Изобретение относится к обработке металлов давлением и может быть использовано для удаления деталей из рабочей зоны пресса.
Цель изобретения - повышение надежности в работе.
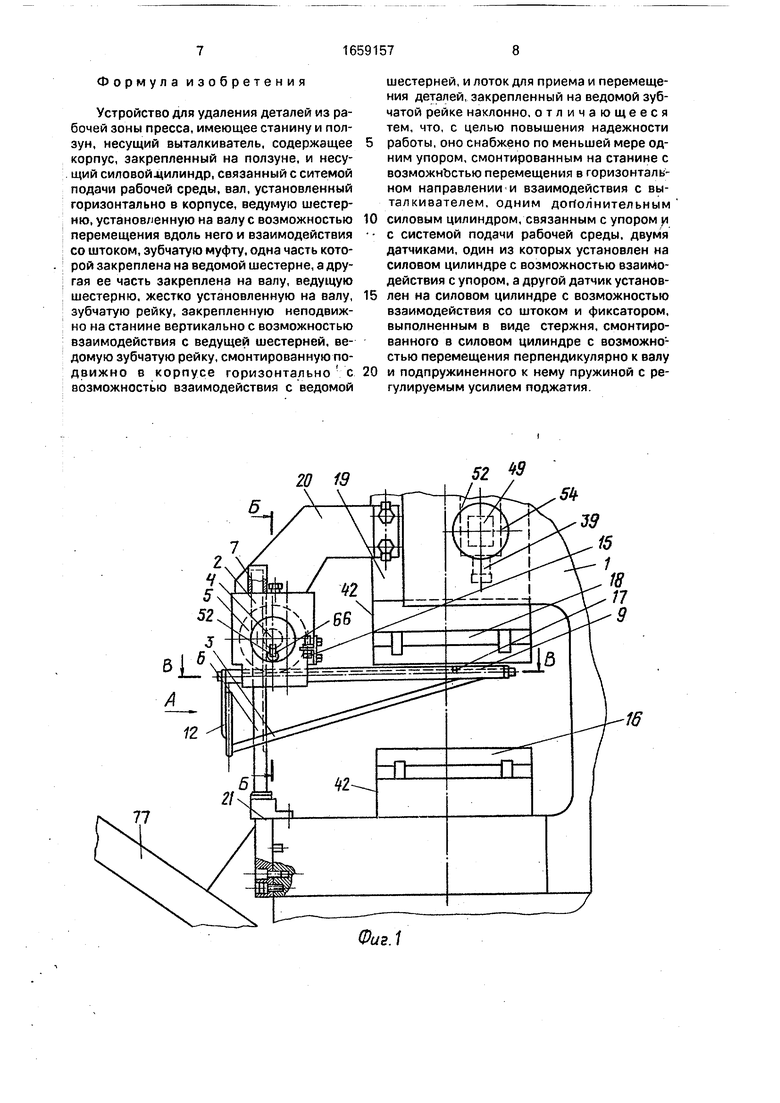
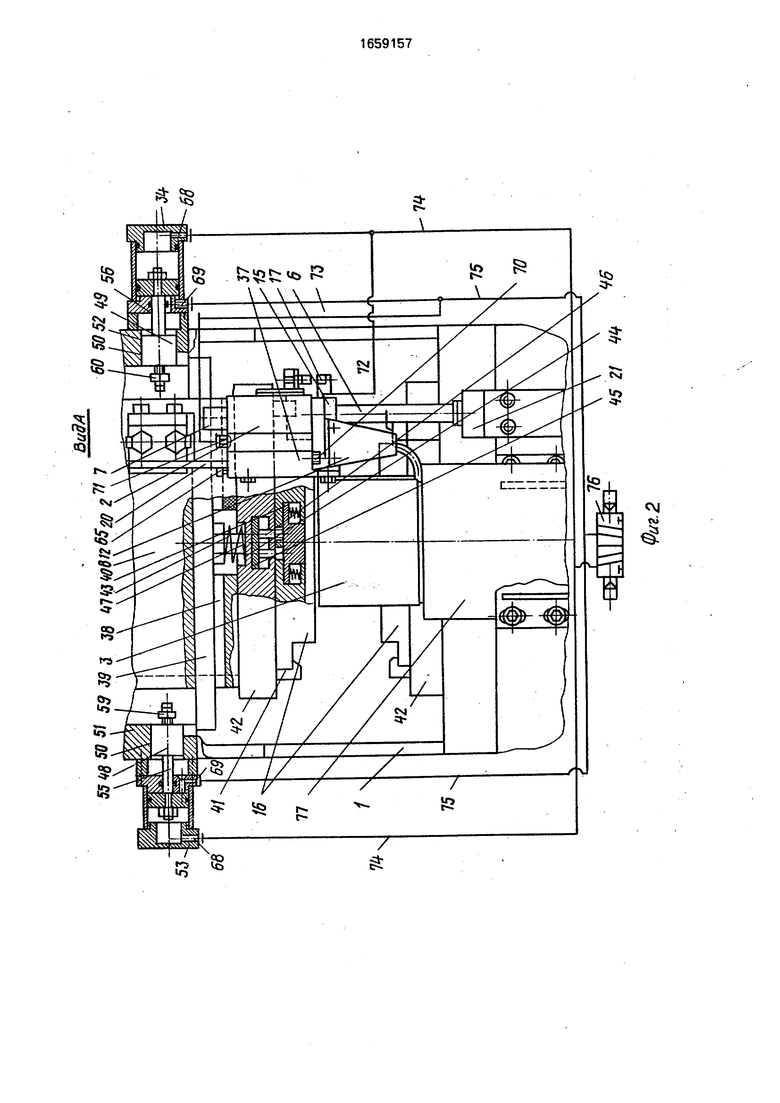
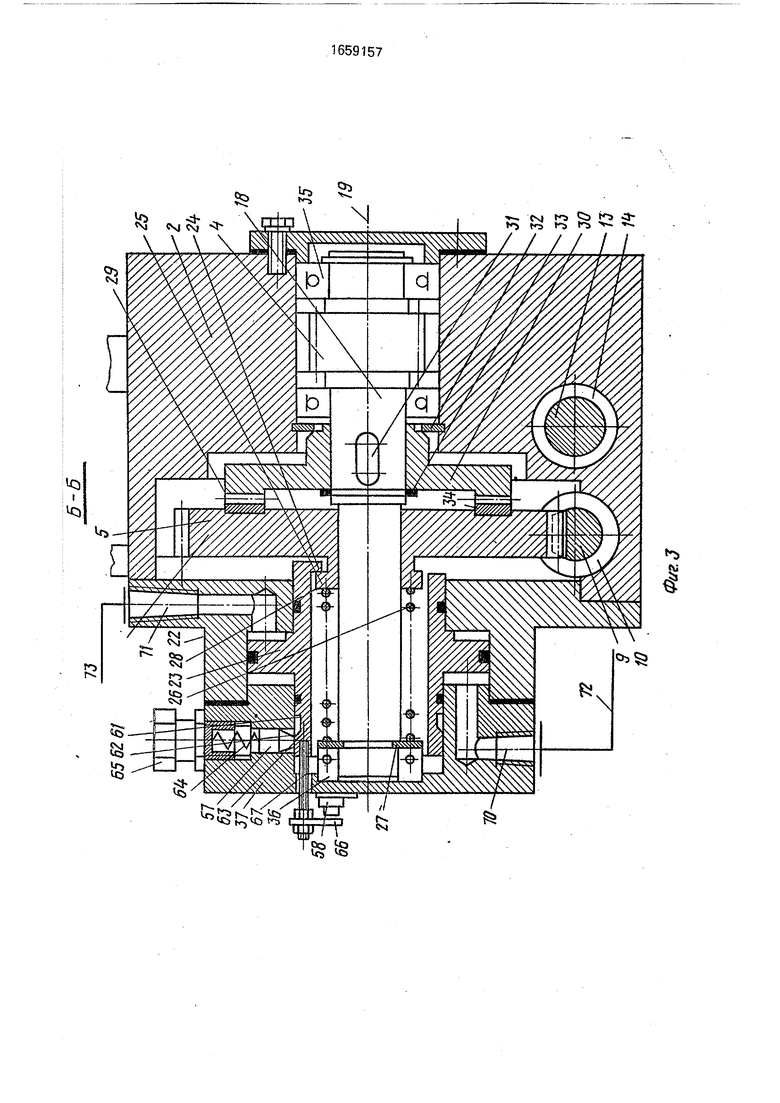
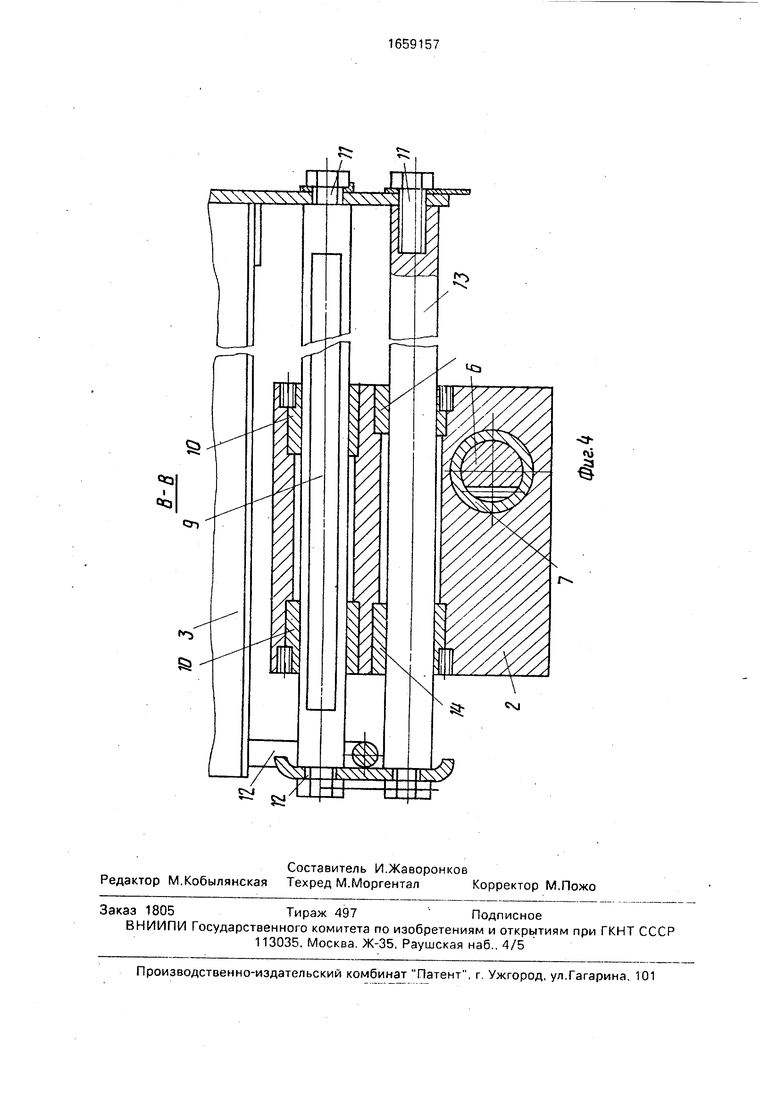
На фиг. 1 изображено устройство для удаления деталей из рабочей зоны пресса; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство для удаления деталей из рабочей зоны пресса 1 содержит корпус 2, систему зубчато-реечных