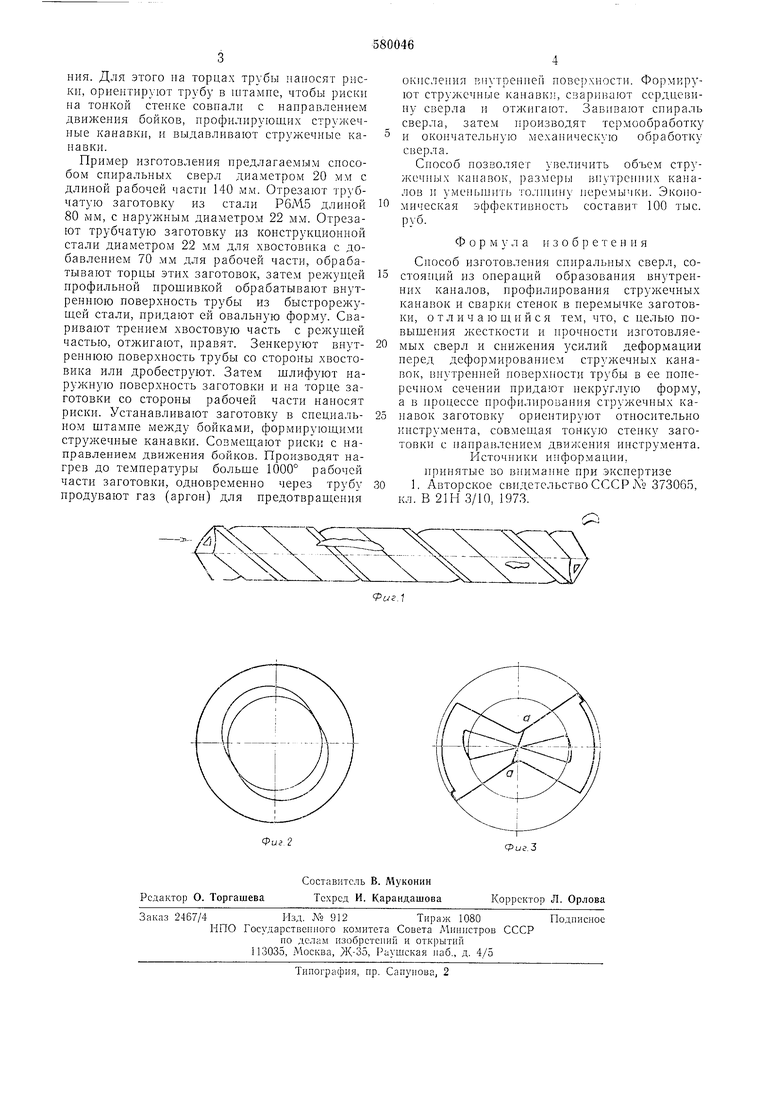
ния. Для этого па торцах трубы наносят риски, ориентируют трубу в штампе, чтобы риски на тонкой стенке совналп с направлепием движепия бойков, профилирующих стружечные канавки, и выдавливают стружечные канавки.
Пример изготовления предлагаемым способом спиральных сверл диаметром 20 мм с длиной рабочей части 140 мм. Отрезают трубчатую заготовку из стали Р6М5 длиной 80 мм, с наружным диаметром 22 мм. Отрезают трубчатую заготовку из конструкционной стали диаметром 22 мм для хвостовика е добавлением 70 мм для рабочей части, обрабатывают торцы этих заготовок, затем режущей профильиой прощивкой обрабатывают внутреннюю поверхность трубы из быстрорежущей стали, придают ей овальную форму. Сваривают трением хвостовую часть с рсжуп1ей частью, отжигают, правят. Зенкеруют внутреннюю поверхность трубы со стороны хвостовика или дробеструют. Затем шлифуют наружную поверхность заготовки и на торце заготовки со стороны рабочей части наносят риски. Устанавливают заготовку в спецпальном штампе между бойками, формирующими стружечные канавки. Совмещают риски с направлением движения бойков. Производят нагрев до температуры больще 1000° рабочей части заготовки, одновременно через трубу продувают газ (аргон) для иредотвращения
окисления внутренней поверхности. Формируют стружечные 1чанавк;, сзари15ают сердцевину сверла и отжигают. Завивают спираль сверла, затем производят термообработку и окончательную механическую обработку еверла.
Способ позволяет увелпчить объем стружечных каиавок, размеры внутренних каналов и уменьшить толихину перемычки. Экономическая эффективность составит 100 тыс. руб.
