1
Изобретение относится к области обработки материалов давлением, а именно к изготовлению из- проволоки деталей типа штырей, используемых в радиотехнике, электронной промышленности и приборостроении.
Известен автомат для рубки и чеканки штыря из проволоки, содержащий смонтированные на станине кривошипно-шатунный механизм подачи,механизм резки, механизм правки и приводной механизм заострения конца штыряГП.
Известно также устройство для изготовления деталей из проволоки, имеющее механизм подачи, неподвижный нож, подвижную губку с укрепленным на ней отрезным ножом, пуансон плющения, укрепленный на подпружиненной губке, и механизм заострения с вращающимися резцами, приводимыми в осевое движение с помощью кулачка и рычага. Заострение штыря производится при поМОЩИ вращающихся резцов, движущихся к торцу заготовки 2.
3 этом устройстве заострение конца штыря производится методом резания металла при помощи вращающихся резцов, которым сообщается перемещение вдоль оси вращения к торцу заготовки .
В процессе заострения режущая кромка резцов быстро изнашивается, что
10 вынуждает производить частую остановку устройства, смену и регулировку положения резцов.
Наиболее близким по своей техни15ческой сути является автомат для рубки и чеканки штыря из проволоки, содержащий смонтированные на станине с направляющими кривошипно-шатунный механизм подачи, механизм правки,
20 механизм резки и приводной механизм заострения конца штыря СЗ.
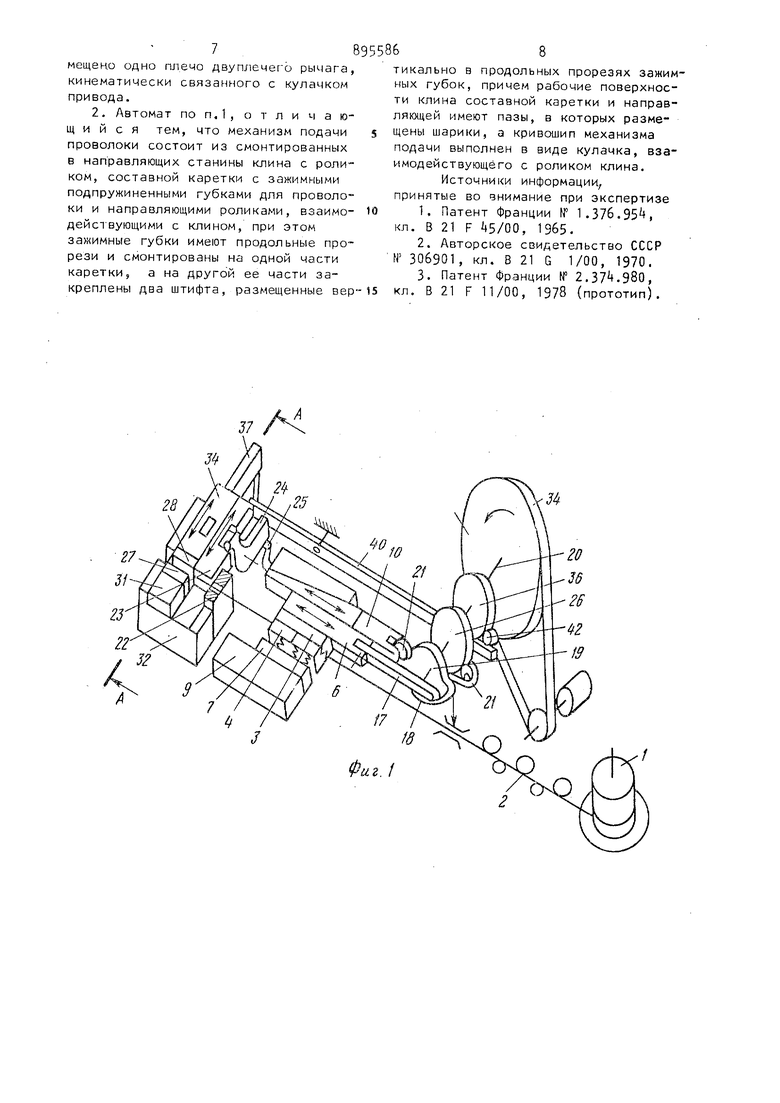
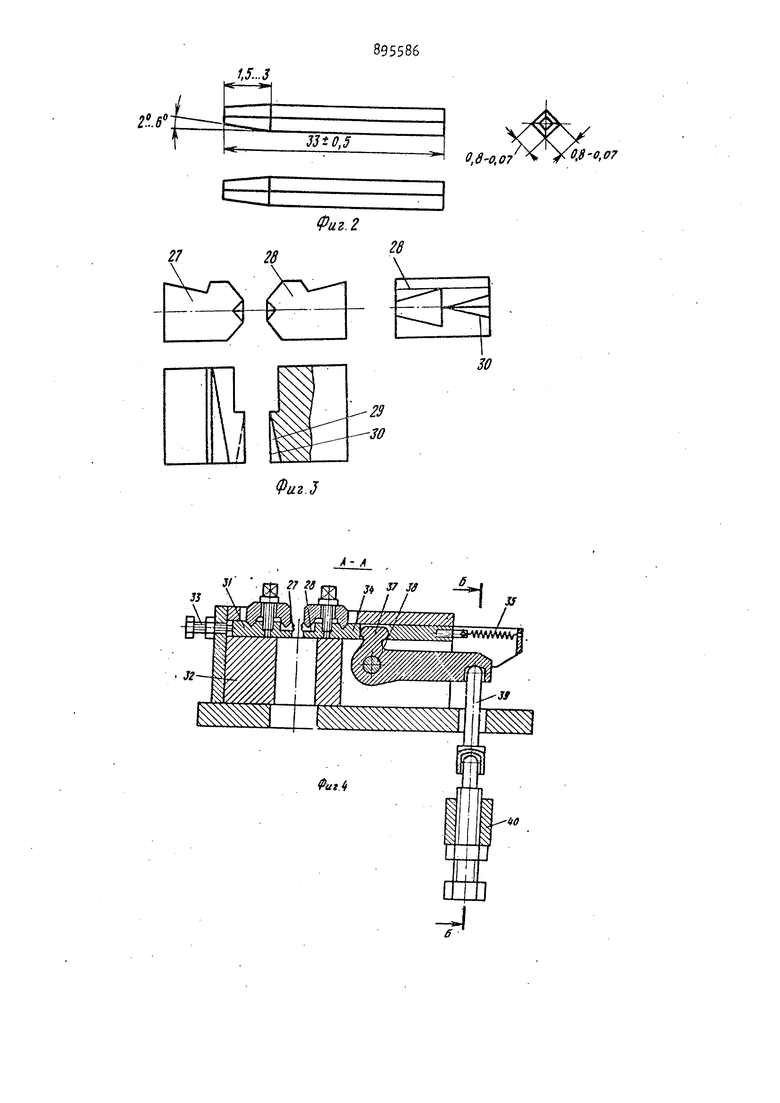
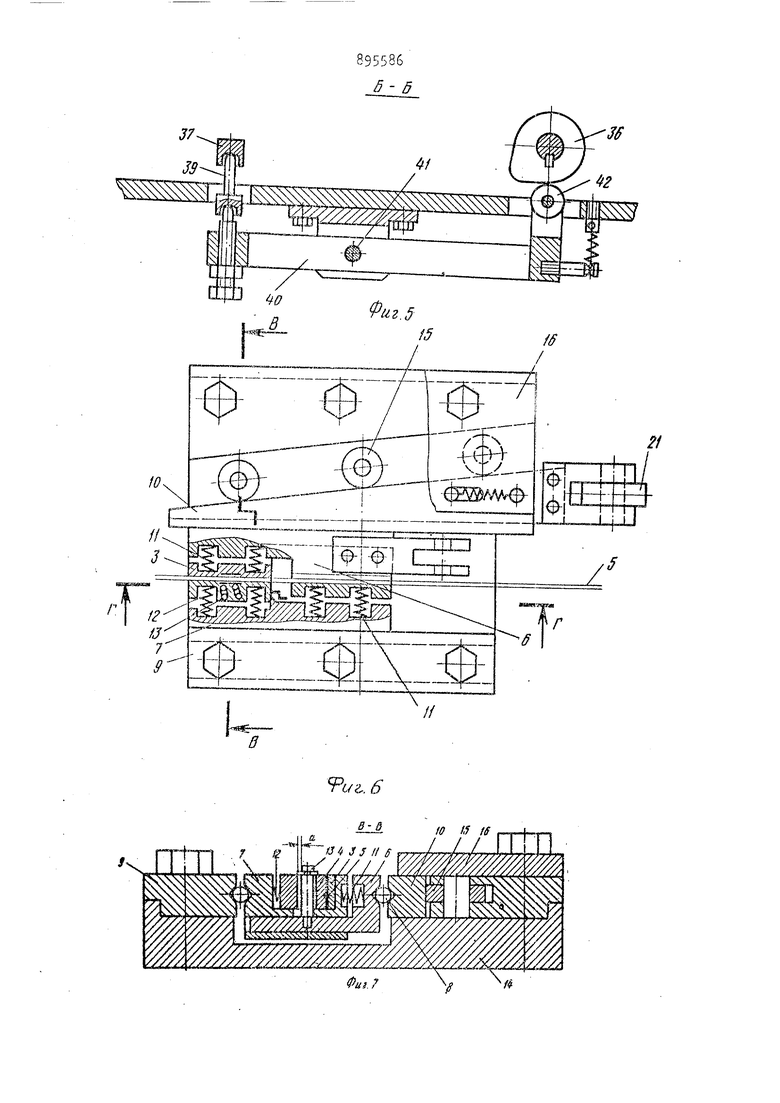
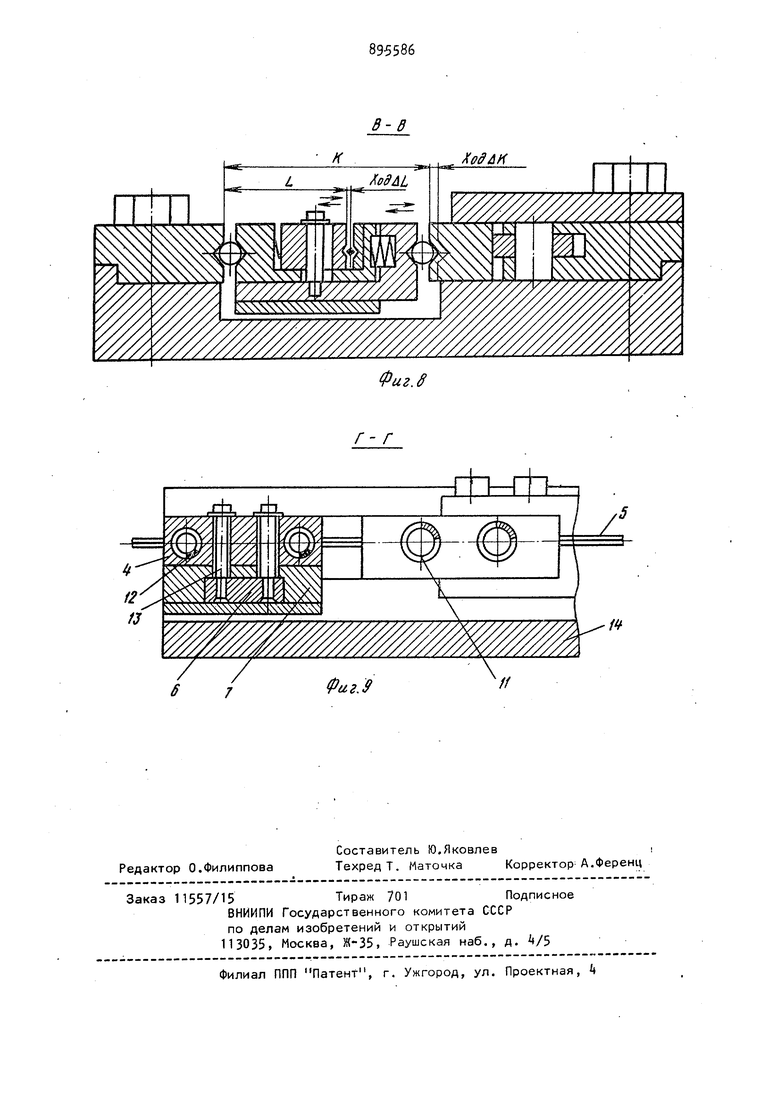
Недостаток известного автомата в том, что качество изделий невысокое. 389 Целью изобретения является повышение производительности и улучшение качества изделий. Указанная цель достигается тем, что а известном автомате для рубки и чеканки штыря линейного разъема из проволоки, содержащем смонтированные на станине с направляющими кривошипно-шатунный механизм подачи, механизм правки, механизм резки и при водной механизм заострения конца штыря, механизм заострения конца штыря состоит из шарнирно закрепленного на станине двуплечего рычага, подпружиненного