передач, лоток 3 для приема и перемещения деталей. Система зубчато-реечных передач включает смонтированные в корпусе 2 ведущую 4 и ведомую 5 шестерни. Шестерня 4 сцеплена
с ведущей зубчатой рейкой 6, расположенной в направляющих 7 корпуса 2 вдоль направления перемещения ползуна 8, а шестерня 5 сцеплена своими зубьями с другой зубчатой рейкой 9, расположенной в направляющих 10 корпуса 2 перпендикулярно зубчатой рейке 6. Лоток 3 консольно закреплен на зубчатой рейке 9 при помощи винтов 11, кронштейна 12, а также наклонен под заданным углом (10 - 15°) к зубчатой рейке 9, этим обеспечивается соскальзывание детали с лотка 3 при изменении направления4 его перемещения. Для исключения пррворо- та рейки 9 под действием веса лотка 3 предусмотрена цилиндрическая скалка 13, смонтированная в направляющих 14 корпуса 2, параллельно зубчатой рейке 9. УстройО
ел ю
ел VI
ство также снабжено управляемым узлом сцепления ведущей и ведомой шестерен 4 и 5, оснащенным закрепленным на корпусе 2 датчиком 15, служащим для контроля крайнего положения зубчатой рейки 9, в котором лоток 3 находится за пределами штампа 16.
