1
Изобретение относится к области холодной обработки металлов давлением, а именно к нанесению рельефа на поверхность матрицы, предназначенной для тиражирования линзовых растров оптоэлектропных электронновычислительных машин, методом пластической деформации ее поверхности.
Известна установка для получения рельефа одиночным дорном, включающая кривошипношатунный механизм е исполнительным инструментом (дорном), предметный координатный столик универсального измерительного микроскопа, оборудованный дискретным электропрнводом, и пульт управления полуавтоматическим циклом работы.
Установка работает следующим образом.
Заготовку матрицы закрепляют на предметном столике, устанавливают кривошипно-шатунный механизм с дорном на определенной высоте для обеспечения необходимой глубины рельефа, выставляют координатный столик микроскопа в исходное положение и включают привод. После окончания цикла формообразования первой ячейки рельефа координатный столик автоматически перемещает заготовку матрицы на расстояние, равное периоду рельефа; после отработки перемещения па щаг автоматически включается привод кривошипно-шатунного механизма н начинается цикл формообразования следующей ячейки
2
рельефа; да.тее описанные действия повторяются. После окончання профилирования ячеек рельефа первого ряда установка автоматически отключается и предметный столик вручную перемещают в исходное положение для профилирования следующего ряда ячеек рельефа.
Недостатками известного устройства являются трудностн весьма точной, порядка десятых долей микрона, ориентации заготовки матрицы относительно инструмента и такого же порядка точности установки инструмента на требуемую глубину выдавлнвания микрорельефа, а также необходимость многократного повторения манинуляций, связанных с ручным управлением перемещения заготовки.
Для повышения точности глубины выдавливания лунок рельефа и регулярностн нанесения рельефа по всей поверхности матрицы в предлагаемой установке нолзун кривошипно-шатунного механизма вынолнен из двух частей и имеет регулировочный клнн микропередачи, а предметный столик
имеет плавающую опору и жестко закрепленные на нем Г-образные прижимные планки с механизмом кренления матрицы к ним, а также и тем, что механизм кренления выполнен в виде нрижима с винтовым приводом.
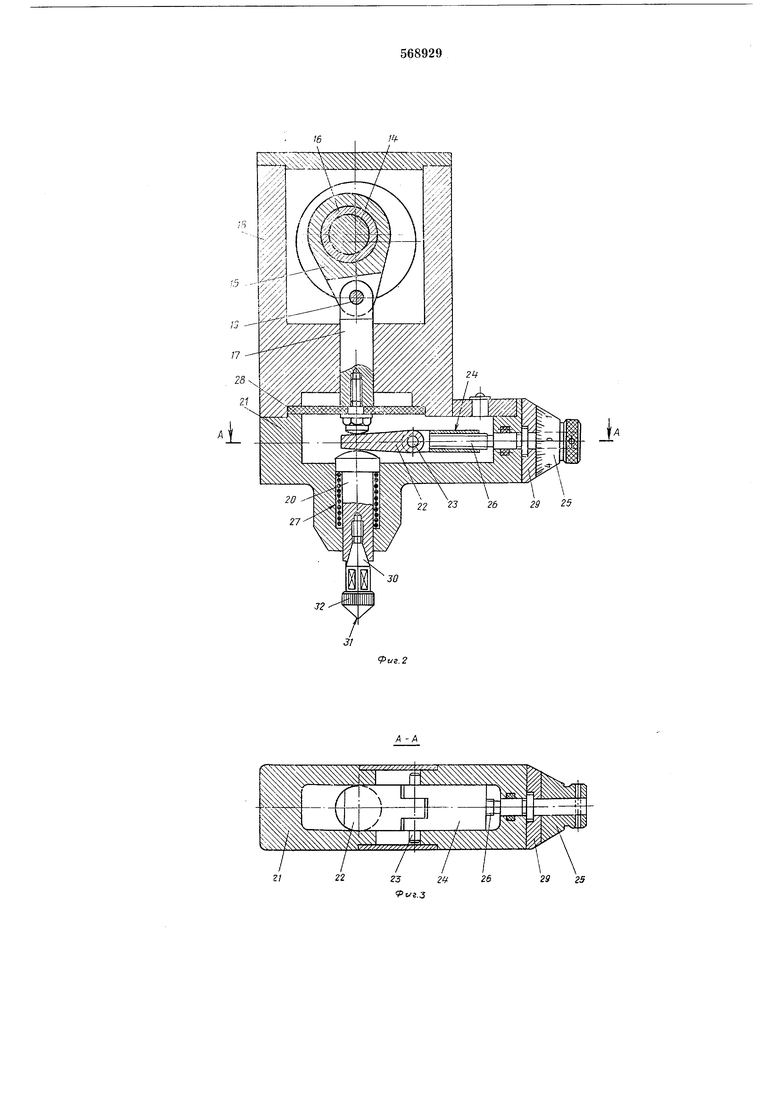
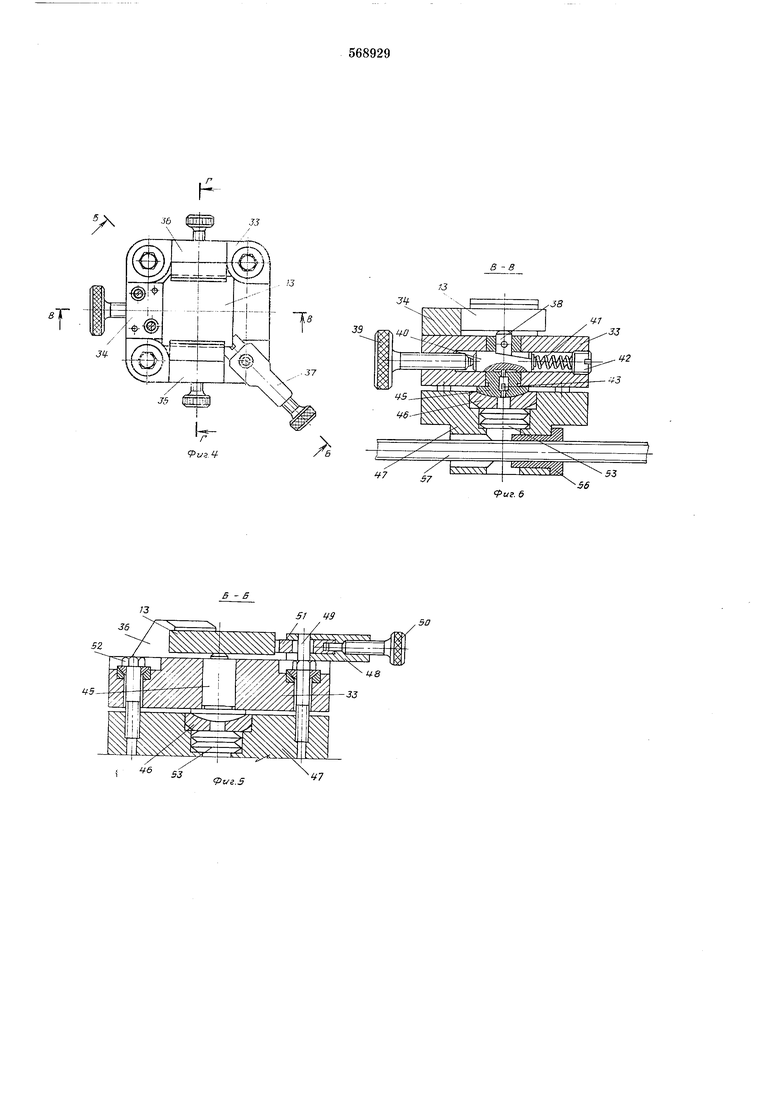
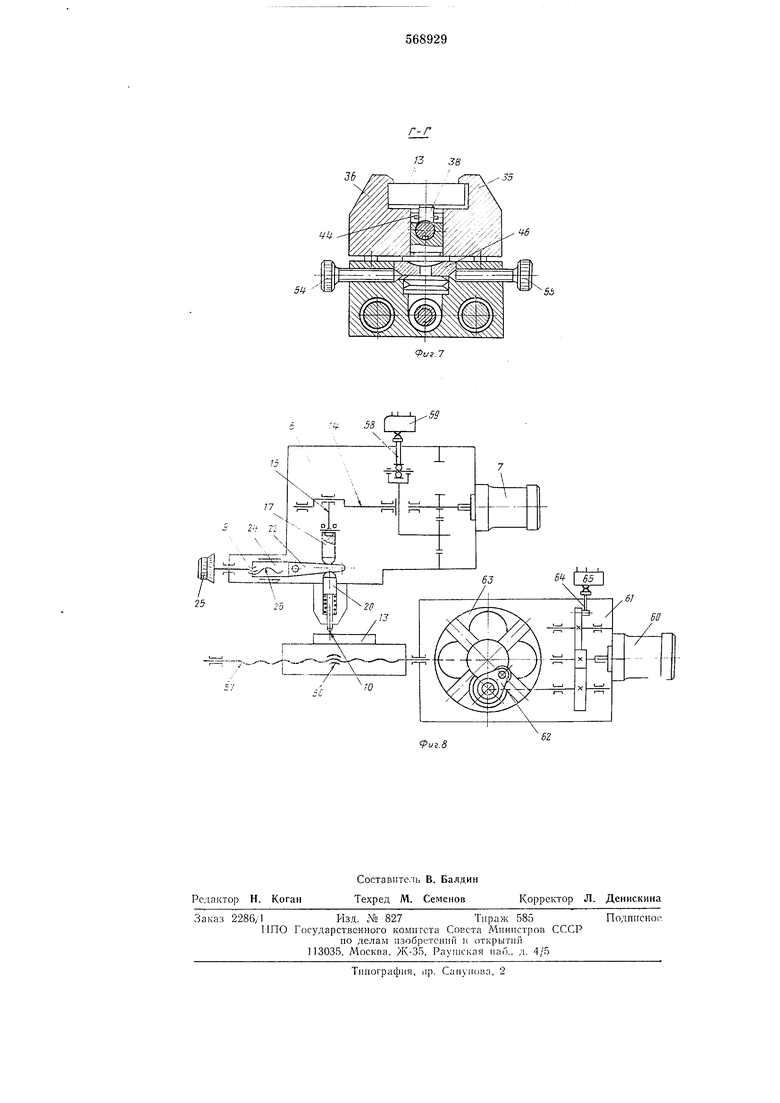
На фиг. 1 показан автомат для нанесения растрового рельефа, общий внд; на фиг. 2 - кривошипно-шатунный механизм и механизм микроподачи инструмента (продольный разрез); на фиг. 3 - разрез А-А (на фиг. 2); на фиг. 4 - предметный столик, вид сверху (в плане) на фиг. 5, 6 и 7 - разрезы Б-Б, В-В и Г-Г (на фиг. 4), на фиг. 8 - кинематическая схема автомата для нанесения растрового рельефа.
