Фи5. 1
Изобретение относится к обработке металлов давлением, в частности для выталкивания деталей из штампов.
Целью изобретения является расширение технологических возможностей устройства ну- тем обеспечения выталкивания детали из штампа за несколько ходов ползуна пресса.
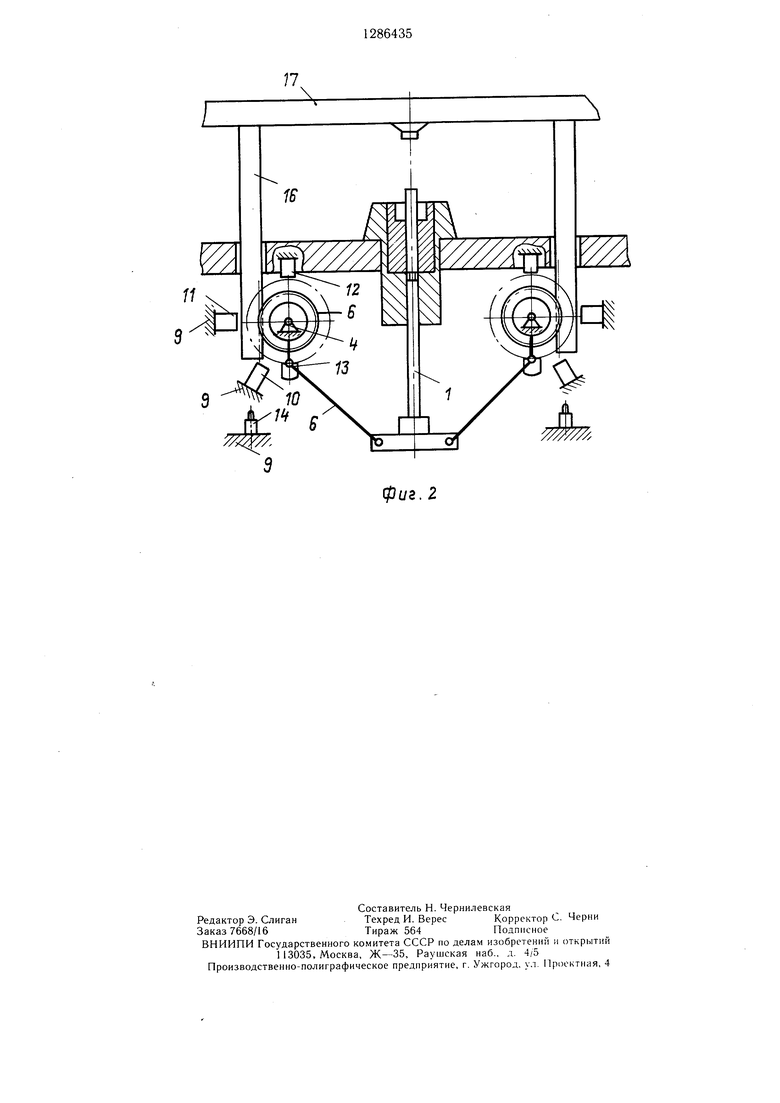
На фиг. 1 изображена кинематическая схема устройства, вид сверху; на фиг. 2 - то же, вид спереди.
Устройство для выталкивания деталей из штампа содержит нижний выталкиватель Л, электромагнитные фрикционные муфты 2 и 3, каждая из которых жестко посажена одной из свои| обойм, например внутренней, на ось 4, выполненную в форме колен вала, и реечно-шестеренчатую пару с шестерней 5.
Нижний выталкиватель 1 связан с осью 4 рычагом 6. Внешняя обойма 7 муфты 2 выполнена заодно с шестерней 5 реечно- шестеренчатой пары. Внешняя обойма 8 муфты 3 смонтирована на станине 9 пресса. Также на станине 9 пресса смонтированы датчики 10-12. Количество датчиков соответствует количеству переходов штамповки. Если И1тамповка двухпереходная, то устанавливается 2 датчика, трехпереходная - 3 и т. д. Флажок 13 датчиков 10-12 смонтирован на оси 4. Кроме того, на станине 9 пресса смонтирован датчик 14, взаимодей- ствуюш,ий с рейкой 15, жестко закреплей- ной на тяге 16 ползуна 17 пресса.
Устройство работает следующим обрзом.
В исходном положении, т.е. перед нача- ло.м первого перехода, обе муфты 2 и 3 разомкнуты, поэтому при ходе ползуна пресса вниз внешняя обойма 7, враш,аясь вместе с шестерней 5 реечно-шестеренчатой пары, не передает врашение оси 4. При достиже- НИИ ползуном пресса нижней мертвой точки рейка 15 реечно-шестеренчатой пары входит в контакт с датчиком 14 и дает команду на включение муфты 2.
Нри ходе ползуна пресса вверх крутящий момент передается на ось 4. Вращаясь последняя через рычаг 6 поднимает нижний выталкиватель 1, который. таки1М образом выталкивае т деталь из штампа. По достижении флажком 13 датчика-перекключателя 10 последний дает команду на отключение
муфты 2 и включение муфты 3. За счет того, что муфта 3 замкнута, ось 4 остается неподвижной, а следовательно, нижний выталкиватель 1 остается в том положении, которого он достигает к моменту переключения муфт.
После достижения ползуном пресса верхней мертвой точки начинается второй переход. Повторяются все указанные операции с тем исключением, что в нижней мертвой точке происходит размыкание муфты 3 и включение муфты 2 и соответственно нижний выталкиватель 1 начинает свое движение вверх не с нижней мертвой точки, а с того положения, в котором он оказался после окончания первого перехода. После окончательной отштамповки детали и ее удаления из зоны штампа, например пневмосдувом (не показан), поступает команда на отключение обеих муфт 2 и 3 верхним датчиком 12, и нижний выталкиватель 1 под собственным весом возвращается, в исходное положение.
Формула изобретения
1.Нижний выталкиватель вертикального пресса, содержащий размещенный в столе пресса толкатель, соединенный с ползуном пресса посредством двухзвенных промежуточных узлов, каждый из которых включает рычаг и тягу, а также средство соединения тяги с рычагом, выполненное в виде муфты и смонтированной на станине оси, на которой установлена внутренняя обойма муфты, а наружная обойма соединена посредством реечного зацепления с тягой, от- личающийся тем, что, с целью расщирения технологических возможностей, каждый промежуточный узел снабжен дополнительной муфтой, установленной на одной оси с основной муфтой и жестко закрепленной одной из обойм на станине пресса, а выталкиватель снабжен смонтированным на станине пресса по крайней мере одним датчиком переключения муфт, флажок которого расположен на оси, связывающей муфты.
2.Выталкиватель по п. 1, отличающийся тем, что в качестве основной и дополнительной муфт использованы электромагнитные муфты.
фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Нижний выталкиватель вертикального пресса | 1984 |
|
SU1193016A1 |
| Устройство для удаления деталей из рабочей зоны пресса | 1988 |
|
SU1659157A1 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU649596A1 |
| Нижний выталкиватель вертикального пресса | 1984 |
|
SU1220808A1 |
| Автоматическая линия горячей штамповки | 1986 |
|
SU1424933A1 |
| Устройство для подачи заготовок в рабочую зону штампа | 1980 |
|
SU935171A1 |
| Устройство для вырубки изделийиз РЕзиНы | 1977 |
|
SU812592A2 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для вырубки изделий из резины | 1976 |
|
SU592611A1 |
| Многопозиционный пресс для горячей объемной штамповки | 1985 |
|
SU1279716A1 |
Изобретение относится к области обработки металлов давлением, в частности к устройствам для выталкивания деталей из штамнов. Целью изобретения является расширение технологических возможностей существующего прессового оборудования за счет того, что оно позволяет осуществить многопереходную штамповку на прессах простого действия. Устройство для выталкивания деталей из штампа содержит нижний выталкиватель 1, связанный посредством рычага 6 с осью 4. На оси 4 расположены внутренние обоймы электромагнитных фрикционных муфт (М). Наружная обойма одной М приводится во вращение от ползуна пресса посредством реечно-шестеренчатой пары. Наружная обойма другой М смонтирована на станине пресса 9. На станине пресса 9 смонтированы и датчики 10. Флажок 13 датчика 10 укреплен на оси 4. При ходе ползуна пресса вверх флажок 13 входит поочередно в контакт с датчиками 10, после чего одна М отключается, другая М включается. Таким образом, нижний выталкиватель 1 после переключения .муфт не поднимается вверх вместе с позуном пресса, но и не опускается вниз, а остается в промежуточном положении, необходимом для положения детали в начале следующего перехода. 1 з.п.ф-лы, 2 ил. Ё (Л 755 / 73 1С 00 О5 4 СО ел
| Нижний выталкиватель вертикального пресса | 1984 |
|
SU1193016A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