При этом на конце зубчатой рейки 9 закреплен флажок 17, взаимодействующий с датчиком 15. Ведомая шестерня 5 установлена на одном с ведущей шестерней 4 валу 18 с возможностью поворота и перемещения вдоль продольной оси 19 вала 18. Корпус 2 закреплен при помощи кронштейна 20 на ползуне 8, а зубчатая рейка 6, расположенная вдоль направления перемещения ползуна 8, закреплена при помощи кронштейна 21 на столе пресса 1. Управляемый узел сцепления выполнен в виде закрепленного на корпусе 2 соосно валу 18, несущему ведущую и ведомую шестерни 4 и 5, силового цилиндра 22 с полым поршем 23, соединенным с шестерней 5 при помощи выступов 24 и 25, выполненных соответственно на штоке поршня 23 и ведомой шестерне 5, пружины 26, установленной в полости поршня 23 между упором 27 и торцом 28 ведомой шестерни 5, а также зубчатой муфты 29, расположенной между ведущей и ведомой шестернями 4 и 5. Полумуфта 30 зубчатой муфты 29 жестко связана с валом 18 при помощи шпонки 31 и колец 32 и 33, а полумуфты 34 - с ведомой шестерней 5. Вал 18 установлен на подшипниках 35 и 36, при этом подшипник 35 смонтирован в отверстии корпуса 2, а подшипник 36 - в отверстии торцовой крышки 37 силового цилиндра 22.
В ползуне 8 выполнен поперечный проем 38,в котором установлена планка
39привода перемещения выталкивателя
40детали из верхней части пакета штампа 41, прикрепленного к ползуну 8 при помощи зажимного блока 42. Планка 39 смонтирована на стержне 43, пропущенном через отверстия 44 в плите зажимного блока 42. Стержень 43 на одном из концов снабжен упором 45 с толкателями 46, взаимодействующими с выталкивателем 40 и пружиной 47 для поджима упора 45 стержня 43 к плите зажимного блока 42.
Устройство оснащено также передвижными упорами 48 и 49, смонтированными с возможностью перемещения в направлении, перпендикулярном направлению перемещения ползуна 8 в направляющих прорезях 50 планок 51 и 52, закрепленных на станине, управляемыми силовыми цилиндрами 53 и 54, связанными своими штоками 55 и 56 с упорами 48 и 49, фиксатором 57, выполненным в виде стержня сдатчиком
58 контроля сцепления зубчатой муфты 29, и датчиками 59 и 60 контроля рабочего положения упоров 48 и 49.
Фиксатор 57 выполнен в виде стержня,
смонтированного в отверстии крышки 37 силового цилиндра 22 и западающего в положении расцепления зубчатой муфты 29 в кольцевую канавку 61 со скошенной поверхностью 62, выполненного на штоке 63 по0 лого поршня 23. Для регулировки усилия поджима фиксатора 57 предусмотрена пружина 64. установленная между фиксатором 57 и регулировочным винтом 65, ввинченным в резьбовое отверстие, выполненное в
5 крышке 37. Датчик 58 контроля сцепления муфты 29 закреплен на крышке 37, флажок 66 датчика 58 жестко связан стержнем 67 с полым поршнем 23, а датчики 59 и 60 контроля рабочего положения упоров 48 и 49
0 смонтированы соответственно между ползуном 8 и указанными упорами. Для подвода рабочего тела в силовых цилиндрах 53 и 54 предусмотрены отверстия 68 и 69, а в силовом цилиндре 22 - отверстия 70 и 71.
5 Упомянутые силовые цилиндры 22, 53 и 54 подсоединены трубопроводами 72, 73, 74 и 75 к общему распределителю 76 системы подачи рабочей среды (не показано), управляемому системой управления пресса (не
0 показано). Для перемещения отштампованных деталей в тару предусмотрен прикрепленный к столу пресса 1 склиз 77.
Устройство работает следующим образом
5 В исходном положении фиксатор 57 западает а кольцевую канавку 61 полого поршня 23, фиксируя последний в положении расцепления зубчатой муфты 29, упоры 48 и 49 находятся в крайнем положении, в кото0 ром они не взаимодействуют с планкой 39. При подаче в рабочую зону пресса пакета штампа 41, в котором деталь формируется в верхней части штампа, система управления подает команду на переключе5 ние распределителя 76 рабочей среды.
В результате этого рабочая среда подается от системы подачи рабочей среды к отверстиям 68 силовых цилиндров 53 и 54 и отверстию 70 силового цилиндра 22. За счет
0 фиксации полого поршня 23 фиксатором 57 заданным усилием путем регулировки жесткости пружины 64 регулировочным винтом 65 сначала приводятся во встречное перемещение силовыми цилиндрами 53 и 54 упо5 ры 48 и 49. В конце хода упоры 48 и 49 входят в зону чувствительности датчиков 59 и 60, которые подают сигнал о нахождении упоров 48 и 49 в рабочем положении в систему управления. В результате остановки поршней силовых цилиндров 53 и 54 происходит резкое увеличение давления рабочего тела.в полости цилиндра 22 со стороны отверстия 70. Под действием возросшего давления в указанной полости полый поршень 23,преодолевая заданное усилие поджима фиксатором 57, приводится в движение, а фиксатор 57, сжимая пружину 64, выходит из кольцевой канавки 61. Под действием предварительно сжатой пружины 26 происходит сцепление зубьев полумуфт 30 и 34 и одновременно с перемещением полого поршня 23 происходит перемещение флажка 66. При сцеплении зубьев полумуфт 30 и 34 флажок 66 входит в зону чувствительности датчика 58, который подает сигнал в систему управления. На основании сигналов от датчика 58, контролирующего сцепление муфты 29 и датчиков 59 и 60, контролирующих рабочее положение упоров 48 и 49, происходит включение пресса 1.
При включении пресса 1 ползун 8 с закрепленным корпусом 2 совершает возвратно-поступательные перемещения. Ведущая шестерня 4, взаимодействуя с неподвижной зубчатой рейкой 6, приводится в возвратно- вращательное движение, которое, в свою очередь, передается ведомой шестерне 5. Ведомая шестерня 5, взаимодействуя с зубчатой рейкой 9, сообщает последней возвратно-поступательное перемещение. В результате лоток 3 для приема деталей при холостом ходе ползуна 8 заходит в меж- штамповое пространство. Планка 39, перемещая ползун 8, взаимодействует с упорами 48 и 49 и при дальнейшем перемещении ползуна 8 приводит в движение стержень 43 и толкатели 46, которые приводят в движение выталкиватель 40. Вытолкнутая выталкивателем 40 из верхней части штампа 16 деталь попадает на лоток 3. При ходе ползуна 8 вниз в результате изменения направления вращения ведущей шестерни 4 лоток 3, несущий отштампованную деталь, выводится из межштампового пространства. При изменении направления перемещения лотка 3 в сторону штампа 16 находящаяся на нем деталь соскальзывает по склизу 77 в тару. При ходе ползуна 8 пресса 1 вниз планка 39 столкателями46 под действием пружины 47 возвращается в исходное положение.
Цикл удаления деталей из рабочей зоны пресса 1 повторяется. После удаления заданного количества деталей из рабочей зоны пресса 1 по сигналам от счетчика ходов ползуна 8 (не показан) и датчика 15 система управления подает команду на переключение распределителя 76, После переключения рапределителя происходит подача рабочей среды, например сжатого воздуха, в отверстие 69 силовых цилиндров 53 и 54,
а также з отверстие 71 силового цилиндра 22. Под давлением рабочей среды приводится в действие полый поршень 23, который, сжимая пружину 26, перемещается влево,
при этом за счет взаимодействия выступов 24 и 25 приводится з движение в том же направлении и аедомая шестерня 5. Происходит расцепление полумуфт 30 и 34, а значит и остановка лотка 3 за пределами
0 штампа 16, так как вал 18 в это время проворачивается относительно неподвижной ведомой шестерни 5. В конце хода полого поршня 23 фиксатор 57 вновь западает в кольцевую канавку 61. Одновременно с пе5 ремещением полого поршня 23 силового цилиндра 22 происходит перемещение поршней силовых цилиндров 53 и 54, которые возвращают упоры 48 и 49 в исходное положение, освобождая пространство для бес0 препятственкого прохождения совместное ползуном 8 планки 39, что необходимо при установке в рабочей зоне пресса 1 штампов 16 для получения деталей штамповкой на- провал.
5
Таким образом, при получении деталей штамповкой напревал система управления не подает команды на приведение в действие силовых цилиндров 22,53 и 54. В резуль0 тате лоток 3 не входит в межштамповое пространство и выталкивания деталей на лоток 3 не происходит.
При регулировке закрытой высоты пресса 1 корпус 2 перемещается совместно с
5 ползуном 8, что обеспечивает перемещение в вертикальной плоскости и лотка 3, а значит, автоматическую корректировку положения лотка 3 в вертикальной плоскости в соответствии с изменением закрытой высо0 ты пресса 1. Лоток 3 остается в крайнем положении за счет расцепления ведущей и ведомой шестерен 4 и 5.