На станине 1 автомата установлен координатный стол 2. На продольной каретке 3 помещается предметный столик 4. На основании координатного стола установлена поперечная каретка 5. В верхней части станины расположена долбежная головка 6, на корпусе которой крепится электродвигатель 7 и планетарный редуктор 8, а также механизм 9 микроподачи инструмента 10, микрокатор 11 и оптические системы 12 - визуального контроля. Заготовка матрицы 13 установлена на предметном столике 4.
Кривошипно-щатунный механизм включает в себя кривошип в виде эксцентрично расположенной щейки выходного вала 14 и шатун 15, установленный на выходном валу 14 на втулке 16. Ползун кривошипно-шатунного механизма выполнен из двух частей. Верх)1яя часть 17 ползуна расположена в корпусе 18 н соединена осью 19 с шатуном 15, а нижняя часть 20 расположена в корпусе 21 механизма 9 микроподачи. Между верхней и нижней частями ползуна расположен регулировочный клин 22 (фиг. 2, 3 и 8) механизма микроподачи. Регулировочный клин соединен осью 23 с ползуном 24 механизма 9 микроподачи. Отсчетный лимб 25 заштифтован на конце микровинта 26 механизма микронодачи. Нижняя часть ползуна нод ката к регулировочному клипу пру киной 27. Нониус 29 закреплен ненодвижно на корпусе 21. В нижней части 20 ползуна установлена державка 30 инструмен1а. Инструментом для выдавливания служит отполированный стальной или санфнровый шарик 31, закрепленный на державке 30 с помощью накидной гайки 32 (фиг. 2).
