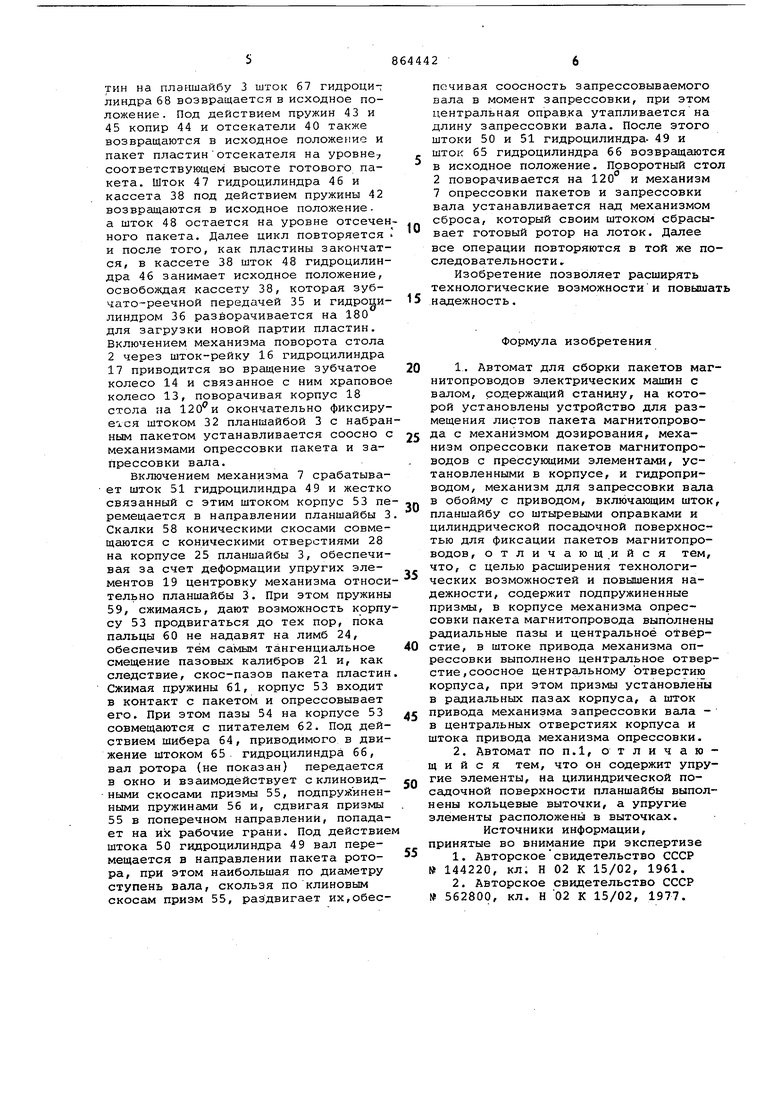
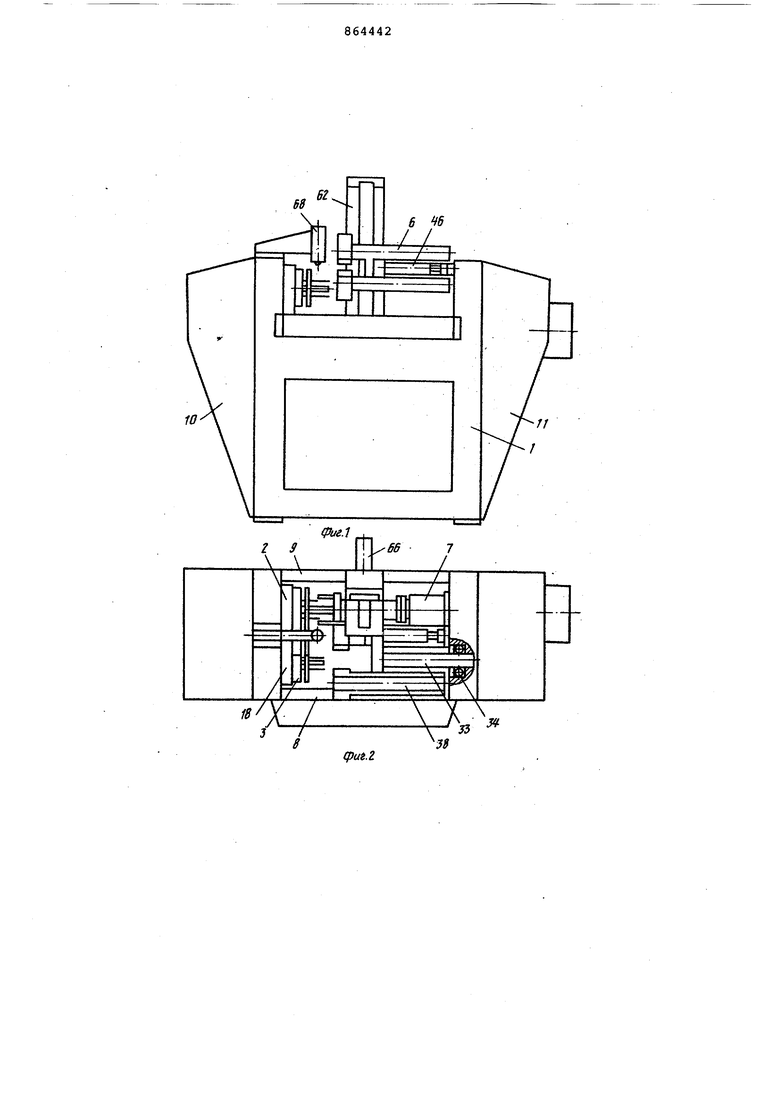
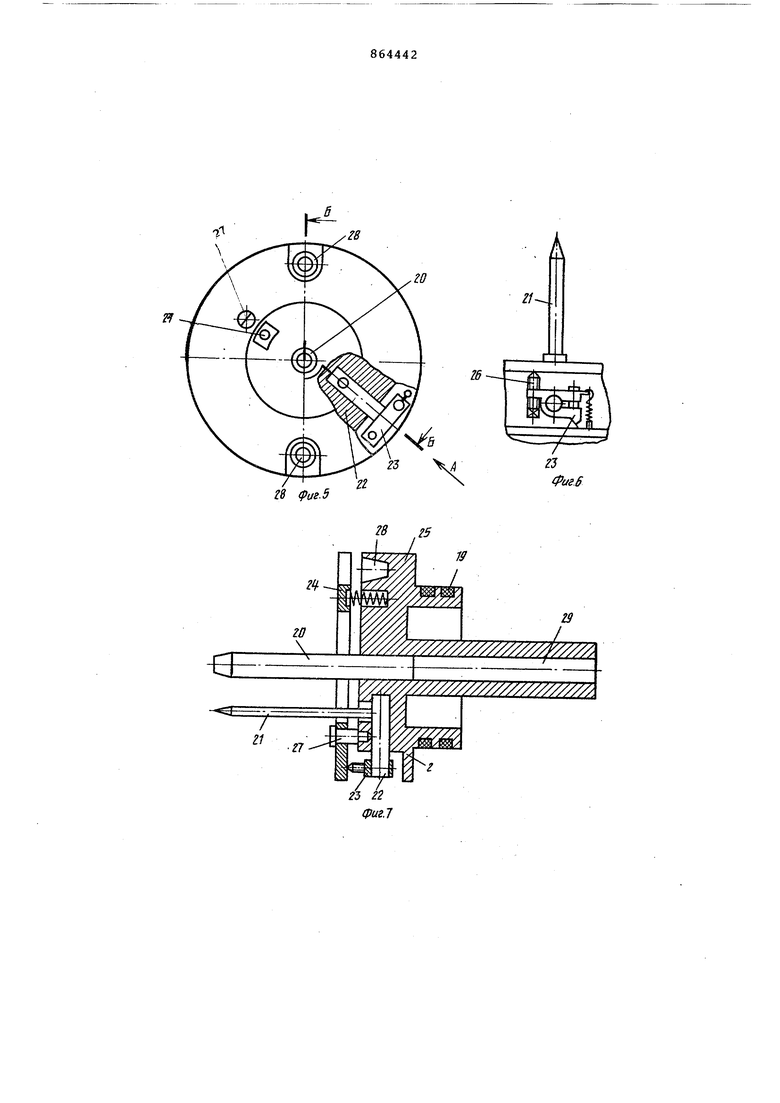
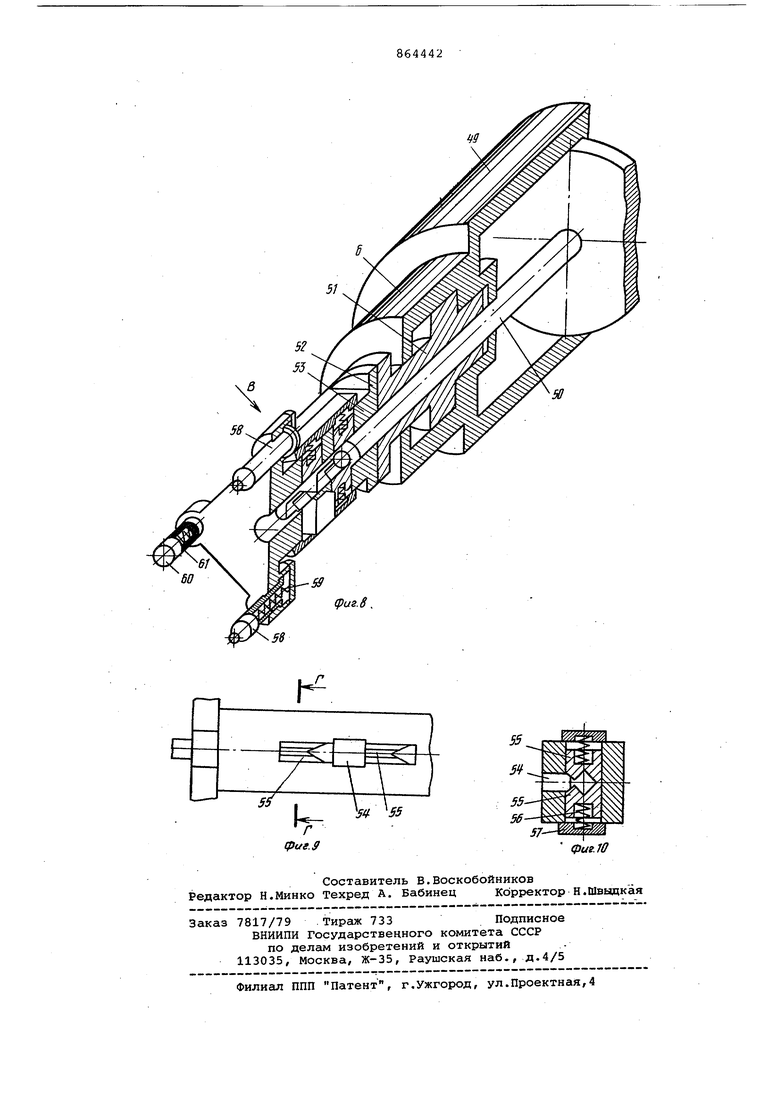
На фиг.1 изображен автомат для сборки пакетов магнитопроводов электоических машин с валом; на фиг.2 то же, вид сверху; на фиг.3 - кинематическая схема автомата; на фиг.4 отсекатели механизма дозирования; на фиг. 5 - планшайба со штьоревыми оправками; на фиг.б - вид А на фиг.5; на фиг.7 - сечение Б-Б на фиг.5; на фиг.8 - механизм опрессйвки пакетов и запрессовки вала; на фиг.9 - вид В на фиг.8; на фиг.10 - сечение Г-Г на фиг.9.
