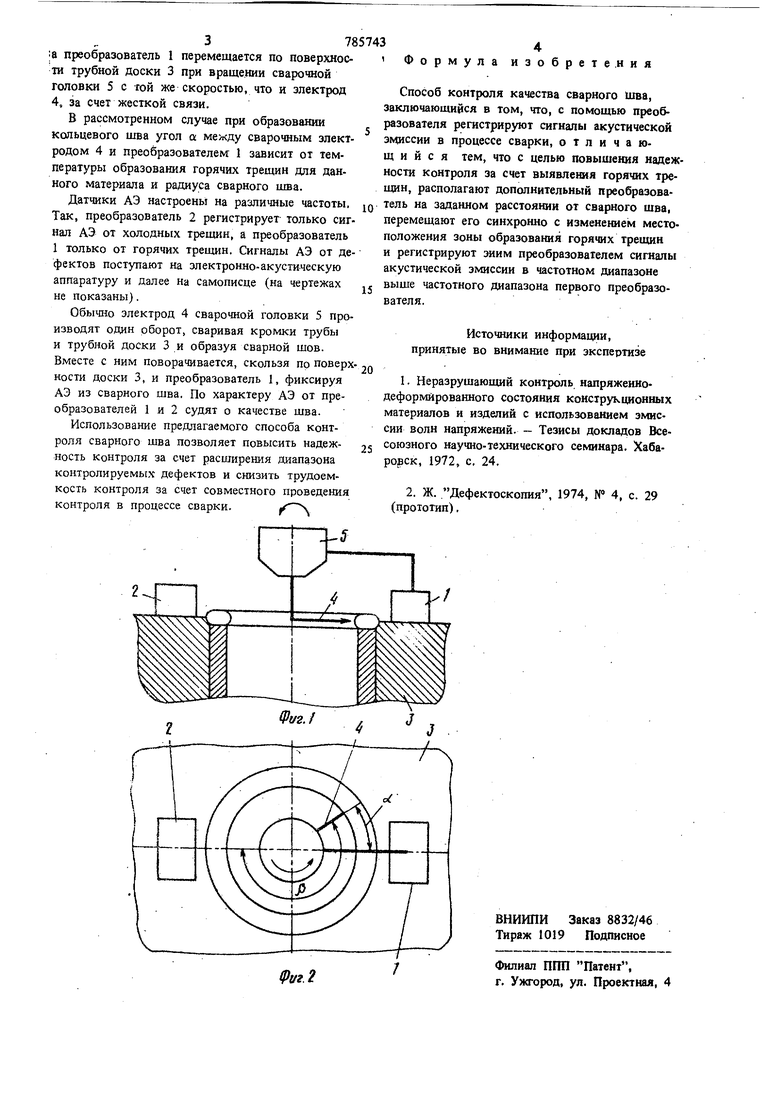
Изобретение относится к области неразрушающего контроля и может быть использовано для контроля сварных швов различных соединений в процессе сварки. Известен способ контроля качества сварного шва соединения труб малого диаметра с трубными досками, заключающийся в том, что производят нагружение сварного соединения путем подачи жидкой среды под давлением в зазор между трубой и трубной доской 1. Это приводит к деформации стенки трубы, к страгаванию трещин или их зарождению, в результате чего возиикает акустическая эмиссия, сигналы которой регистрируют и по ним судят о контролируемом параметре. Недостаток этого способа заключается в боль шой труйоемкости его проведения вследствие невозможности совмещения проведения контроля с процессом сварки. Наиболее близким техническим решением к изобретению является способ контроля качества сварного шва, заключающийся в том, что с помощью преобразователя регистрируют сигналы акустической эмиссии в процессе сварки 2. Недостатком такого способа является низкая надежность из-за невозможности контроля дефектов различных типов вследствие наложения сигналов АЭ от горячих и холодных трещин и невозможность учесть затухание АЭ с расстоянием. Цель изобретения - повышение надежности контроля за счет выявления горячих трещин. Для этого располагают дополнительный преобразователь на заданном расстоянии от сварного шва, перемещают его синхронно с изменением местоположения зоны