Изобретение относится к неразрушающим методам контроля качества изделия, а именно, к методам контроля . качества сварных многослойных труб, и может найти применение в трубном производстве для контроля качества многослойных труб.
Известен рентгенот.елевизионный способ контроля многослойных труб, заключающийся в том, что генерируют
рентгеновое излучение, фокусирует его, направляют на контролируемый объект, принимают прошедшее через контролируеглый объект излучение, по интенсивности которого судят о дефектности изделия l.
Известно устройство для его осуществления, содержащее источник рентгеновского излучения с фокусирующей ускоряющей системой, датчик приема прошедшего через изделие рентгеновского излучения, подключенный ко входу регистрирующей аппаратуры l.
Недостатком известного способа является малая достоверность контроля, поскольку затруднено обнаружение дефектов с мал4лм раскрытием, ориентированных перпендикулярно оси пучка рентгеновского излучения.
Наиболее близким по технической сущности к предлагаемому являетчзя способ контроля качества многослойных изделий, зак.гаочающийся в том, что контролируемое изделие нагружают внутренним гидростатическим давлением, выдерживают это давление в заданный интервал времени постоянным, регистрируют сигна.пы акустической
10 эмиссии на внешней поверхности изделия и учитывают параметры этих сигналов при определении качества изделие f2}.
Наиболее близким к предлагаемому
15 является устройство контроля качества многослойных изделий, содержащее гидросистему, заглушки, герметизирующие контролируемое изделие, пойый наполнитель, жестко соединен20ный с одной из заглушек и расположенный внутри контролируемого изделия, полость которого соединейа с гидросистемой, преобразователь сигналов акустической эмиссии с узлом
25 крепления преобразователя к внвиней поверхности изделия, блоки усиления и обработки сигналов акустической эмиссии по параметрам С.
Недостатком устройства является
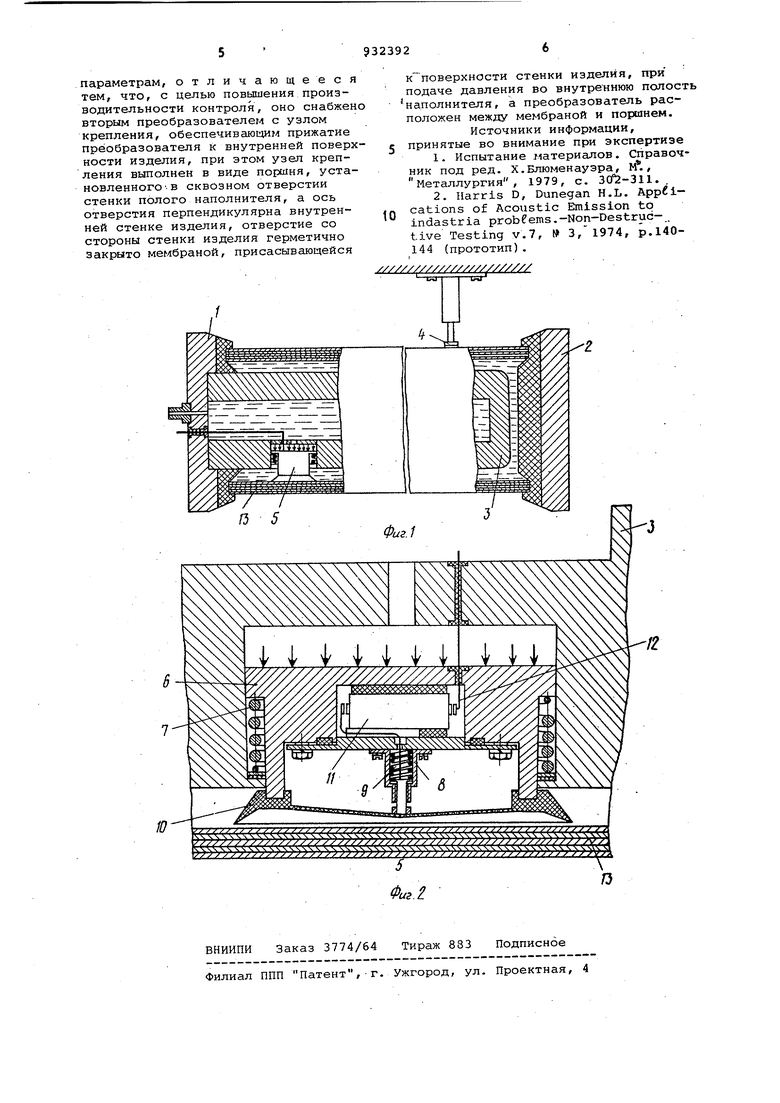
30 то, что при контроле многослойных изделий акустические колебания межд слоями практически не передаются. Вследствие этого рост дефекта во внутренних слоях изделия и обусловленный этим сигнал акустической эми сии не воспринимается приемным преобраэрвателем, установленным во внеш ней поверхности изделия. Цель -изобретения - повышение дос товерности контроля и повышение прои водительности контроля. Указанная цель достигается тем, что регистрируют сигналы акустической эмиссии дополнительно на внутренней поверхности изделия, сра нивают параметры сигналов акустической эмиссии, зарегистрированных на внешней и внутренней поверхностях изделия, и по их отношению судят о качестве изделия. Устройство снабжено вторым преобразователем с узлом крепления, обеспечивающим прижатие преобразова теля к внутренней поверхности изделия, при этом узел крепления выполне в виде поршня, установленного в скво ном отверстии стенки полого наполни теля, а ось отверстия перпендикуляр на внутренней стенке изделия, отвер стие со стороны стенки изделия герметично закрыто мембраной, присасывающейся к поверхности стенки издали я. при подаче давления во внутреннюю полость наполнителя, а преобразователь расположен между мембраной и порлнем. На фиг.1 представлено устройство реализующее способ; на фиг.2 - узел крепления, обеспечивающий прижатие преобразователя к изделию. Устройство содержит гидросистему (не показана), заглушку 1 и заглушку 2, полый наполнитель 3, жестко соединенный с заглушкой 1, при этом полость наполнителя соединена с гидросистемой, преобразователь 4 сигналов акустической эглиссии, установленный на внешней поверхности изделия, преобразователь 5 с узлом крепления, обеспечивающим прижатие преобразователя 5 к внутренней поверхности изделия. Узел крепления содержит цилиндрический поршень 6, размещенный в отверстии стенки полого наполнителя 3 между поршнем б и полым наполнителем 3 установлена возвратная пружина 7. Преобразователь 5 установлен в гильзе 8 с помощью пружины 9. Резиновая мембрана 10 приклеена к торцовой поверхности поршня б. В полости поршня б размещен предварительный усилитель И,-соединенный &лектрическим кабеле 12 с измерительной аппаратурой. Способ осуществляется следующим образом.. Во внутренней полости контролируемого изделия 13 размещают полый наполнитель 3, заглушкой 1 -и заглушкой 2 герметизируют внутреннюю полость контролируемого изделия 13. С помощью гйдросист.емы внутрь полого наполнителя 3 подают воду и создают гидростатическое давление внутри полого наполнителя 3. Под действием гидростатического давления поршень б прижимает преобразователь 5 к внутренней поверхности контролируемого изделия 13, при этом происходит присасывание мембраны 10 к .внутренней поверхности контролируемого изделия 13. Затем создают гидростатигческое давление во внутренней полости контролируемого изделия 13 и регистрируют сигналы акустической э тссии от преобразователя 4 и преобразователя 5, сравнивают эти сигналы, и по- их отношению судят о качестве изделия. Снимают гидростатическое давление о внутренней полости контролируемого изделия 13, затем внутри полого наполнителя. 3. Таким образом, предлагаемый способ и устройство его осуществления позволяют повысить достоверность и продолжительность контроля. Формула изобретения 1.Способ контроля качества многослойных изделий, заключающийся в том, что контролируемое изделие нагружают внутренним гидростч1тическим давлением, выдерживают это давление в. заданный интервал времени постоянным, регистрируют сигналы акустической э Аиссии на внешней поверхности изделия и учитывают дараметры этих сигналов при опред ении качества изделия, отличающийс я тем, что, с целью повышения достоверности контроля, регистрируют сигналы акустической эмиссии дополнит.ельно на внутренней поверхности изделия, сравнивают параметры сигналов акустической, эглиссии, зарегистрированных на внешней и внутренней поверхности изделия, и по их отношению судят о качестве изделия. 2.Устройство, для осуществления способа по П.1, содержсццее гидросистему, заглушки, герметизирующие контролируемое изделие, полый наполнитель, жестко соединенный с одной из заглушек и расположенный внутри контролируемого изделия, полость которого соединена с гидросистемой, преобразователь сигналов акустической эмиссии с узлом крепления преобразователя к внешней поверхности изделия, блоки усиления и обработки сигналов акустической по
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ акустоэмиссионного контроля стенки трубопровода и устройство для его осуществления | 1990 |
|
SU1777072A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЛУБИНЫ ЛОКАЛЬНОЙ (МЕСТНОЙ) КОРРОЗИИ И СЛЕЖЕНИЯ ЗА ЕЕ РАЗВИТИЕМ | 2007 |
|
RU2379675C2 |
| Способ акустико-эмиссионного контроля изделий сложнопрофилированной формы | 1985 |
|
SU1280527A1 |
| Способ контроля изделий | 1983 |
|
SU1151852A1 |
| Способ акустико-эмиссионного контроля изделий | 1987 |
|
SU1420522A1 |
| СПОСОБ РЕГИСТРАЦИИ СИГНАЛОВ АКУСТИЧЕСКОЙ ЭМИССИИ В МЕТАЛЛАХ | 2008 |
|
RU2372615C1 |
| Способ обнаружения усталостных поверхностных трещин в электропроводящем изделии | 2016 |
|
RU2638395C1 |
| Способ обнаружения и локализации дефектов в изделиях и устройство для его осуществления | 1981 |
|
SU1210092A1 |
| Способ низкотемпературного локального нагружения нефтегазопровода при акустико-эмиссионном методе неразрушающего контроля | 2018 |
|
RU2715077C2 |
| Способ контроля герметичности изделий | 1989 |
|
SU1791740A1 |