относительно станины, ползуна с фигурной прорезью и двух матриц с формообразующими канавками, ре жущие кромки которых размещены по ко туру канавок, при этом одна матрица установлена на станине неподвижно с возмон ностью регулировочного перемещения посредством пары винт-гайка, а другая матрица смонтирована на пол зуне, в фигурной прорези которого ра мещено одно плечо двуплечего рычага, кинематически связанного с кулачком привода. Кроме того. Механизм подачи снабжен смонтированными в направляющих станины клином с роликом, составной кареткой с зажимными подпружиненным губками для проволоки и направляющим роликами, взаимодействующими с клином , при этом зажимные губки имеют продольные прорези и смонтированы на одной составной части каретки, а на другой составной части каретки закреплены два штифта, размещенные вертикально в продольных прорезях зажим ных губок, причем рабочие поверхности клина, составной каретки и направ ляющей имеют пазы, в которых размещены шарики, а кривошип механизма по дачи выполнен в виде кулачка, взаимо действующего с роликом клина. На фиг. 1 изображена схема автомата; на фиг. 2 - изготовляемая деталь; на фиг. 3 - режущие элементы механизма заострения; на фиг . - раз рез А-А на фиг. ; на фиг. 5 разрез Б-Б на фиг. ; на фиг. 6 - механизм подачи, вид в плане| на фиг. 7 разрез В-В на фиг..6, в положении подачи проволоки, проволока зажата; на фиг. В - разрез В-В на фиг.6 в положении обратный ход, проволока свободна , на. фиг. 9 разрез Г-Г на фиг.6. Автомат состоит из закрепленных на станине разматывающего устройста 1, механизма правки 2 проволоки, еханизма подачи, механизма отрезки, механизма заострения и привода. Механизм подачи состоит из зажимных губок 3 и 4, имеющих пазы для прохода проволоки 5. Губки 3 и закеплены на составной каретке 6 и 7 зменяющейся ширины и опирающейся посредством шариков 8 на неподвижную направляющую 9 и подвижную напавляющую - клин 10. Пружины 11 установлены между составными частями каретки 6 и 7 и служат для исключения люфтов между ними и направляюими 9 и 10. Пружины 12 установлены между частью каретки 7 и губкой k, становленной с зазором и с возможностью