3
зультате этого на оба входа блока 7 поступает существенно различное число импульсов от обоих иьезопреобразователей 5 и 6 и выдается сигнал «Непровар.
Формула изобретения
Способ контроля качества оварного соединения, заключающийся в приеме сигналов акустической 3:миссии, рождаемых исследуемым швом, подсчете количества импульсов и их интенсивности, по которым судят о Ka4eiCTве сварного шва, отличающийся тем, что.
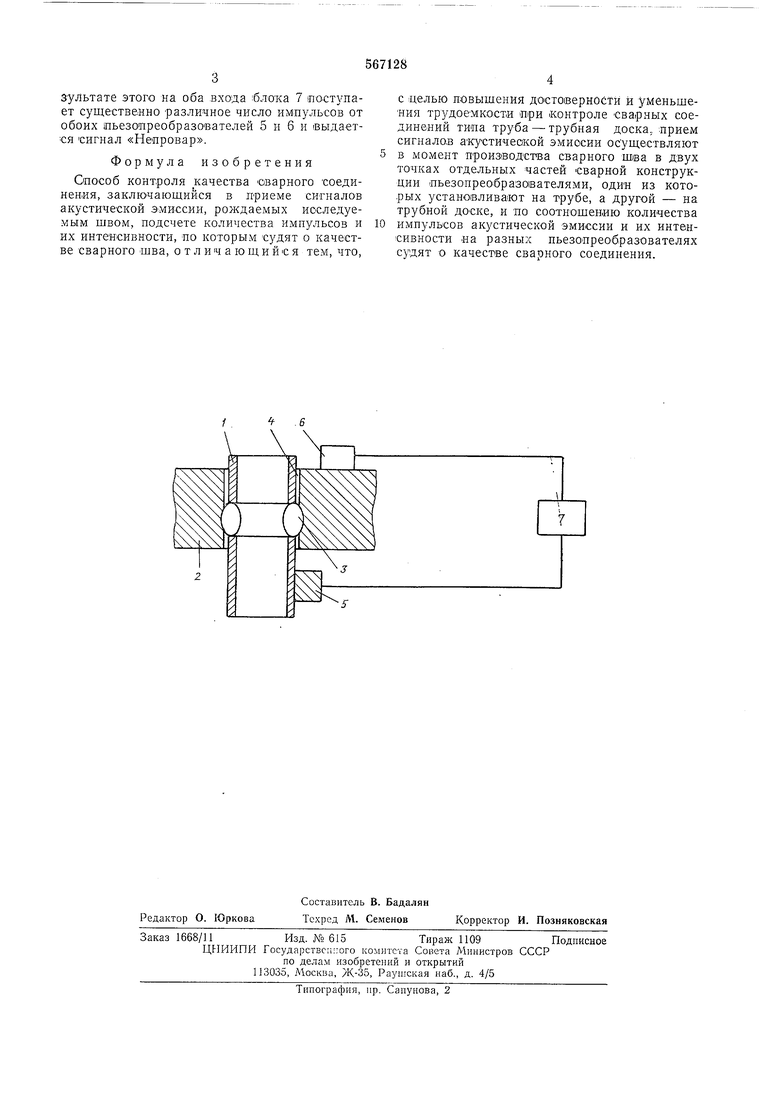
с целью повышения досто1верностй и уменьшения труд о еМ кости при контроле сварных соединений типа труба - трубная доска, лрием сигналов акустической эмиссии осуществляют в момент производства сварного шеа в двух точках отдельных частей сварной конструкции пьезопреобразо1вателями, один из которых устанавливают на трубе, а другой - на трубной доске, и по соотношению количества импульсов акустической эмиссии и их интенсивности «а разных пьезопреобразователях судят о качестве сварного соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества сварного шва | 1977 |
|
SU785743A1 |
| СПОСОБ ОБНАРУЖЕНИЯ НЕПРОВАРА | 2001 |
|
RU2212030C2 |
| Способ контроля качества материалов | 1980 |
|
SU970209A1 |
| Способ контроля качества многослойных изделий и устройство для его осуществления | 1980 |
|
SU932392A1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| СПОСОБ ПРЕДОТВРАЩЕНИЯ РАЗРУШЕНИЯ ТРУБОПРОВОДОВ | 1998 |
|
RU2138725C1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| Способ контроля качества сварных соединений | 1987 |
|
SU1422138A1 |
| Способ контроля качества сварных соединений | 1987 |
|
SU1583832A1 |
| АКУСТИЧЕСКОЕ УСТРОЙСТВО ОБНАРУЖЕНИЯ И ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ | 2014 |
|
RU2582154C2 |
.6
f
