Известна машина для очистки берд ткацких станков от пуха и пыли и шлифования зубьев берда, применяемая в различных отраслях текстильиой промышленности.
Машина содержит механизм подачи берда шлифовальный механизм, механизм щеток, привод и аспирационпое устройство.
Недостатком машины является необходимость чистки берда в два прохода, с каждой стороны отдельно. Установка берда производится при остановленной машине, что удлиняет цикл работы.
С целью повышения производительности машины и улучшения очистки берда в предлагаемой машине механизм подачи берда состоит из нескольких пар вертикальных приводных роликов и нескольких пар прижимных роликов. Для наиравления берда имеются верхние и нижние направляющие, выполненные с возможностью изменения расстояния между ними.
В предлагаемой машине шлифовальный механизм содержит две шлифовальные головки, несущие камни, шарнирно-рычажную систему, сообщающую головкам возвратно-поступательное движение, и механизм развода головок, имеющий пару рычагов, шарнирно закрепленных на одной оси и кинематически связанных с двуплечим рычагом, получающим колебательное движение от пневмопривода. Кроме того, шлифовальный механизм содержит щетки для предварительной очистки зубьев берда, шарнирно соединенные с рычагами механизма развода головок и кинематически связанные с последними.
Механизм щеток содержит круглые вращающиеся и приводимые в возвратно-nociynaтельное движение щетки.
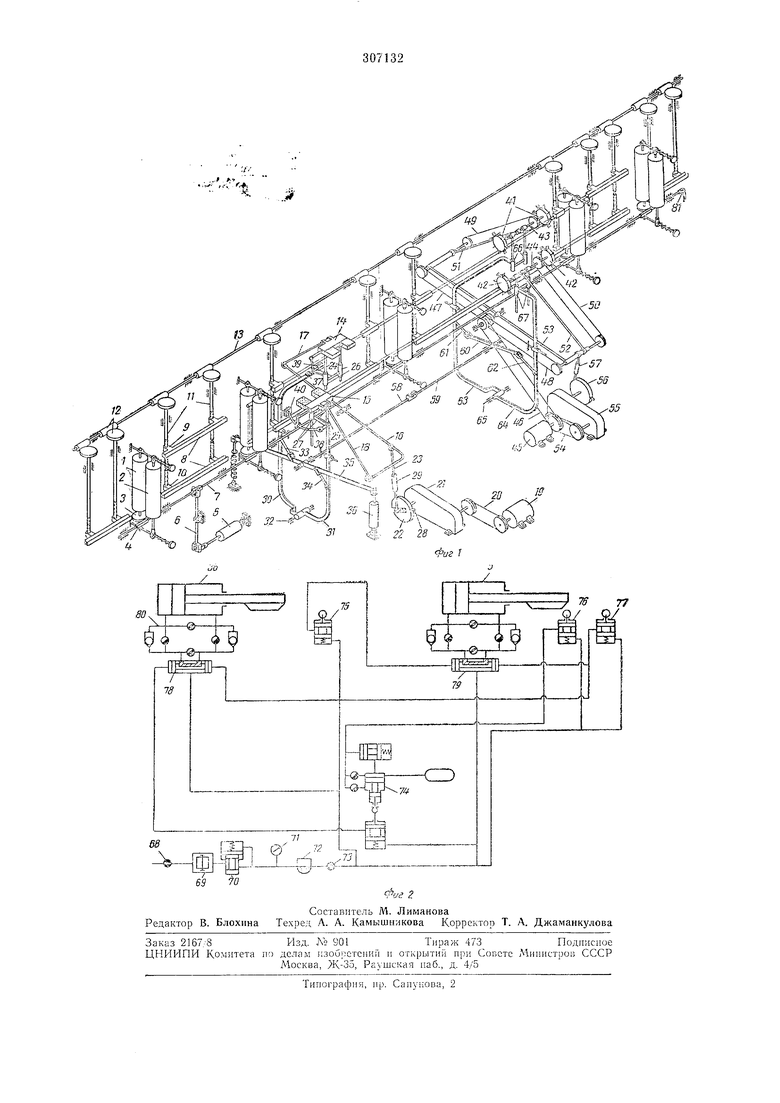
На фиг. I изображена кинематическая схема машины; на фиг. 2 - пневматическая схема.
Машина содержит следующие основные механиз.мы: механизм подачи берда, шлифовальный механизм, механизм щеток, пневмопривод и асп 1рационное устройство.
Механизм подачи берда служит для зажима берда и периодического перемещения его через зону чистки и состоит из нескольких пар вертикальных приводных транспортирующих роликов 1 и прижимных роликов 2.