На основании 33 предметного столика (фиг. 4, 5 и 7) установлен продольный упор 34. Опора 35 и опора - упор 36 выполнены за одно целое с основанием нредметиого столика. Заготовка матрицы 13 прижата съемным прижимом 37 к унорам 34 н 36 н поджата к зеркалам н к базовым поверхностям опор 35 и 36 подводимой опорой 38.
Механизм подачн подводимой опоры вклю-, чает вннт 39, клин 40, возвратную пружину сжатия 41 и регулировочный винт 42. Винт,. 43 предотвращает поворот клина 40. Для предохранения от нроворота подводимой опоры 38 служит штифт 44. В основание 33 предметного столика запрессована шаровая опора 45. Ответная часть - шаровая пята 46 установлена в салазках 47 продольной каретки. Корпус 48 съемного прижима 37 устаповлен
на цилиндрическую чаеть микровинта 49. Нажимной винт 50 соединен с ползушкой 51 замковым соединением. Предметный столик прикреплен микровинтом 49 и микровинтами 52 к салазкам продольной каретки.
Предметный етолик в центре опирается на плавающую сферическую няту 46. Усилие подпора создано за счет сжатия тарельчатых пружин 53 и нередано через плавающую пяту
сферической опоре 45. Подпрул иненная плавающая пята застопорена винтами 54 и 55. Гайка 56 механизма продольной подачи закреплена на салазках продольной каретки. Винт 57 механизма продольной подачи установлен на подшипниках.
Механизм одиночного хода инструмента содержит толкатель 58 и микропереключатель 59, установленный на корпусе планетарного редзктора. Привод продольной подачи
включает в себя электродвигатель 60, одноступенчатый редуктор 61 и мальтийский механизм (фиг. 8). Электродвигатель закренлен на корпусе одностзшенчатого редуктора. Кривошип 62 мальтийского механизма закреплен на выходном валу одноетуненчатого редуктора 61. Мальтийекий креет 63 закреплен на конце вннта 57 механизма продольной подачи. Механизм одиночного шага нродольной подачи включает толкатель 64, встроеиный в корпус одноетуненчатого редуктора 61, и микропереключатель 65, уетановленный на корпусе редуктора 61. Механизм нривода поперечной нодачи выполнен аналогично механизму привода продольной подачи.
Автомат для нанесения растрового репьера работает следующим образом.
Заготовка матрицы 13 кренится на предметном столике 4. Возвратно-поступательное движение ннструмента 10 осуществляется от
электродвигателя 7 через планетарный редуктор 8 и криБОШипно-шатунный механизм долбежной головки 6. Конструкция долбежиой головки обеспечивает одиночный ход инструмента. После новорота выходного (эксцентрикового) вала 14 планетарного редуктора 8 на 360 толкатель 58 включает микронереключатель 59. Последний отключает электродвигатель 7 торможением противовключеннем, а в режиме автоматичеекой работы включает электродвигатель 60 нривода нродольной подачи.
Перемещение предметного столика 3 в нродольном направлении оеущеетвляется от электродвигателя 60 через одностуненчатый
редуктор 61, мальтнйский механизм и нередачу винт-гайка 56-57. Аналогично осуществляется перемещение предметного столика 4 в поперечном направлении. Конструкция приводов продольной и поперечной подачи обеспечивает перемещение нредметного столика строго на фиксированный шаг. После новорота кривошина 62 мальтийского механизма на 360° толкатель 64 включает микронереключатель 65. Поеледний
отключает электродвигатель 60 торможением противовключснием, а в режиме автоматической работы включает электродвигатель 7 привода долбежной головки 6. В автоматическом режиме работы после выдавливания первой сферической лунки микрорельефа привод долбел ной головки отключается и включается привод продольпой подачи, который перемещает предметный столик 4 на один фиксированпый шаг, после чего привод продольной подачи отключается и включается привод долбежной головки 6. Затем цикл повторяется. По окончанию нанесеиия сферических лунок по одному горизонтальному ряду микрорельефа предметный столик 4 возвращается в исходное положение. При движеиии предметного столика в исходное положение включается привод поперечпой подачи. После перемещения предметного столика в поперечном направлении на один строго фиксированный щаг привод поперечной подачи отключается. Из исходного положения предметный столик перемещается в рабочее положение и происходит выбор люфтов в передаче винт- гайка. По достижению предметным столиком рабочего положения привод продольной подачи отключается. Включается привод долбежной головки. После микрорельефа привод долбежной головки отключается. Включается привод продольной подачи и т. д. до выдавливания последней лупки последнего горизонтального ряда микрорельефа. После нанееения растрового микрорельефа на всем зеркале матрицы автомат отключается. Предварительная грзбая иастройка на глубину выдавливания л -нки микрорельефа осуществляется при установке долбежной головки 6 на стойкз станины 1. Точная установка глубины выдавливания лунки осуществляется механизмом 9, вводом регулировочного клина 22 между верхней частью 17 ползуна и нижней частью 20 ползуна кривошипно-шатунного механизма. Перемещение регулировочного клина 22 осуществляется от лимба 25 механизма 9 микронодачи через винтовую пару 26-24. Микрометрический винт 26 вращается совместно с лимбом 25. Отсчет величины подачи производится от риски нониуса 29 но щкале лцмба 25. Ползун 24 перемещается в направляющих корпуса 21. Подвижное соединение регулировочного клина 22 с ползуном 24 позволяет соверщать клину колебательное двилсеиие в плоскости возвратно-поступательного движения инструмента 10, Замер диаметра сферической лунки микрорельефа осуществляется оптической системой 12, встроенной в корпус долбежной головки 6. Окуляром оптической системы визуального контроля является винтовой окулярный микрометр с устройством для отсчета в поле зрения. Для производства замера диаметра данпой сферической лунки ось последней совме1цают с онтичеекой осью оптической системы 12визуального контроля путем перемещения предметного столика 4 с установленной на нем заготовкой матрицы в продольном и поперечном направлениях. Заготовка матрицы 13досылается до упоров 34 п 36 с помощью съемного прижима 37. При вращении виита 50 иолзущка 51 перемещается в корпусе 48 съемного прижима 37 и досылает заготовку матрицы до упоров 34 и 36. После этого заготовка матрицы поджимается к базовым поверхностям опор 35 и 36 снизу подводимой опорой 38. Опора 38 получает движение от винта 39. При вращении винта 39 перемещается клин 34, который поднимает опору 38. Клнн 34 возвращается в исходное положение под действием пружины 41, сила сжатия которой регулируется винтом 42. Конструкция предметного столнка 4 позволяет производить ориентацию зеркала заготовки матрицы отпоеительно инструмента 10 так, что обеспечивается постоянная глубина выдавливания лунок микрорельефа порядка десятых долей микрона, независимо от точности перемещепия продольной м поперечной каретки. Ориентация осуществляется с помощью микровинтов 49 и 52. Завинчивая тот или другой микровинт, поворачиваем заготовку матрицы 13 вокруг сферической подпружиненной опоры 46. Контроль ориентации матрицы осуществляется микрокатором 11 при продольном и поперечном перемещепии предметного столика. После ориентировки зеркала матрицы 13 плавающая подпружинеппая опора стопорится винтами 54 и 55. Внедрение предлагаемого устройства для нанесения растрового рельефа на металлические матрицы на преднриятии нозволило сократить цикл изготовления одной матрицы с 20-30 рабочих смен высококвалифицированного труда до 4-5 часов труда операторлаборанта, что дало годовой экономический эффект в 23 тыс. рублей. Формула изобретения 1.Устаиовка для нанесения растрового рельефа на матрицу, включающая исполнительный инструмент с крнвощипно-шатупным механизмом, нредметный столик и пульт управления, отличающееся тем, что, с целью повышения точности глубины рельефа и регулярности нанесения рельефа по всей плоскости матрицы, ползун кривошипно-шатунного механизма выполнен из двух частей и имеет регулировочный клин микроподачи, а предметный столик имеет плавающую опору и жестко закрепленные на нем Г-образные прижимные планки с механизмом крепления матрицы к ним. 2.Установка по и. 1, отличающаяся тем, что механизм крепления выполнен в виде прижима с винтовым приводом.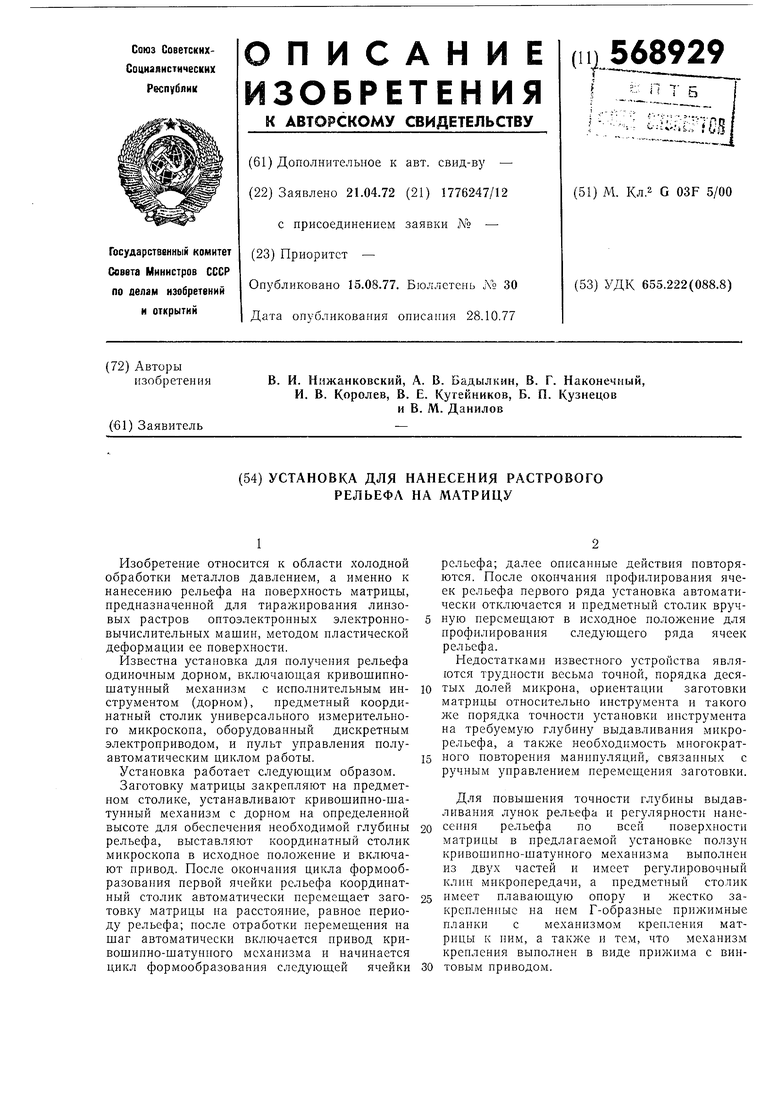
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки растровой информационной кассеты | 1972 |
|
SU455310A1 |
| Микроманипулятор | 1972 |
|
SU441689A1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 1998 |
|
RU2151684C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2011 |
|
RU2480322C1 |
| УСТРОЙСТВО ДЛЯ МИКРОПОДАЧИ ЗАГОТОВОК ПРИ ШЛИФОВАНИИ | 2012 |
|
RU2503533C1 |
| Устройство для регулировки закрытой высоты кривошипного пресса | 1983 |
|
SU1127782A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| ФРЕЗЕРНЫЙ СТАНОК | 1994 |
|
RU2082602C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
г/
2S 25
л
-в
§
/
..
--37
/
J5
b
А
.
Риг.5
H/js
33
57
54
