t
Изобретение относится к кузнечнопрессовому оборудованию.
По основному авт.св. ( 294411 известен гидровинтовой пресс-молот с двухсторонним ударом по заготовке, содержащий станину с установленными в ней маховиками с центральными резбовыми отверстиями, образующими с жестко связанньлми с ползунами 1идровинтовыми цилиндрами винтовые пары.
Известный пресс-молот не обеспечивает требуемой точности синхронизации перемещения ползунов вследствие значительных осевых зазоров в винтовых парах, обусловленных большими углами наклона витков резьбы, что понижает точность штамповок,
С целью повышения точности размеров штампуемых заготовок винтовые пары (маховик с гайкой - рабочий цилиндр) выполнены с разнонаправленными резьбами, а маховики соединены между собой зубчатой передачей,
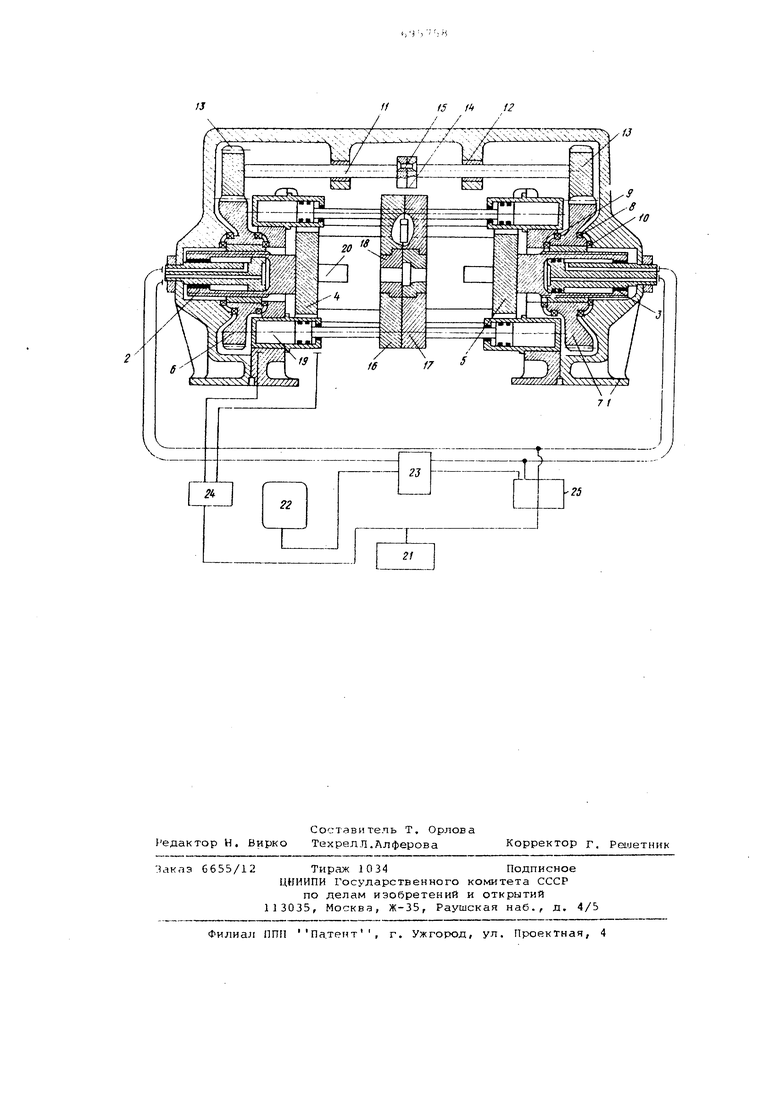
На чертеже изображен гидровинтовой пресс-молот, общий вид,
Гидрювинтовой пресс-молот включает в себя станину 1, гидровинтовы цилиндры 2 и 3, которые жестко связаны с ползунами 4 и 5, На станине
2
концентрично цилиндрам 2 и 3 установлены махови си 6 и 7 с центральнь(ми резьбовыми отверстиями, образующие J цилиндрами винтовые пары и служащие для накопления кинетической энергии. Маховики установлены на станине на радиальных подшипниках скольжения В и имеют с одной стороны упорный подшипник 9, ас другОй - плоский кольцевой подпятник скольжения 10,
Вал-синхронизатор 11 установлен на станине в опорах 12 таким образом, что его ось параллельна оси
5 гидровинтовых цилиндров. На обоих концах вала .11 закреплены шестерни 13, которые входят в зацепление с маховиками 6 и 7, Вал 11 состоит из двух частей, соединенных при помощи
0 муфты 14, имеющей предохранительный элемент - срезающийся штифт 15,
В средней части станины на направляющих установлены подвижные инструментальные плиты 16 и 17, к
5 которым крепится разъемный штамп 18, Перемещение плит 16 и 17 производится четырьмя гидроцилиндрами 19, установленными в станине. Подвижный инструмент - пуансоны 20 закреплен
0 на ползунах.
