(54) ФОРМОВОЧНАЯ МАШИНА

| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМОВОЧНАЯ МАШИНА | 1991 |
|
RU2026132C1 |
| Формовочная машина | 1987 |
|
SU1503980A1 |
| Прессово-встряхивающая формовочная машина | 1982 |
|
SU1090489A1 |
| ПРЕССОВО-ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2022685C1 |
| Встряхивающе-прессовый механизм к формовочной машине | 1975 |
|
SU561608A1 |
| ФОРМОВОЧНАЯ МАШИНА | 1992 |
|
RU2038894C1 |
| Формовочная машина | 1973 |
|
SU465262A1 |
| Трехпозиционная формовочная машина | 1976 |
|
SU880611A1 |
| Встряхивающая формовочная машина для изготовления литейных форм | 1980 |
|
SU937101A1 |
| Встряхивающая формовочная машина | 1988 |
|
SU1560364A1 |
Изобретение Отиосится к литейному производству, в частности к формовочным машинам.
Известна формовочная машина для изготовления литейных форм методом последова тельного прессования, содержащая прессовый I поршневой привод и поршневой привод дпя перемещения модели, установленные соосно друг над другом ij.
Недостатком известной формовочной машины является ее малая униьерсальность, т.е. возможность изготовления литейных форм только одним определенным методом уплотнения, что сужает технологические возможности формовочных машин.
Мщкъ изобретения - повышение универсальности формовочной машины с возмож- нортью изготовления литейных форм как методом последовательного прессования, так и методом встряхивания с прессованием
Это достигается тем, что предлагаемая формовочная машина снабжена встряхивающим поршневым приводом, установленном на штокепрессового привода, причем поршен встряхивающего поршневого привода выполвен полым , а в полости его размешен пор шень привода для перемеш,енпя модели.
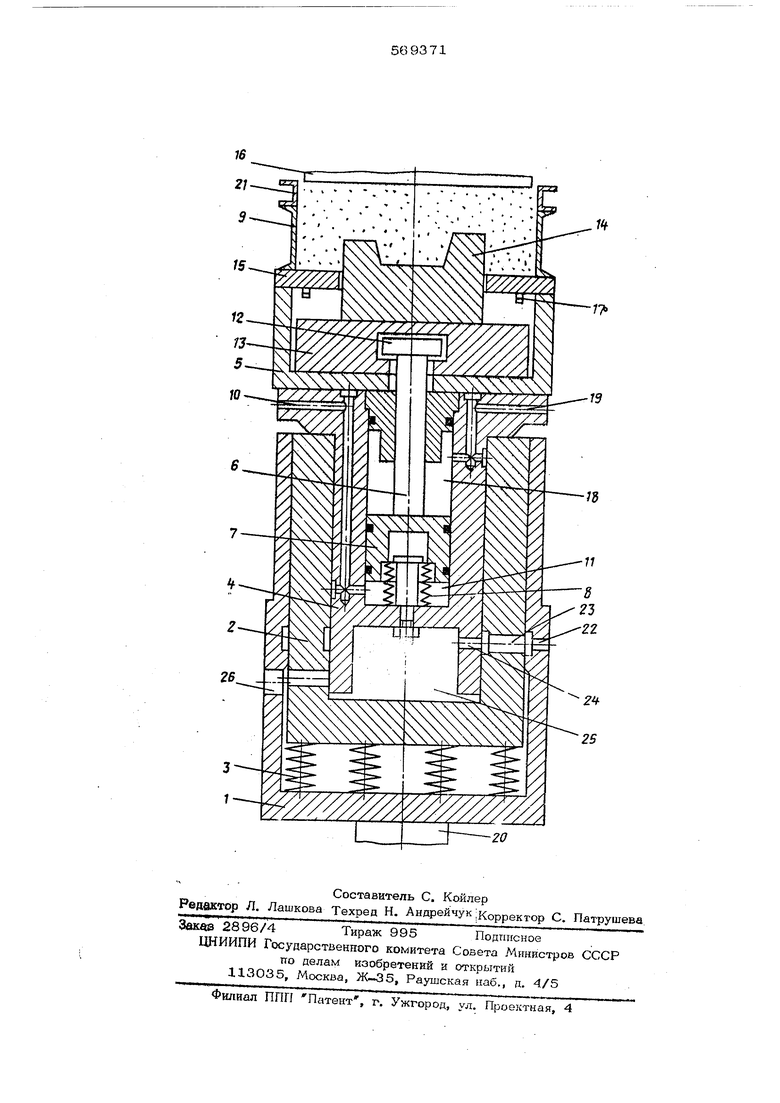
Изобретение иллюстрируется чертежом.
