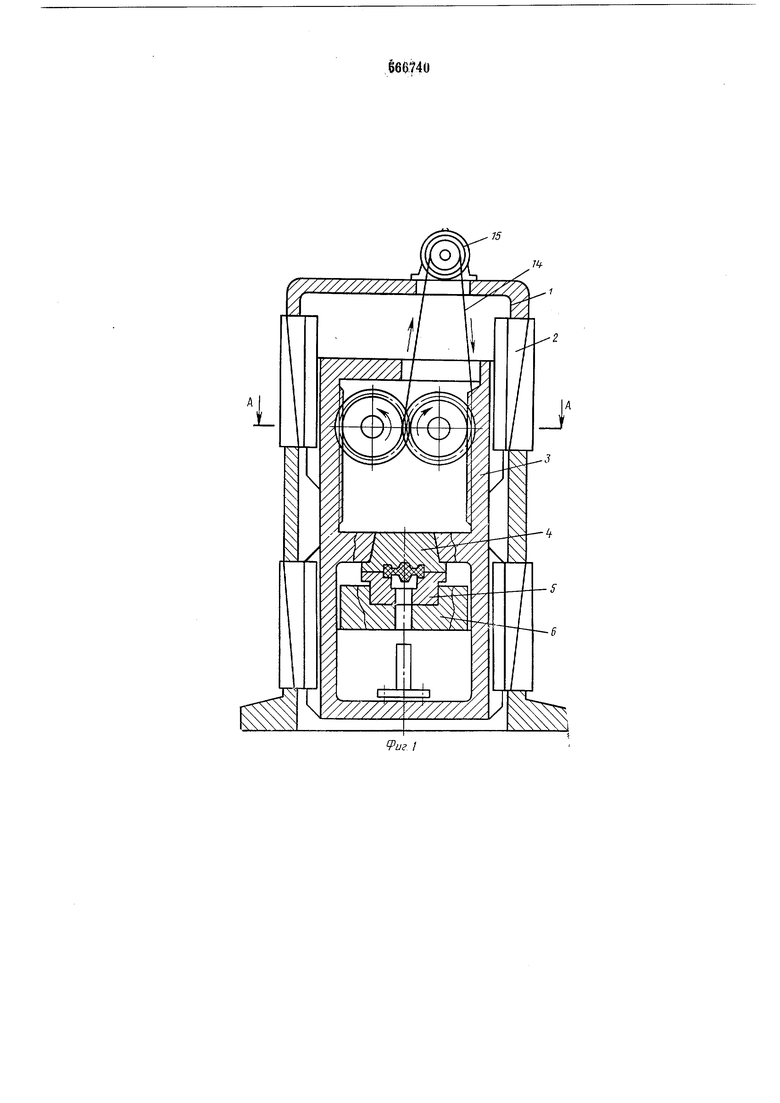
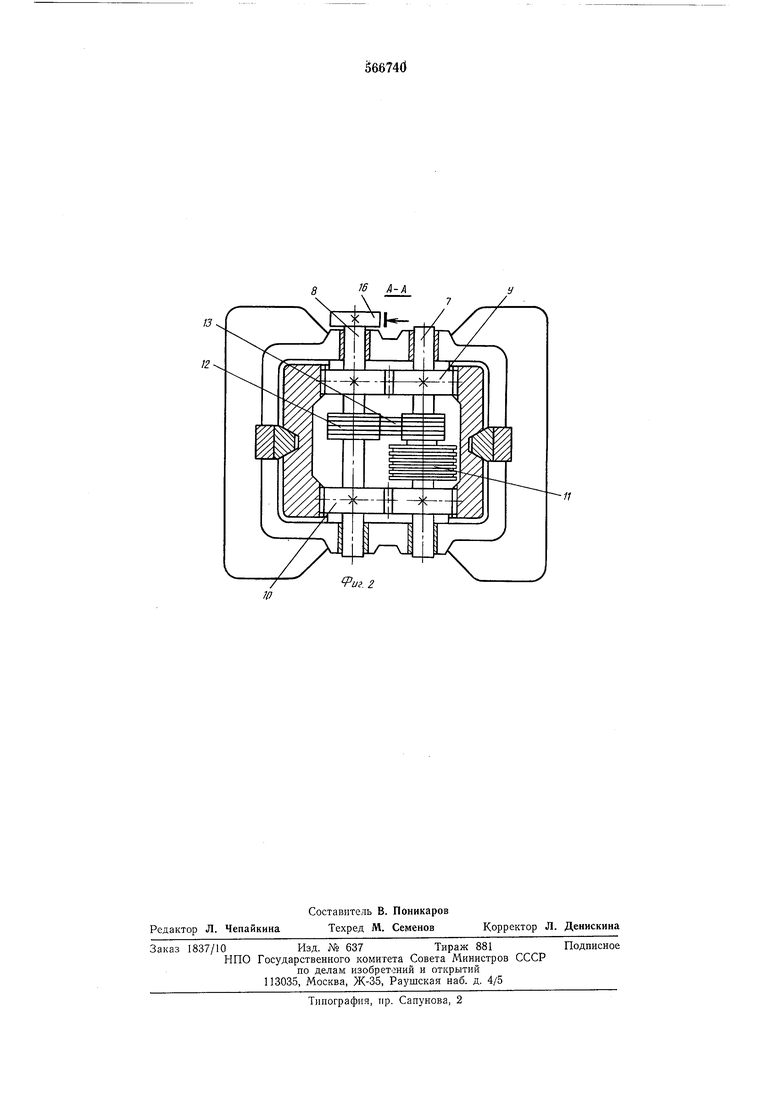
П130йс)сбдй расторможение рабочей Ёала 8 (отключается тормоз 16), а затем йключается муфта 11, рабочий вал 7 проворачивается совместно с шестернями 9, находящимися в зацеплении с шестернями 10, установленными иа рабочем валу 8. Оба вала, врашаясь во взаимиопротивопололсных наиравлениях, шестернями 9 и 10, находяш,имися в зацеплении с рейками ползуна 3, разгоняют его вниз. В отличие от вала 7 вал 8 враш;ается в сторону, противоположную вращению маховика муфты 12. При встрече верхней половины 4 штампа с нагретой заготовкой происходит ее деформирование за счет кинетической энергии вращающегося маховика муфты 11 и кинетической энергии ползуна 3. При смыкании верхней и нижней половин штампа (момент окончания штамповки) срабатывает концевой выключатель, который устанавливается в нужном положении, и отключает муфту И, маховик которой продолжает вращаться после остановки рабочего вала 7. Происходит разгрузка зубчато-реечного зацепления, валы 7 и 8 имеют возможность проворачиваться без нагрузки, если ползун 3 продолжает движение вниз.
После отключения муфты 11 включается муфта 12, в результате чего ведущим становится рабочий вал 8 с установленными на нем шестернями 10, которые, находясь в зацеплении с шестернями 9, производят подъем ползуна 3. Движение ползуна вверх происходит До срабатывания koHiieEofo выключателя, положение которого определяет ход разгона, т. е. энергию удара необходимую для формообразования. Срабатывание концевого выключателя дает команду на отключение муфты 12 и выключение тормоза 16, который удерживает вал 8 от проворачивания, а следовательно, и ползун 3 в нужном положении. Отштампованная деталь удаляется из штампа. Затем цикл повторяется.