Гидравлический привод пресс-молота включает в себя насосную станцию 21, аккумулятор 22, клапан 23 и реверсивные золотники 24 и 25. Наличие вала 11 требует, чтобы оба маховика 6 и 7 вращались в одну сторону относительно вала. С этой целью винтовые пэры (маховик-цилиндр) выполняются с разнонаправленными резьбами.
Работа пресс-молота осуществляется следующим образом.
Перед ударом гидровинтовые цилиндFtJ 2 и 3 вместе с ползунами 4 и 5 нахЬдятся в исходном положении, при этом штоковые полости цилиндров 2 и 3; соединены через золотник 25 с насрсом 21, а-поршневые - со сливом, инструментальные плиты 16 и 17 сомкнуты в средней части станины. Штоковые полости гидроцилиндров 19 через золотник 24 соединены с насосом 21, а поршневые - со сливом. Усилие гидроцилиндров 19 обеспечивает прижим разъемного штампа 18 и плоскости разъема.
Перед началом рабочего цикла в штамп 18 вставляется заготовка(предв;арительно нагретая или в холодном состоянии). Поршневые полости цилиндров 2 и 3 через клапан 23 соединяются с аккумулятором 22, а штоковые через золотник 25 - со сливом. Поступательное перемещение цилиндров 2 и 3 преобразуется через ходовую несамотомозящую резьбу во вращательное движение маховиков 6 и 7. В конце хода пуансоны 20 производят деформирование заготовки. В процессе деформирования усилие от маховиков передается через подпятники 10 на станину. На пути ход разгона маховики б и 7 через зубчатые зацепления вращают вал 11. Так как маховики 6 и 7 через ходовую резьбу соединяются с цилиндрами 2 и 3, то наличие связи между маховиками приводит к синхронному перемещению цилиндров 2 и 3 и жестко связанных с ними ползунов 4 и 5.
Синхронизация продолжает действовать и в момент деформирования поковки. Если сопротивление деформированию на левом и правом пуаис.-онах 20 будет различно, возникает скручивающий момент на ралу. Таким образом, через вал 11 происходит перераспределение энергии деформирования между 5 пуансонами ползунов 4 и 5. В аварийных случаях, если крутящий момент на валу возрастает настолько, что становится опасным для вала и других элементов машины, то происходит срез
штифта 15 в муфте 14. Вал 11 разъединяется на две части, что приводит к нарушению связи-между маховиками и дает возможность свободного перемещения каждого из ползунов отдельно.
j После удара клапан 23 закрывается, а поршневые полости цилиндров 2 и 3 соединяются через золотник 25 со сливом. Штоковые полости этих цилиндров через золотник 25 соединяются с насосом 2.1 , происходит отвод ползунов 4 и 5 в исходное положение. Затем через золотник 24 соединяются с насосом 21 поршневые полости гидроцилиндров 19, а штоковые - со сливом. При этом плиты 16 и 17 размыкаются и QT5 водятся одна от другой. При дальнейшем движении плит происходит выталкивание отштампованной поковки. После выталкивания плиты 16 и 17 вновь смыкаются в средней части станины,
0 и цикл штамповки заготовки повторяется .
Использование данного пресс-молота позволит повысить качество и точность штампуеглых заготовок, уменьшить
5 вес и габариты машины, а также повысить ее КПД.
Формула изобретения
Гидровинтовой пресс-молот с двухсторонним ударом по заготовке по авт, св. № 294411, о тл и ч аюши и с я тем, что, с целью повышения точг ности размеров штампуемых заготовок, винтовые пары (маховик с Гдйкой - рабочий цилиндр) выполнены с разнонаправленными резьбами, а маховики соединены между собой зубчатой передачей ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидровинтовой пресс-молот | 1980 |
|
SU1022774A2 |
| ГИДРОВИНТОВОЙ ПРЕСС-МОЛОТ | 1971 |
|
SU294411A1 |
| Гидровинтовой прессо-молот | 1976 |
|
SU701836A2 |
| Гидровинтовой пресс-молот | 1975 |
|
SU587015A1 |
| ГИДРОВИНТОВОЙ БЕСПОЛЗУННЫЙ ПРЕСС-МОЛОТ ДЛЯ ВИНТОВОЙ ШТАМПОВКИ | 2006 |
|
RU2343074C2 |
| Пресс для штамповки блисков | 2021 |
|
RU2769500C1 |
| Винтовой пресс-молот | 1972 |
|
SU574262A1 |
| Гидровинтовой пресс-молот | 1978 |
|
SU721338A1 |
| Пресс для штамповки моноколес | 2020 |
|
RU2746200C1 |
| КОЛЕННО-РЫЧАЖНЫЙ ПРЕСС С ГИДРАВЛИЧЕСКИМ ПРИВОДОМ | 2010 |
|
RU2425730C1 |