Автомат для сборки пакетов магнитопроводов электрических машин с валом содержит станину 1, поворотный стол 2, планшайбу 3 со штыревыми оправками, соосно расположенный с ней механизм 4 съема магнитопровода, механизм 5 фиксации поворотного стола,устройство для размещения листов пакетов с механизмом 6 дозирования,механизм 7 опрессовки пакетов магнитопроводов и запрессовки вала, смонтированный на станине 1, состоящей из двух боковых щек 8 и 9, передней 10 и задней 11 бабок. На передней бабке 10 установлен механизм поворота стола 2, включающий вал 12, на одном конце которого насажен храповик 13, зубчатое колесо 14 с водилом 15, причем зубчатое колесо 14 находится в зацеплении с зубчатой шток-рейкой 16 гидроцилиндра 17. На другом конце вала 12, выполненного в виде стакана, насажен корпус 18 поворотного стола, с цилиндрическим отверстием которого контактируют упругие элементы 19, расположенные в кольцевых выточках цилиндрической посадочной поверхност планшайбы. Планшайба состоит из центральной оправки 20, двух штыревых оправок 21, запрессованных в сухарях 22, с возможностью разворота посредством хомута 23, подпружиненного лимба 24, закрепленного на корпусе 25 и регулировочных винтов 26, размещенных относительно неподвижнозакрепленых на корпусе 25 установочных осей 27. Кроме того, корпус 25 снабжен двумя коническими симметрично расположенными отверстиями 28 и отверстиями 29 для ввода в него штока 30 механизма 4 съема магнитопровода, корпус 18 поворотного стола снабжен тремя отверстиями 31 для ввода- в них штока 32 механизма 5 фиксации поворотного стола, выполненного в виде гидроцилиндра. На задней бабке 11 (фиг.1) соосно с планшайбой 3 размещен механизм б дозирования, включающий горизонтальную ось 33, имеющу возможность поворота и закрепленную на подшипниках 34 в передней 10 и задней 11 бабках. Горизонтальная ось 33 через зубчато-реечную передачу 35
связана с гидроцилиндром 36.На горизонтальной оси 33 жестко закреплены коромысло 37 с двумя кассетами 38 и устройства для размещения листов пакета магнитопровода, имеющие возможность возвратно-вращательного движения. Кассеты 38 снабжены дозировочным устройством 39, выполненным в виде отсекателей 40, упруго подвешенных на скалках 41 -посредством пружин 42 к кассете 38 с возможностью переме0щения вдоль горизонтальной оси 33. На кассете 38 закреп. также пружины 43, клиновидный копир 44 и пружина 45. в заднюю бабку 11 встроен телескопический гидроцилиндр 46, шток
5 47 первой ступени которого предназначен для обеспечения возвратно-поступательного перемещения кассет 38, а шток 48 второй ступени - для предварительной опрессовки пластин (не показан). На задней бабке 11 соосно
0 с планшайбой 3 размещен механизм 7 опрессовки пакетов и запрессовки вала, содержащий гидродилиндр 49, причем шток 50 размещен в центральном отверстии штока-поршня 51 с возмож5ностью возвратно-поступательного перемещения. На поршне 51 жестко закреплен фланцем 52 корпус 53, в котором размещены радиальные пазы 54 с призмами 55 с возможностью регулиров0ки в вертикальной плоскости посредством пружин 56, регулировочных винтов 57 - две конические скалки 58, подпружиненные пружинами 59 сжатия два пальца 60 с пружинами 61. На бо5ковой щеке 9 на уровне радиального паза 54 расположен питатель 62, имеющий полую кассету 63 и шибер 64, закрепленный с возможностью возвратнопоступательного перемещения штоком 55 гидроцилиндра 66. На той же боковой щеке 9 на уровне копира 44 размещен шток 67 гидроцилиндра 68, предназначенного для раскрытия отсекателя 4 О.
Автомат работает следующим обра5зом.
Включением механизма 6 дозирования под действием штока 47 гидроцилиндра 46 кассета 38 со стопой пластин (не показаны) устанавливается со0осно с планшайбой 3 на уровень отсечки пакета, причем скалка 41 с буртом, в который упирается пружина 42, отходя на тот же уровень, сжимает ее. После установки кассеты 38 на
5 уровень отсечки пакета при срабатывании гидроцилиндра 68 под действием штока 67 клиновидный копир 44 своими скосами выводит отсекатели 40 из контакта со стопой пластин, сжимая пруОжины 43 и 45. После раскрытия отсекателей 40 под действием штока 48 гидроцилиндра 46 пакет пластин передается на центральную оправку 20 (фиг.6) и штыревые оправки 21, планшайбы 3