На валу приводного ролика 1 подвижно посажена шестерня 3 со смонтированной внутри нее роликовой муфтой обгона. Шестерня 3 взаимодействует с рейкой 4, имеющей возвратно-поступательное пере.мещение от пневмоцилиндра 5 посредством рычага б и про.межуточных штоков 7, связывающих все рейки. Благодаря муфте обгона шестерня 3 вращает приводной ролик только в одну сторону, в другую же он проворачивается свободно за счет сраПрижимный ролик 2 каждой пары подпружинен и также имеет муфту обгона (не показана)7 работающую в обратном паправлении относительно муфты .приводного ролика, что устраняет .возможноств нёрем(щения берда , обратном ходе реек,..
Механизм подачей-,,берл;аимфт направляющие 8 для берда.закрёплевдщё на гайках 9 и 10, имеющих левую и правую резьбу и установленных на ходовых винтах П, последние приводятся в действие с помош,ью червячных пар 12 и соединяющих их тяг 13 в случае необходимости изменения расстояния между направляющими 8 (при обработке берд различной высоты).
Шлифовальный механизм содержит две шлифовальные головки 14, 15, несущие камни, шарнирно-рычажную систему, сообщающую головкам возвратно-поступательное движение, механизм развода головок и двуплечий рычаг 16, к концам которого крепятся два шатуна 17 и 18. Верхние головки щатунов шарнирно соединены со шлифовальными головками 14 и 15. Рычаг 16 получает колебательное движение от электродвигателя 19 посредством клиноремеиной передачи 20, редуктора 21, кривошипа 22 и шатуна 23.
Для сообщения головкам прямолинейного движения служат штоки 24 и 25, запрессованные в корпусах головок, и направляющие 26 и 27. Радиус кривошипа можно изменить путем вращения регулировочного винта 28, а длину щатуна - посредством стяжки 29, что позволяет регулировать ход шлифовальных головок в зависимости от длины зубьев берда.
Механизм развода шлифовальных головок содержит пару рычагов 30 и 31, с одного конца шарнирно закрепленных на одной оси 32, а на другом несущих направляющие 26 и 27 для шлифовальных головок и соединенных рычагами 33 и 34 с двуплечим рычагом 35, получающим колебательное движение от пневмоцилиндра 36. На рычагах 30 и 5/ шарнирио с помощью рычагов 37 и 38 закреплены щетки 39 и 40, также шарнирио соединенные с корпусами головок и получающие колебательное движение одновременно с последними. Эти щетки служат для предварительной очистки зубьев берда от нуха и ныли перед шлифованием.
Механизм щеток нредназначен для очистки берда круглыми вращающимися щетками, сообщения щеткам возвратно-поступательного движения вдоль зубьев берда и развода щеток во время подачи берда. Он содержит две пары щеток 41 и 42, установленных на валах 43 и 44 и получающих вращение от электродвигателя 45 с номощью системы клиноременных передач 46-50.
Передача возвратно-ностунательного движения щеткам осуществляется аналогично передаче движения шлифовальных головкалг.
51 н 52, соедипе1П1ых с двуплечим рычагом 53, который получает ко-лебательное движение от электродвигателя 45 посредством клипоремеиной нередачи 54, редуктора 55, кривошипа 56 н шатуна 57. Развод щеток осуществляется также от пневмоцилиндра 36 с помощью рычага 35, валов 5S и 59 и системы рычагов 60-64. Рычаги 63 и 64 шарнирно закреплены снизу на оси 65 и несут на верхних концах нанравляющие 66 и 67 для сообщения прямолинейного движения щеткам.
Пневмопривод содержит два нневмоцилиндра 5 и 56, причем нневмоцилиндр 5 служит для перемещения берда, а нневмоцилиидр 36 - для отвода щеток и камней. Аппаратура подготовки воздуха для очистки поступающего из магистрали сжатого воздуха от механических примесей и подачи его иод заданным постоянным давлением содержит муфтовый крап 68 для отключения пневмосистемы от магистрали, фильтр-влагоотделитель 69, регулятор 70 с манометром 71 и маслораспылитель 72, а также имеется контрольно-регулирующая апнаратура, которая служит для подачи сжатого воздуха в пневмоцилиидры для сообщения штокам цилиндров возвратно-поступательного движения в заданном режиме и состоит из крана 73 управления, реле 74 времени для иодачи пневмонмиульсов через определенные заданные промежутки времени трехходовых клапанов 75-77, дающих пневмосигнал при нажатии па них в крайних положениях штоков, ниевмодилнндра, двух воздухораспределителей 78 и 79 для измеиения направления потока сжатого воздуха и четырех дросселей с обратными клапанами 80 для регулирования скорости неремещення штоков нневмоцилиндров.