Ф о р м - л а i 3 о б р е т е н и я
Способ изготовления спиральных сверл, состоящий из операций образования внутренних каналов, профилирования стружечных каиавок и сварки стенок в пере.мычке заготовки, о т л и ч а ю и; и и с я тем, что, с целью повышения жесткости и нрочности изготовляемых сверл и снижения усилий деформации неред деформированием стружечных каиавок, внутренней поверхности трубы в ее поперечном сечении иридают некруглую форму, а в процессе ирофилироваиня стружечных канавок заготовку ориентируют относительно инструмента, совмещая тонкую стенку заготовки с нанравлением движения инструмента.
Источники информации, принятые но внимание нри экспертизе
1. Авторское свидетельство СССР Л 373065, кл. В 2IH 3/10, 1973.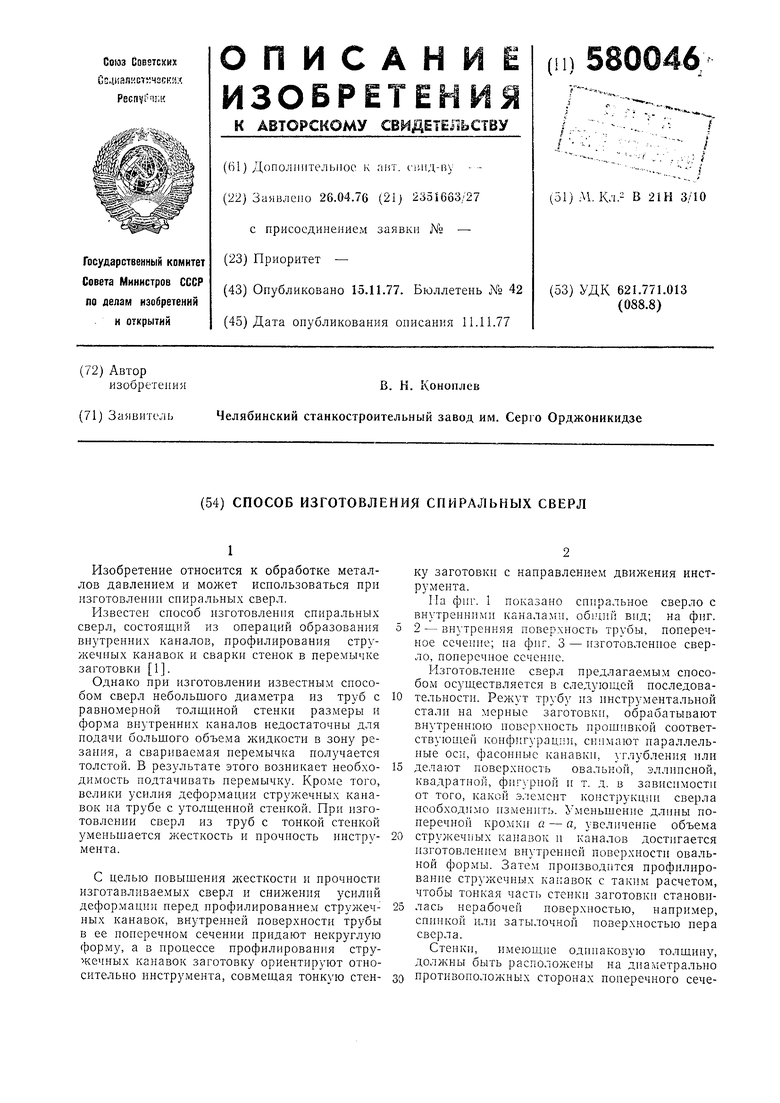
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления спиральных сверл | 1975 |
|
SU615991A1 |
| СПИРАЛЬНОЕ СВЕРЛО С РАЗВЕРТКОЙ (ВАРИАНТЫ) | 2008 |
|
RU2492971C2 |
| Способ изготовления спиральных сверл | 1975 |
|
SU522883A2 |
| Спиральное сверло с внутренними каналами | 1974 |
|
SU567560A1 |
| Стоматологическая фреза и способ фрезерования при изготовлении стоматологических комплектующих | 2013 |
|
RU2669983C1 |
| Способ изготовления режущегоиНСТРуМЕНТА | 1978 |
|
SU818772A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2429102C2 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Способ термомеханической обработки инструмента из быстрорежущей стали | 1980 |
|
SU918320A1 |
