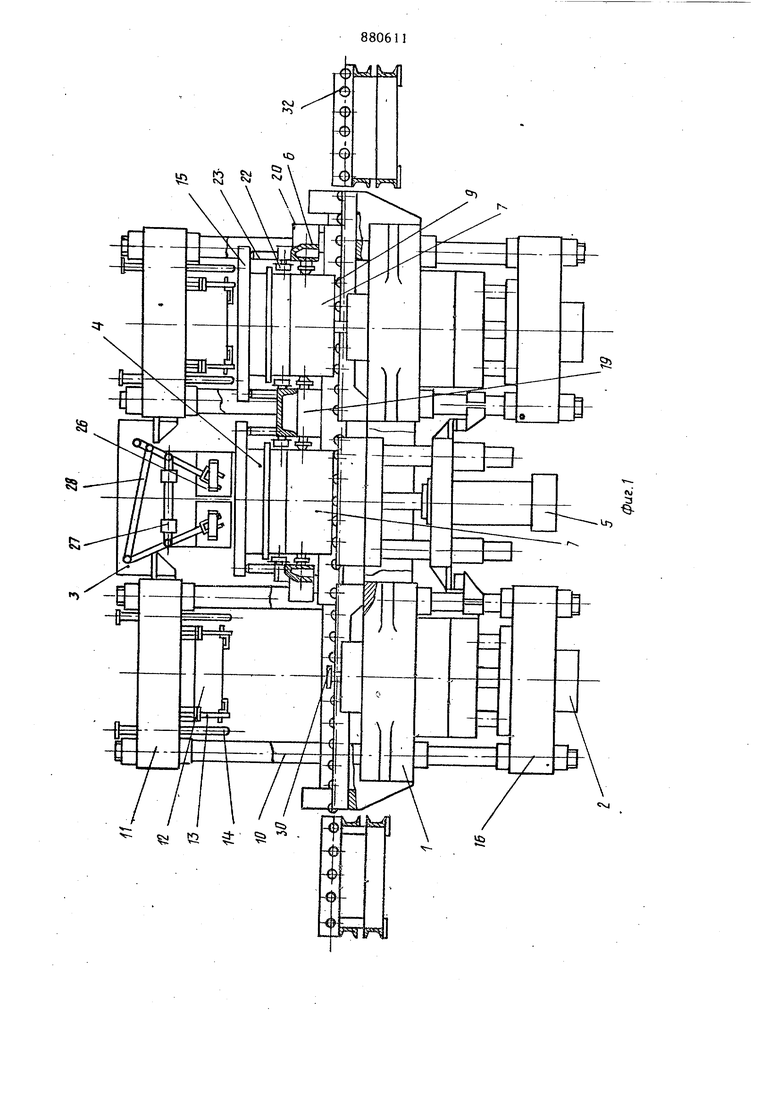
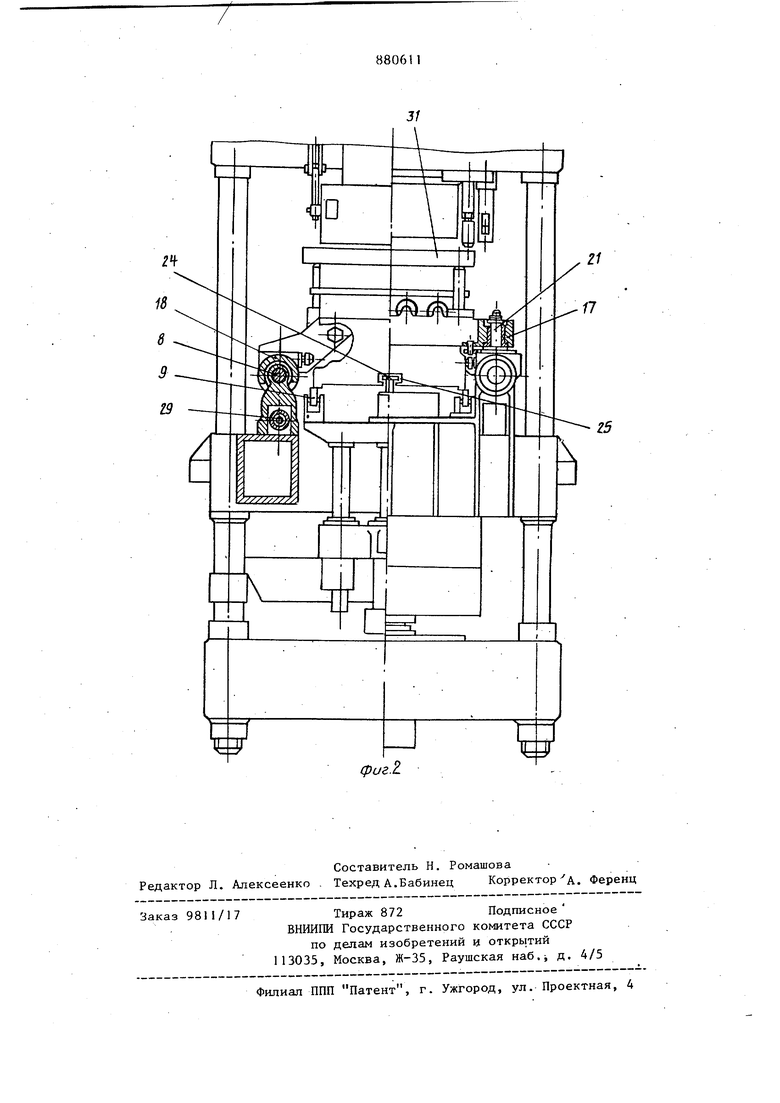
Изобретение относится к литейному производству, в частности к машинам для изготовления литейных форм. Известна трехпозиционная машина дл изготовления литейных форм, содержащая станинуJ на двух крайних позициях которой размещены прессово-встряхивающие механизмы, а на средней позиции .-устройство для заполнения опок смесью и механизм вытяжки модели, и челнок с двумя комплектами модельной оснастки, установленный на горизонтальных направ ляющих и выполненный в виде рамы 1 . Недостатком известной машины является нерациональность ее структурной схемы, заключающейся в стационарной установке модельных плит иа челноке и подъеме опоки вверх при вытяжке модели, что усложняет конструкцию машины. Цель изобретения - упрощение конструкции машины. Поставленная цель достигается тем, что машина снабжена регулируемыми упорами, расположенными на раме и взаимодействующими с модельной оснасткой, и рольгангом для перемещения последней, установленным под челноком параллельно его продольной оси на уровне подачи модельной оснастки в машину, причем у каждого регулируемого упора поверхность, контактирующая с модельной оснасткой, выполнена сферической. На фиг. 1 изображена предлагаемая машина, фронтальная проекция; на фиг. 2 - то же, вид сбоку в разрезе по средней позиции машины. На станине 1 на двух крайних позициях размещены прессово-встряхиваю чие механизмы 2, а на средней позиции устройство 3 для заполнения опок 4 смесью и механизм 5 для вытяжки модели (не показана), челнок 6 с двумя комплектами подМодельной плиты 7, установленный на горизонтальных направляющих 8 и рольганг 9. На колоннах 10 расположены ве рхние траверсы II, на которых установлены прессовые головки 12, захваты 13 и поршневые приводы 38 14 прижима наполнительной рамки 15 к опоке 4, и нижние траверсы 16, на которых установлены прессово-встряхивающие механизмы 2. Челнок 6, выполненный в виде рамы 17, содержит связанные между собой две параллельно расположенные продольные балки 18 и три параллельно расположенные поперечные балки 19, и регулируемые упоры 20. Две крайние поперечные балки установлены с возможностью их поворота на осях 21 и снабжены роликовыми опорами 22 и стойками 23, верхняя опорная часть которых выполнена-конической не показана). Работа машины осуществляется в следующей последовательности. Пустая опока 4 по роликовым опорам 22 подается на среднюю позицию машины При этом наполнительная рамка i5 опирается на конические опоры стоек 23, а между ее нижней плоскостью и контрладом опоки 4 имеется зазор (не показан), необходимый для подачи (выдачи) опоки 4. Шток механизма 5 вытяжки мо дели находится в крайнем нижнем положении, подмодельная.