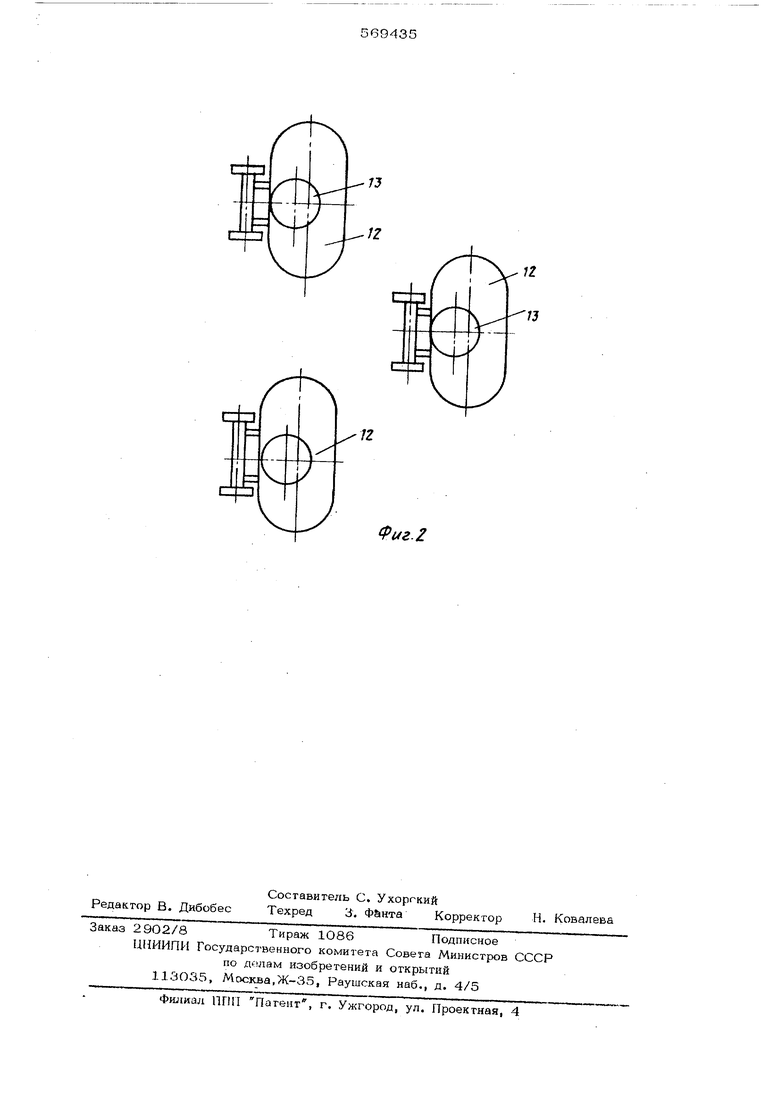
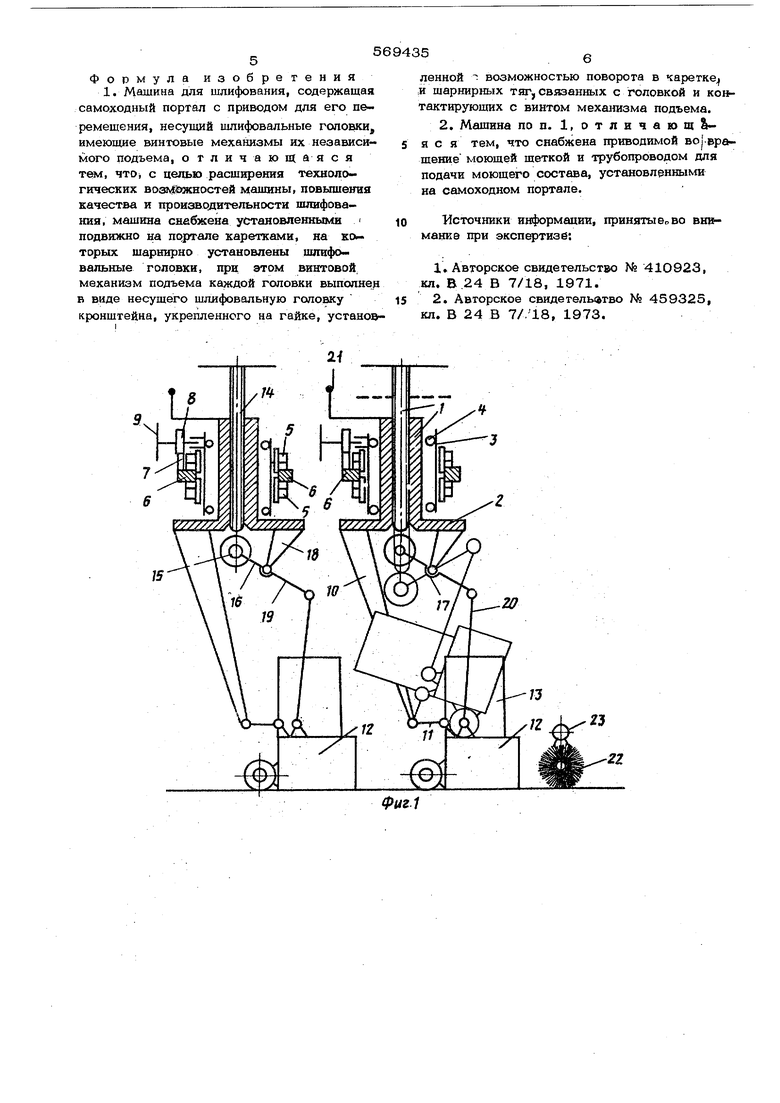
ловкой и контактирующих с винтом механизма подъема. Кроме того, для удаления отходов шлифо вания, машина снабжена приводимой во вра,щение моющей щеткой и трубопроводом для подачи моющего состава, установленными на самоходном портале. На фиг. 1 дана кинематическая схема машины; на фиг, 2 - схема расположения шлифовальных головок, в плане. Машина для шлифования содержит 1 с фланцем 2, установленную в корпусе каретки 3 на юдшипниках 4 и закрепленную по отношению .корпуса каретки 3 только от осевого переМещения, Корпус каретки 3-несет свободно посаженные на своих осях роликовые опоры 5, которые охватывают параллельные балки 6, являющиеся направляющими для роликовых опор 5 каретки 3...Балки-; 6 закреплены на раме самоходного портала, перемещающегося по рельсовым направляющим от собственного привода (самоходный портал и эельсовые направляющие на чертеже не изображены). К одной из бапок 6 прикреплена рейка 7, а к корпусу каретки 3 - зубчатое колесо 8, содержащее маховик 9, который может фиксироваться в установленном положении на корпусе каретки 3. Зубчато-реечна передача предназначена для передвиженияка ретки 3 вдоль балок 6. К фланцу 2 гайки 1 прикреплены кронштейны 10, несущие на шарнирах серьги , также щарнирно связ,ан ные со шлифовальной головкой 12. Каждая шлифовальная гоповка 12 содержит абразивны инструменты и двигатепь 13. Дпя иодьема ипи опускания шпифовапьной гоповки 12 в гайке 1 установлен:винт 14, который своим концом может контактировать с роликом 15 рычага 1 жестко связанного с вапом 17, установленным в опорах 18. прикреппенных к фаанцу 2 гайки 1. По. ко1щам ; вала 17 смонтированы рычаги 19, шарнирно связанные со шлифовальной го ловйой 12 тягами 20. Для поворота шлифовальной головки 12 вокруг оси гайки 1 в ту или другую сторону к гайке 1 прикреплен рычаг 21, также имеющий фиксацию установ ленного положения на корпусе каретки 3. На раме самоходного портала установлен с возможностью подъэма и опускания приводимая во вращение моющая щетка 22, над которой расположен трубопровод 23 для подачи моющего состава. (Тонкими