поперечного перемещения на штифты 13j жестко закрепленные в другой части каретки 6. Губка 3 жестко закреплена на составной части каретки 7. Направляющая - клин 10 установлен в пазу, образованном основанием It механизма подачи, роликами 15 и накладкой 16. Каретка 6 и 7 посредством шатуна 17 и эксцентричного пальца 18 связана с кулачком 19, жестко закрепленном на валу 20. Кулачок 19 своим профилем посредством ролика 21 взаимодействует с направляющей - клином 10. Механизм отрезки состоит из неподвижного ножа 22, подвижного ножа 23, связанного посредством рычагов 2А и 25 с кулачком отрезки 2б, закрепленным на валу 20. Механизм заострения расположен после отрезки и содержит неподвижную матрицу 27 и подвижную матрицу 28, расположенные рядом с ножом 23. Матрицы 27 и 28 имеют формообразующие канавки 29 с профилем, соответствующим профилю заостренного конца изготовляемой детали. Канавки 29 ограничены заостренными кромками 30. Матрица 27 закреплена на неподвижной опоре 31, расположенной в пазу корпуса 32. Положение матрицы 27 определяется регулировочным болтом 33. Матрица 28 закреплена на ползуне 3, расположенном также в направляюи ем пазу корпуса 32 и удерживаемом в исходном положении пружиной 35Ползун 3 связан с кулачком 36 привода механизма заострения посредстBOM рычага 37 с осью качения Зй, толкателя 39, рычага 0 с осью 1 и роликом 2, Автомат работает следующим образом. При движении составных частей ка реток 6 и 7 вперед ролик 21 сопряже с кулачком 19 по меньшему радиусу, благодаря чему направляющая - клин находится в положении справа-сзади, При таком положении между направляю щими 9 и клином 10 расстояние разно k + АК . Деталь каретки б и штифты 13 находятся в крайнем правом положении. Штифты 13 не взаимодействуют с губкой 4 (зазор d ), Губки 4 и 3 под действием пружин 12 сжимают проволоку 5 обеспечивая не обходимое усилие сцепления для ее подачи, По окончании подачи проволоки в крайнем переднем положении каретск и 7 ролик 21 переходит с меньшего радиуса кулачка 19 на больший радиус. При этом направляющая - клин 10 подается вперед - влево. Расстояние между направляющими 9 и 10 становит ся равным К, За счет поперечного х да направлкнэщей клина 1-0 на величину хода ЛК смещаются влево деталь ка ретки б и штифты 13. При движении штифтов 13 влево последние, входя в соприкосновение отверстием губки А, смещают ее влево на величину д1 - йК -с, достаточную, чтобы между губками 3, и проволокой 5 образовался зазор. Вследствие этого проволока 5 освобождается, а каретки б и 7 совершают обратный ход. В крайнем заднем положении кареток б и 7 ролик 21 переходит на мень ший радиус кулачка 19 направляющая клин 10 перемещается в положение назад - вправо. При перемещении направляющей клина 10 на величину хода дК под действием пружин 11 смещаются вправо деталь каретки б и закрепленные на ней штифты 13 освобождая при этом губку k, которая под действием пружины 12 смещается вправо, покапроволока 5 не будет зажата губ ками 3,. Ход k L губки Ц меньше ода ДК штифтов 13 на величину образовавшего ся зазора . Каретка б и 7 начинает движение вперед и цикл подачи проволоки повторяется. После подачи проволоки кулачок Зб, набегая переходным профилем на ролик 42, приводит в движение рычаги 37 и 40, толкатель .39 и ползун 34, в процессе чего матрица 28 сближается с матрицей 27, конец проволоки 5 обжимается рабочими элементами матриц. При обжатии конца часть материала проволоки из зоны обжатия выдавливается в уменьшающийся просвет между кромками 33 матриц 27 и 28. В крайнем сжатом положении выдавленные частички материала проволоки (облой) отсекаются от проволоки, после чего матрица 28 совершает обратный ход, освобождая проволоку 5Теперь нож 23 механизма отрезки, перемещаясь относительно ножа 22, под воздействием кулачка 2б и рычагов 24 и 25 отрезает от проволоки готовую деталь. Деталь падает в тару для сбора готовых-изделий, а нож 23 возвращается в исходное положение. Затем цикл работы автомата повторяется. Такое конструктивное решение автомата существенно повышает прои зводительность и улучшает качество изделий. Формула изобретения 1. Автомат для рубки и чеканки штыря линейного разъема из проволоки, содержащий смонтированные на станине с направляющими кривошипно-шатунный механизм подачи проволоки, механизм правки, механизм резки и механизм заострения