Предлагаемый пресс позволяет значительно повысить эксплуатационную надежность и расширить технические возможности.
Формула изобретения
Инерционно-штамповочный пресс, содержащий станину со столом, в направляющих которой установлен нолзун с зубчато-реечным приводом, отличающийся тем, что, с целью повышения эксплуатационной надежности за счет регулировки энергии удара и упрощения конструкции, зубчато-реечный привод выполнен в виде двух параллельных валов с установленными на них муфтами включения и шестернями, находящимися в зацеплении между собой, а также с рейками, выполненными на ползуне, причем маховики муфт включения кинематически связаны. Источники информации,
принятые во внимание при экспертизе
I. Авторскоесвидетельство СССР
№ 215037, кл. В ЗОВ 1/06, 1965.
1
15
щ
X
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидровинтовой пресс-молот с двусторонним ударом по заготовке | 1974 |
|
SU695758A2 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| Винтовой пресс | 1988 |
|
SU1539076A1 |
| ВИНТОВОЙ ПРЕСС | 1993 |
|
RU2063341C1 |
| Автоматический манипулятор | 1989 |
|
SU1660951A1 |
| ПРИВОД СТЕРЖНЯ АВАРИЙНОЙ ЗАЩИТЫ | 2013 |
|
RU2566299C2 |
| СПРЕДЕР ТЕЛЕСКОПИЧЕСКИЙ | 2013 |
|
RU2533620C1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1988 |
|
SU1659157A1 |
| Система управления винтовым кузнечнопрессовыми машинами | 1973 |
|
SU460195A1 |
| Нижний выталкиватель вертикального пресса | 1985 |
|
SU1286435A1 |