линиякга на фиг. 1 изображена шлифовальная головка в, поднятом крайнем положении, при котором производится замена абразивных камней На специапьные опоры между peльcoвы и напраншяющикш, по которым передвигается самоходный портал, несущий вышеописанные механизмы со шлифовальными головкамн 12 устанавливают шлифуемое изделие. После чео передвигают самоходный портал с поднятыми щлифовальными головками 12 нескольо выше уровня шлифуемого изделия. В ужном месте самоходный портал останавивают и посредством винта 14, ролика 1,5 щарнирно-рычажной системы 16, 17, 19 и 2О опускают необходимые щлифоьальные головки 12 на шлифуемую поверхность. Вклюают двигатели шлифовальных головок 12. с дновременной подачей моющего состава под них, и перемещая самоходный портал, шлифуют изделие. При шлифовании изделий со сложным KQHгуром в плане, т.е. при наличии сужений или расширений. шлифуемой поверхности, ширину захвата шлифования изменяют без остановки портала путем передвижегшя каретки 3 на роликовых опорах 5 по направляющим балкам 6 посредством зубчатого колеса 8, маховика 9 и рейки 7 или путем отключения двигателя одной из головок и подъема ее над изделием посредством винта 14 при наличии на пути головки, например, проема. В зависимости от конфигурации шлифуемого изделия шЛифовальчые головки могут быть не только сдвинуты или раздвинуты посредством кареток, но и развернуты в любую сторону с помощью рычага 21, CBstзанного с гайкой 1, установленной с возможностью вращения в корпусе каретки 3, причем рычаг 21 разворачивает каретку, например, при обходе проема, Шарнирнорычажная подвеска шлифовальных головок -. кфленцу 2 и рычажно-винтовой механизм их подъема обеспечивают условия для регулирования давления абразивных камней на шлифуемую пенерхность; так как при нали ии зазора между концом винта 14 и ро абразивные камни прижаты к щлифуемой поверхности всем весом головки 12, а при давлении винта 14 на ролик 15 головка 12 оказывается в годвешанном положении, при котором давление абразивных камней на шлифуемую поверхность снижаемся. Уменьшенное давление абразивных камней на шлифуемую поверхность позволяет получить более высокое качеств шлифования при чистовом проходе. Одновременно с чистовым проходом в контак со шлифуемой поверхностью вводят моющую щетку 2i и обильно подают моющий состав в зону щетки из трубопровода 23, т.