5 и опрессовывается. После подачи пластин на планшайбу 3 шток 67 гидроцилиндра 68 возвращается в исходное положение . Под действием пружин 43 и 45 копир 44 и отсекатели 40 также возвращаются в исходное положение и пакет пластин отсекателя на уровне-; соответствующем высоте готового пакета. Шток 47 гидроцилиндра 46 и кассета 38 под действием пружины 42 возвращаются в исходное положение, а шток 48 остается на уровне отсечен ного пакета. Далее цикл повторяется и после того, как пластины закончатся, в кассете 38 шток 48 гидроцилиндра 46 занимает исходное положение, освобождая кассету 38, которая зубчато-реечной передачей 35 и гидроци линдром 36 разёорачивается на 180 для загрузки новой партии пластин. Включением механизма поворота стола 2 через шток-рейку 16 гидроцилиндра 17 приводится во вращение зубчатое колесо 14 и связанное с ним храповое колесо 13, поворачивая корпус 18 стола на окончательно фиксируется штоком 32 планшайбой 3 с набран ным пакетом устанавливается соосно с механизмами опрессовки пакета и запрессовки вала. Включением механизма 7 срабатывает шток 51 гидроцилиндра 49 и жестко связанный с этим штоком корпус 53 пе ремещается в направлении планшайбы 3 Скалки 58 коническими скосами совмещаются с коническими отверстиями 28 на корпусе 25 планшайбы 3, обеспечивая за счет деформации упругих элементов 19 центровку механизма относи тельно планшайбы 3. При этом пружины 59, сжимаясь, дают возможность корпу су 53 продвигаться до тех пор, пока пальцы 60 не надавят на лимб 24, обеспечив тем самым тангенциальное смещение пазовых калибров 21 и, как следствие, скос-пазов пакета пластин Сжимая пружины 61, корпус 53 входит в контакт с пакетом и опрессовывает его. При этом пазы 54 на корпусе 53 совмещаются с питателем 62. Под действием шибера 64, приводимого в движение штоком 65. гидроцилиндра 66, вал ротора (не показан) передается в окно и взаимодействует с клиновидными скосами призмы 55, подпру йиненными пружинами 56 и, сдвигая призмы 55 в поперечном направлений, попадает на их рабочие грани. Под действие штока 50 гидроцилиндра 49 вал перемещается в направлении пакета ротора, при этом наибольшая по диаметру ступень вала, скользя по клиновым скосам приэм 55, раздвигает их,обеспсчивая соосность запрессовываемого вала в момент запрессовки, при этом центральная оправка утапливаетсяна длину запрессовки вала. После этого штоки 50 и 51 гидроцилиндра- 49 и шток 65 гидроцилиндра 66 возвращаются в исходное положение. Поворотный стол 2 поворачивается на 120° и механизм 7 опрессовки пакетов и запрессовки вала устанавливается над механизмом сброса, который своим штоком сбрасывает готовый ротор на лоток. Дгшее все операции повторяются в той же последовательности ., Изобретение позволяет расширять технологические возможностии повышать надежность. Формула изобретения 1.Автомат для сборки пакетов магнитопроводов электрических машин с валом, содержащий станину, на которой установлены устройство для размещения листов пакета магнитопровода с механизмом дозирования, механизм опрессовки пакетов магнитопроводов с прессующими элементами, установленными в корпусе, и гидроприводом, механизм для запрессовки вала в обойму с приводом, включающим шток, планшайбу со штыревыми оправкс1ми и цилиндрической посадочной поверхностью для фиксации пакетов магнитопроводов, отличающийся тем, что, с целью расширения технологических возможностей и повышения надежности, содержит подпружиненные призмы, в корпусе механизма опрессовки пакета магнитопровода выполнены радиальные пазы и центральное отверстие, в штоке привода механизма опрессовки выполнено центральное отверстие, соосное центральному отверстию корпуса, при этом призмы установлены в радиальных пазах корпуса, а шток привода механизма запрессовки вала в центральных отверстиях корпуса и штока привода механизма опрессовки. 2.Автомат поп.1, отличающийся тем, что он содержит упругие элементы, на цилиндрической посадочной поверхности планшайбы выполены кольцевые выточки, а упругие элементы расположены в выточках. Источники информации, ринятые во внимание при экспертизе 1.Авторскоесвидетельство СССР 144220, кл. Н 02 К 15/02, 1961. 2.Авторское свидетельство СССР 562800, кл. Н 02 К 15/02, 1977.
«7)0
/
V)
л
39

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки магнитопроводов электрических машин | 1975 |
|
SU612349A1 |
| Автомат для изготовления пакетов магнитопроводов | 1976 |
|
SU656159A1 |
| Способ сборки якоря электрической машины | 1983 |
|
SU1101977A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1983 |
|
SU1153378A1 |
| Автомат для изготовления пакетов магнитопровода и сборки их с валом | 1973 |
|
SU562900A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Автомат для изготовления якоря электродвигателя | 1989 |
|
SU1730710A1 |
| Автомат для подачи и сборки деталей | 1980 |
|
SU959982A1 |
| Автоматическая линия сборки роторов электрических машин | 1990 |
|
SU1830594A1 |
| Автомат для сборки игольчатых подшипников карданного типа | 1976 |
|
SU717422A1 |
ЧЪЧО
фиг.Ч18 (риг. 5
А
2Ъ 22 фиг