Аснирацнонное устройство (на фиг. не изображеио) содержит центробежный вентилятор, г ылеотделитель и ряд всасываюших сопл п отводящих трубопроводов. Машина работает следующпм образом. Устаповку и съем берд ироизводят вручную при рабочей машине.
Шлифовальные головки 14 и 15 совершают возвратно-ностунательные движения в противоположных друг другу нанравлениях.
Камни в головках различны но структуре. Первым по ходу берда расположен более твердый камень, состоящий в основном из двуокпсн кремния, который шлифует ребра зубьев, а второй камень мягче н иредназначен для скругленпя кромок зубьев.
По мере продвижения бердо подвергается обработке круглыми вращаюид,имися щетками 4J и 42, совершающими возвратно-поступательные движенпя в противоположных направлениях, причем иеремещение берда нрерывистое н шлифование и чистку берда осуществляют во время его остановки.
Работа машины происходит по замкнутому циклу в следующей очередности.
Команду на начало цикла дает реле 74 времени. По этой команде срабатывает воздухораспределитель 78, управляюпдий пневмоцилиндром 36 отвода щеток и камней. Пневмоцилиндр 36 приводит в действие рычажные системы щлифовальпого механизма и механизма щеток, в результате действия которых разводятся головки с камнями н щетки. В крайнем положении срабатывает трехходовой клапан 75, дающий пневматический импульс воздухораспределителю 75, управляющему ппевмоцилиндром 5 механизма подачи берда. Пневмоцилиндр 5 толкает рейки 4 транспортирующих роликов, которые перемещают бердо на один щаг, затем в крайнем переднем положении рейка крайних транспортирующих роликов нажимает на трехходовой клапан 77 и конечный выключатель, при этом клапан 77 дает команду на реверс пневмоцилиндров, а конечный выключатель - сигнал счетчику импульсов (на фиг. не изображен).
Головки с камнями и щетки устанавливаются в положение чистки, а рейки транспортирующих роликов возвращаются в исходное положение, при этом срабатывает трехходовой клапан 76, который заводит реле 74 времени. В дальнейщем цикл повторяется в той же последовательности. Через два цикла на третий по команде счетчика импульсов происходит реверс электродвигателя механизма щеток.
Таким образом, каждый участок берда очищается щетками, вращающимися сначала в одну сторону, затем в другую, что способствует лучшей очистке ззбьев у планок берда. Подача берда может осуществляться вручную с помощью рукоятки 81, закрепленной на рейке выходных транспортирующих роликов.
Предмет изобретения
1. Машина для очистки берд, содержащая механизм подачи берда, шлифовальный механизм, механизм щеток, привод и асппрационное устройство, отличающаяся тем, что, с целью повышения производительности и улучшения качества обработки, механизм подачи берда состоит из нескольких пар вертнкальпых приводных роликов и нескольких нар прижимных роликов, а также верхней и нижней направляющих для берда, выполненных с возможностью изменения расстояния между ними, щлифовальный механизм содержит две
шлифовальные головки, несущие камни, шарнирно-рычажную систему, сообщающую головкам возвратно-поступательное двпжение, и механизм развода головок содержащий пару рычагов, щарнирно закрепленных на одной оси
и кинематически связанных с двунлечим рычагом, получающим колебательное движение от пневмопривода, механизм щеток содерл-сит круглые вращающиеся и приводимые в возвратно-поступательное движение щетки.
2. Машина по п. 1, отличающаяся тем, что, щлифовальпый механизм содержит щетки для предварительной очистки зубьев берда, шарнирно соединенные с рычагами механизма развода головок и кинематически связанные с последними.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для очистки РЕМИЗОК ТКАЦКИХ СТАНКОВ | 1970 |
|
SU271397A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС | 1994 |
|
RU2074794C1 |
| СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ОБУВНОЙ КОЛОДКЕ И ЗАПРЕССОВКИ В НИХ ВТУЛОК | 1966 |
|
SU178473A1 |
| ЭЛЕКТРИЧЕСКАЯ ЗУБНАЯ ЩЕТКА | 2000 |
|
RU2270638C2 |
| Машина для шлифования | 1975 |
|
SU569435A1 |
| АВТОМАТ ДЛЯ ОТРЕЗКИ И ЗЕНКОВАНИЯ ТРУБОК | 1973 |
|
SU366035A1 |
| АВТОМАТИЧЕСКАЯ линия для свАрКи КОЛЁС | 1968 |
|
SU219721A1 |
| СТРОГАЛЬНЫЙ СТАНОК | 1972 |
|
SU349498A1 |
| Устройство для изготовления проволочных щеток | 1988 |
|
SU1618382A1 |