плита 7 прижата к.поверхности рольганга 9 посредством Т-образного захвата 24, входящего в Т-образный паз 25 подмодельной плиты 7. При подъеме вверх механизма 5 подмодельная плита 7 собирается с опокой 4 при помощи штырей и втулок (не пока заны, а опока 4 аналогичным образом с наполнительной рамкой 15. При зтом последняя приподнимается контрладом опоки 4 над поверхностью конических опор стоек 23,- не снимаясь с них полностью. Заполнение опоки 4 формовочной смесью осуществляется путем раскрытия шиберов 26 с помощью поршневого привода 27 и системы рычагов 28. Затем заполненная опока 4 совместно с подмодельной шУитой 7 и челноком 6 перемещается на позицию уплотнения при помощи поршневого привода 29. Под модельная плита 7 закрепляется на рабочем столе (не показан) прессововстряхивающего механизма 2 Т-образным захватом 30. При подъеме прессрвовстряхивающего механизма 2 поршневые приводы 14, упираясь в наполнительную рамку 15, прижимают ее и опоку 4 к подмодельной плите 7, исключая возможность вертикальных перемещений оп Ки 4 и наполнительной рамки 15 относи тельно подмодельной плиты 7 при рабо те прессово-встряхивающего механизма 2. После уплотнения формовочной смес 4 ОДНИМ из известных методом - встряхиванием с одновременным или последзпощим прессованием собранная оснастка с помощью- прессово-встряхивающего устройства 2 опускается в исходное положение. Поршневые приводы 14 сопровождают и контролируют опускание наполнительной рамки 15 до образования транспортного зазора (не показан), а. подмодельная плита 7 Ёозвращается на рольганг 9 между регулируемыми упорами 20, сферические поверхности которых компенсируют возможные погрешности и обеспечившот точность ориентации подмодельной плиты 7 на рольганге 9. За время описанных операций на средней позиции осуществляется заполнение формовочной смесью второго комгшекта оснастки, после чего челнок 6 передает заформованную опоку 4 на среднюю позицию для вытяжки модели, а заполненную смесью - на крайнюю позицию для угшотнения. I На средней позиции Т-образным захватом 24 производится прижатие подмодельной плиты 7 к рольгангу 9, после чего механизм 5 опускается вниз, осуществляя вытяжку