е. совмещают мойку поверхности с чистовым шлифованием Возможность получить необходимую комбинацию расположения шлифовальных головок при шлифовании изделий, имеющих различную конфигурацию в плане, делает машину универсальной.
Формула изобретения
1. Машина для шлифования, содержащая самоходный портал с приводом для его перемещения, несущий шлифовальные головки, имеющие винтовые механизмы их независимого подъема, отличающаяся тем, что с целью расщирення технологических воз1 |Е кностей машины, повышения качества и производительности шлифования, мащина снабжена установленными подвижно на портале каретками, на ко торых шарнирно установлены шлифовальные головки, при этом винтовой. механизм подъема каждой головки выполнен в виде несущего шлифовальную головку кронштейна, укрепленного на гайке, устаноеленной : возможностью поворота в каретке W щарнирных тяг, связанных с головкой и контактирующих с винтом механизма подъема. 2. Мащина по п. 1, отличающйя с я тем, что снабжена приводимой во j вращение моющей щеткой и трубопроводом для подачи моющего состава, уствмовп нкы т на самоходном портале.
Источники информации, приняты во во вн маниэ при экспартизб:
1 Авторское свидетельство № 410923, кл. В.24 В 7/18, 1971.
2. Авторское свидетелыатво № 459325, кл. В 24 В 7/.18, 1973.
Фиг.1
.Z
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для шлифования | 1978 |
|
SU745652A1 |
| Устройство для обработки внутреннихпОВЕРХНОСТЕй ТЕл ВРАщЕНия | 1979 |
|
SU841920A1 |
| Машина для шлифования каменных и бетонных поверхностей | 1983 |
|
SU1144854A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНЫХ ПЛИТ | 1993 |
|
RU2065806C1 |
| Машина для шлифования | 1989 |
|
SU1646803A1 |
| МАШИНА ДЛЯ ОЧИСТКИ БЕРД | 1971 |
|
SU307132A1 |
| Установка для шлифования каменных и бетонных изделий | 1974 |
|
SU612804A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| Станок для чистки и заточки гарнитуры валиков текстильных машин | 1984 |
|
SU1341266A1 |