конца штыря с кулачковым приводом, отли чающийс я тем, что, с целью повышения производительности и улучшения качества изделий, механизм заострения конца штыря состоит из шарнирно закрепленного на станине двуплечего рычага, подпружиненного относительно станины, ползуна с фигурной прорезью и двух матриц с формообразующими канавками, режущие кромки которых размещены по контуру канавок, при этом одна матрица установлена на станине неподвижно с возможностью регулировочного пеемещения посредством пары винт-гайка, другая матрица смонтирована на полуне, в фигурной прорези которого размещеко одно ш1ечо двуплечего рычага, кинематически связанного с кулачком привода,
2. Автомат по п.1, о т л и ч а ющ и и с я тем, что механизм подачи проволоки состоит из смонтированных в направляющих станины клина с роликом, составной каретки с зажимными подпружиненными губками для проволоки и направляющими роликами, взаимодействующими с клином, при этом зажимные губки имеют продольные прорези и смонтированы на одной части каретки, а на другой ее части закреплены два штифта, размещенные вер
тикально в продольных прорезях зажимных губок, причем рабочие поверхности клина составной каретки и направляющей имеют пазы, в которых размещены шарики, а кривошип механизма подачи выполнен в виде кулачка, взаимодействующего с роликом клина.
Источники информации принятые во внимание при экспертизе
1.Патент Франции № КЗУб.ЭЗ, кл, В 21 F 5/00, 1965.
2.Авторское свидетельство СССР N 306901, кл. В 21 G 1/00, 1970.
3.Патент Франции № 2.374.980, кл. В 21 F 11/00, 1978 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| АВТОМАТ ПРОВОЛОЧНО-ГВОЗДИЛЬНЫЙ | 1974 |
|
SU376989A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Автомат для изготовления гвоздей | 1980 |
|
SU961831A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| Устройство для подачи и переноса заготовок в штампах | 1983 |
|
SU1175599A1 |
| Автомат для изготовления волнистых пружинных шайб | 1977 |
|
SU657896A1 |
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Автомат для изготовления из проволоки деталей типа штырей | 1981 |
|
SU1042860A1 |
Фиг.З
6
3 37
I /./ f
на
.. 6 ,
Фиг.д ХодЛН