Таким образом, предлагаемое техническое решение за счет выталкивания деталей
5 на лоток обеспечивает повышение надежности удаления деталей из рабочей зоны пресса, устраняет поломки пресса. Устройство для удаления деталей из-за закливания деталей в верхней части пакета штампа
0 обеспечивает использование в прессе пакетов штампов, в которых удаление деталей производится напревал, что расширяет номенклатуру получаемых деталей, исключает самопроизвольное включение уст5 ройства при непредвиденных отключениях подачи рабочей среды в силовой цилиндр в положении расцепления полумуфт за счет фиксации полого поршня в одном из крайних положений, что повышает безопасность работы на прессе.
Формула изобретения
Устройство для удаления деталей из рабочей зоны пресса, имеющее станину и ползун, несущий выталкиватель, содержащее корпус, закрепленный на ползуне, и несущий силовой-цилиндр, связанный с ситемой подачи рабочей среды, вал, установленный горизонтально в корпусе, ведумую шестерню, установленную на валу с возможностью перемещения вдоль него и взаимодействия со штоком, зубчатую муфту, одна часть которой закреплена на ведомой шестерне, а другая ее часть закреплена на валу, ведущую шестерню, жестко установленную на валу, зубчатую рейку, закрепленную неподвижно на станине вертикально с возможностью взаимодействия с ведущей шестерней, ведомую зубчатую рейку, смонтированную по- движно в корпусе горизонтально с возможностью взаимодействия с ведомой
шестерней, и лоток для приема и перемещения деталей, закрепленный на ведомой зубчатой рейке наклонно, отличающееся тем, что, с целью повышения надежности работы, оно снабжено по меньшей мере одним упором, смонтированным на станине с возможностью перемещения в горизонтальном направлении И взаимодействия с выталкивателем, одним дополнительным силовым цилиндром, связанным с упором и с системой подачи рабочей среды, двумя датчиками, один из которых установлен на силовом цилиндре с возможностью взаимодействия с упором, а другой датчик установлен на силовом цилиндре с возможностью взаимодействия со штоком и фиксатором, выполненным в виде стержня, смонтированного в силовом цилиндре с возможностью перемещения перпендикулярно к валу и подпружиненного к нему пружиной с регулируемым усилием поджатия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для удаления деталей из рабочей зоны пресса | 1986 |
|
SU1449207A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для перемещения деталей от пресса | 1986 |
|
SU1388161A1 |
| Установка для многономенклатурной штамповки полосового материала | 1989 |
|
SU1745396A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1986 |
|
SU1411082A1 |
| Способ автоматизированного монтажа сменного пакета штампа в прессе и устройство для его осуществления | 1986 |
|
SU1423232A1 |
| Штамп-автомат | 1984 |
|
SU1214304A1 |
Изобрение относится к обработке металлов давлением и может быть использовано для удаления деталей из рабочей зоны пресса. Цель изобретения - повышение надежности в работе. Устройство содержит закрепленный на ползуне пресса корпус, несущий вал. На валу жестко закреплена ведущая шестерня и свободно установлена ведомая шестерня, связанная со штоком си- лового цилиндра, закрепленного на корпусе. На валу укреплена зубчатая полумуфта, входящая в зецепление с другой зубчатой полумуфтой, закрепленной на ведомой шестерне. На станине пресса закреплена зубчатая рейка, входящая в зацепление с ведущей шестерней. В корпусе горизонтально установлена зубчатая рейка, взаимодействующая с ведомой шестерней и несущая лоток для приема и перемещения деталей. На станине имеются упоры, взаимодействующие с выталкивателем, установ- - ленным на ползуне, и датчиками. Упдры приводятся в движение от силовых цилиндров. На корпусе закреплен другой датчик с возможностью взаимодействия-со штоком силового цилиндра, а также фиксатор, подпружиненный пружиной с регулируемым усилием к штоку силового цилиндра, закрепленного на корпусе. 4 ил.
52 Я
5Ь
39
Фиг.1
9Ь
ЪЬ И 9Ь
r- in
OJ Ю
o
ос , /7 / &г$№ 09
-ЕЕЩ
V&ng
L и.2 ег f л /i ш
656261
ILL
rrx.-ff.
й
25
ФигЗ
| Устройство для удаления деталей из рабочей зоны пресса | 1986 |
|
SU1449207A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