Формовочная машина имеет корпус 1, ударник 2, опирающийся на пружины 3, поршень 4, выполненный вместе с рабочим столом 5, причем поршень 4 вьшолнеа полым, а в полости его размеш.ены -итак 6, поршень 7 и пружины 8,
Формовочная машина работает следующим образом.
При изготовлении полуформ методом последовательного прессования, после заполнения опоки 9 формовочной смесью, рабочиЧ агент по каналу 10 подается в полость 11. При этом захват 12 перемещает модельную плиту 13 с моделью 14 относительно рабочет-о стола 5 и протяжной плиты 15 в направлении прессовой колодки 16, осущест вляя внедрение модели 14 в смесь,
Величина хода внедрения модели 14 регулируется с помощью упорных болтов 17, установленных на протяжной плите 15. По окончании рабочий агент подается в полость
°18 по каналу 19, а из полости 11 рабочий агент удаляется. Одновременно с этим начинает работу прессовый иординевой привод (на чертеже не показан), шток 20 которого перемещаясь в направлении прессовой колодки 16, осуществляет прессование смеси, воздействуя на нее протяжной плитой 15. При этом усилие прессования от штока 20 к протяжной плите 15 вначале передается через корпус 1, пружины 3„ ударник 2,
поршень 4 и рабочий стол 5, а после достижения некоторой плотности смеси и сжатия пружин 3- непосредственно через корпус 1, поршень 4 и рабочий стол 5,
После возврата штока 6 в нижнее положение выполняется завершаюш;ий этап уплотнения - цопрессовка. При этом рабочий стол 5 с моделыюй оснасткой, включающей Тлодельную плиту 13, модель 14, протяжную плиту 15, опоку 9 и наполнительную рамку 21 движутся вместе под действием штока 20 прессового поршневого привода в направлении неподвижно установленной прессовой колодки 16,
По окончании уплотнения шток 20 jipecсового поршневого привода возвращается в исходное положение. При необходимости изготовления полуформ методом встряхивания и прессования, рабочий агент подается по каналу 1 в полость 18. При этом пружи4НЫ 8 сжимаются, и модельная плита 13 прижимается вместе с рабочим столом 5 к поверхности рабочего стола 5,
Сжатый воздух по каналу 22 через отверстия 23 и 24 в ударнике z и поршне 4 поступает в полость 25, в результате чего рабочий
стол 5 с поршнем 4 поднимается, а ударник 2, сжимая пружины 3, опускается до положения, при котором открывается канал 26 для выхлопа сжатого воздуха из полости 25 и закрывается канал 22 подачи сжатого воздуха. Рабочий стоп 5 под действием собственной массы и массы модельной оснастки, движетсявниа, а ударник 2 под действием пружины 3 - вверх. Происходит соударение. Далее цикл повторяется.
Одновременно с описанным процессом встряхивания либо после его завершения, может выполняться уплотнение прессованием за счет работы прессового поршневого привода.
Формула изобретения
Формовочная машина для изготовления форм преимущественно литейных, содержащая рабочий стол с модельной оснасткой, прессо1ВЫЙ поршневой привод поршневой привод для перемещения модели, установленные соосно друг над другом, отличающаяся тем, что, с целью повышения универсальности машины, она снабжена встряхивающим поршневым приводом, установленным на штоке прессового поршневого привода, причем поршень встряхивающего привода выполнен полым, а в полости его размещен поршень пр иврдацл я перемещения модели Источники информации, шэинятые во внимание при экспертизе:
