ки до полного окисления внутренних нагретых поверхностей.
Затем нагревают рабочие части, производят формирование стружечных канавок, сваривают перемычку, отжигают, завивают по спирали, термообрабатывают рабочие части, разрезают на сверла, выполняют дальнейшую термическую обработку хвостовика и механическую обработку.
Для увеличения площади, окисляемой при нагреве под сварку, хвостовики инструмента делают с глухими отверстиями.
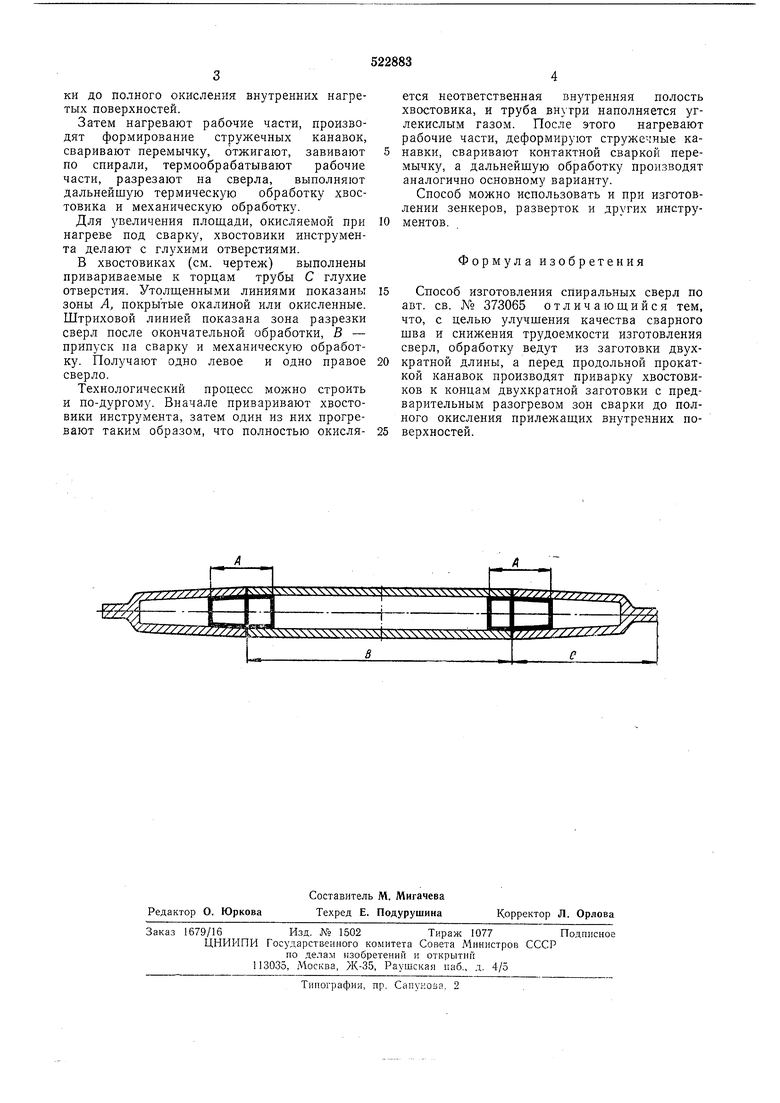
В хвостовиках (см. чертеж) выполнены привариваемые к торцам трубы С глухие отверстия. Утолщенными линиями показаны зоны А, покрытые окалиной или окисленные. Штриховой линией показана зона разрезки сверл после окончательной обработки, В - припуск па сварку и механическую обработку. Получают одно левое и одно правое сверло.
Технологический процесс можно строить и по-дургому. Вначале приваривают хвостовики инструмента, затем один из них прогревают таким образом, что полностью окисляется неответственная внутренняя полость хвостовика, и труба внутри наполняется углекислым газом. После этого нагревают рабочие части, деформируют стружечные канавки, сваривают контактной сваркой перемычку, а дальнейшую обработку производят аналогично основному варианту.
Способ можно использовать и при изготовлении зенкеров, разверток и других инструментов.
Формула изобретения
Способ изготовления спиральных сверл по авт. св. 373065 отличающийся тем, что, с целью улучшения качества сварного шва и снижения трудоемкости изготовления сверл, обработку ведут из заготовки двухкратной длины, а перед продольной прокаткой канавок производят приварку хвостовиков к концам двухкратной заготовки с предварительным разогревом зон сварки до полного окисления прилежащих внутренних поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральных сверл | 1976 |
|
SU580046A1 |
| Способ изготовления режущего инструмента | 1976 |
|
SU624690A1 |
| Способ изготовления спиральных сверл | 1975 |
|
SU521054A2 |
| Способ изготовления спиральных сверл | 1976 |
|
SU571338A2 |
| Спиральное сверло с внутренними каналами | 1974 |
|
SU567560A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНЫХ СВЕРЛ | 1973 |
|
SU373065A1 |
| Способ изготовления спиральных сверл | 1975 |
|
SU615991A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО РЕЖУЩЕГО ИНСТРУМЕНТА | 1990 |
|
SU1804027A1 |
| Способ изготовления режущих инструментов | 1981 |
|
SU1009601A2 |
| СВЕРЛИЛЬНЫЙ ИНСТРУМЕНТ, В ЧАСТНОСТИ СВЕРЛО | 1996 |
|
RU2268110C2 |