образования горячих трещин и регистрируют этим преобразователем сигналы акустической эмиссии в частотном диапазоне выше частотного диапазона первого преобразователя. Фиг. 1 и 2 иллюстрируют предлагаемый способ. Способ осуществляется следующим образом. Преобразователи акустической эмиссии 1 и 2 располагаются на поверхности трубной доски 3 на определенном расстоянии друг от друга и от сварочного электрода 3, связанного со сварочной головкой 5. Преобразователь 2 неподвижен,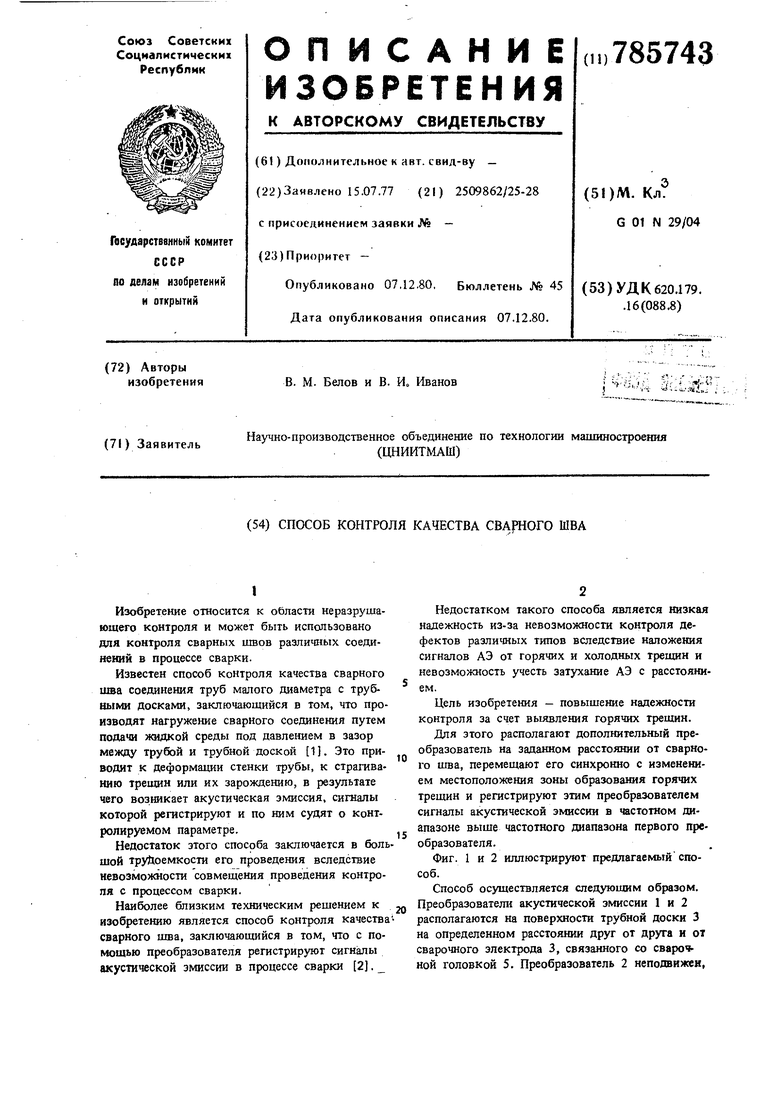
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБНАРУЖЕНИЯ НЕПРОВАРА | 2001 |
|
RU2212030C2 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698508C1 |
| СПОСОБ КОМПЛЕКСНОГО КОНТРОЛЯ КАЧЕСТВА СВАРНОГО ШВА РЕЛЬСОВОГО СТЫКА | 2018 |
|
RU2698510C1 |
| Способ определения координат дефектов в сварных соединениях по сигналам акустической эмиссии | 1987 |
|
SU1446554A1 |
| Устройство обнаружения дефектов в сварных швах в процессе сварки | 2019 |
|
RU2727065C1 |
| СПОСОБ ХОЛОДНОЙ СВАРКИ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1989 |
|
SU1727293A1 |
| УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ ШВАХ В ПРОЦЕССЕ СВАРКИ | 2014 |
|
RU2572662C2 |
| Акустико-эмиссионный способ неразрушающего контроля дефектов сварных швов | 1985 |
|
SU1427289A1 |
| Способ определения качества сварных швов изделий | 1989 |
|
SU1670588A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА ПРОЦЕССА ИНДУКЦИОННОЙ СВАРКИ | 1998 |
|
RU2139531C1 |