модели. Опока 4 зависает на роликовых опорах 22,-а наполнительная рамка 15 садится на конусные опоры стоек 23, создавая тр анспорт- ный зазор между своей нижней плоско стью и контрладом опоки. При необходимости замены подмодельной плиты 7 последняя подается челноком 6 на Позицию уплотнения. Опока 4 формовочной смесью не заполняется, / поршневые приводы 14 отключаются от сети сжатого воздуха. Прессов.о-встряхивающий механизм 2 с оснасткой поднимаются вверх до положения, при котором могут быть заведены захваты 13, после чего прессово-встряхивающий механизм 2 с подмодальной плитой 7 и опокой 4 . опускаются в исходное положение, а наполнительная рамка 15 зависает на захватах 13. Штифты 31 удаляются, поперечная балка 19 поворачивается на 9Сг и. подмодельная плита 7 выкатывается на рольганг 32. Установка подмодельной плиты 7 в машину осуществляется в обратной последовательности . Формула изобретения 1. Трехпозиционная формовочная машина для изготовления литейных форм.
содержащая станину, на двух крайних позициях которой размещены прессововстряхивающие механизмы, а на средней позиции - устройство для заполнения опок смесью и механизм вытяжки модели, и челнок с двумя комплектами модельной оснастки, установленный на горизонтальных направляющих и выполненный в виде рамы, отличающаяся тем, что, с целью упрощения конструкции, она снабжена регулируемыми упорами, расположенными на раме и взаимодействующими с модельной оснасткой, и рольгангом для пе806II6
ремещения последней, установленным под челноком параллельно его продольной оси на уровне подачи модельной оснастки в машину.
J 2. Машина по п. 1, отличающаяся тем, что у каждого регулируемого упора поверхность, контактирующая с модельной оснасткой, выполнена сферической, jg Источники информации,
принятые во внимание при экспертизе
1. Формовочные установки. Каталог фирмы Кюнкель, Вагнер и КО, К. Г. с. 4-5.
| название | год | авторы | номер документа |
|---|---|---|---|
| Четырехпозиционная карусельная машина опочной формовки | 1986 |
|
SU1430178A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Машина для изготовления литейных форм | 1979 |
|
SU864661A1 |
| Формовочная машина для изготовления разовых литейных форм | 1985 |
|
SU1276430A1 |
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Формовочная машина | 1975 |
|
SU569371A1 |
| Способ изготовления литейных форм "процесс ВМ-3 | 1980 |
|
SU952414A1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |