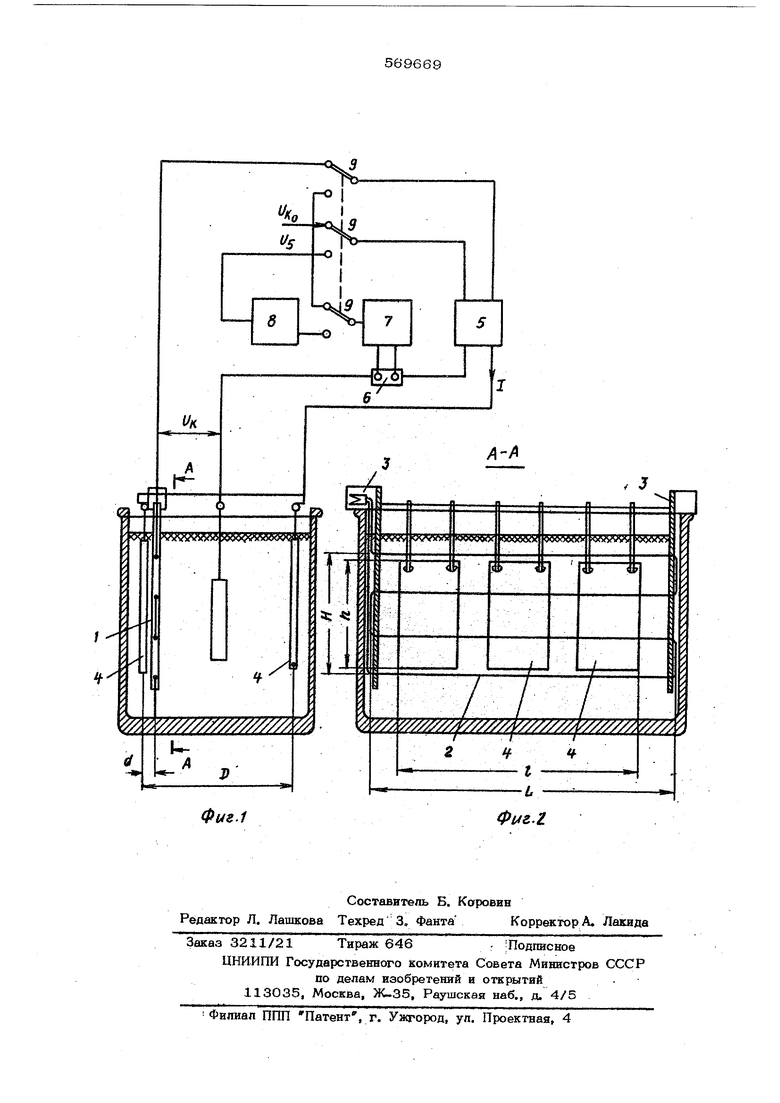
(54) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ СРЕДНЕЙ ПЛОТНОСТИ ТОКА В ГАЛЬВАНИЧЕСКОЙ
ВАННЕ между крайними секциями постоянного рабочего эпектрода. Рассгоякие Н между крайними проводни ками рамки дополнительного электрода выбирается больше высоты ,)l постоянного рабрчего электрода. В результате сеЧение рам дополнительного электрода будет не мевыпе площадки постоянного рабочего элек трода$ра{ и Ьгранидёно 1сверзсу площадью про дольвого сечения ванны .S В результате такого выполнения и распо ложедая дополнительного .электрода;он оказывается iaa наибо лее отдаленной от обрабатываемыз деталей эквипотенциальной поверхности, потенциал которой И ц. мало меняется риизменении расположення обраба ti aeMbix деталей и зависит только от их эффективной поверхности загрузки $ вф. С аффективной поверхностью заг узкн&эф и током ванны i;g,noTemBian.U, связан однр жачной нелинейной зависимостью npnU COTiat , которая при данной конструк ции и расположении дополнительного электрода не меняется при изменении положения обрабатываемых деталей в ванне. Работа устройства вклкгаает две стадии: измерение эффективной поверхности и подде жанн4 средней плотности тока. На стадии, измерения поверхности автомв j программный блок 9 подает посто яннный потенциал U| на задающий вход АСР 5. На вход обратной связи подается п тенциал дополнительного электрода 1, и АС с высокой точностью обеспечивает выполнение условия и, и,о. Одновременна блок 9 подключает сигнал, пропорциональный току ванны выхода усилителя 7 на вход блока 8, В блоке 8 происходит преобразование сигнала тока ванны Ij в сигнал Ug .пропорциональный ф(|хэктивной поверхности загруженных детазаложенной в в соответсгвии с ) при U,corfsi блок Зависимостью С S В блоке В сигнал U запоминается. На стадии поддержания плотности тока блок 9 отключает вход блока 8, переключает сигнал Ug на задаюишй вход АСР 5, а сигнал с выхода усилителя 7 на вход обратной связи АСР 5. АСР 5 поддерживает значение тока ванны, пропорциональное Uy. ,т. е. эффективной поверхности . Средняя плотность тока гальванической ванны при этом постоянная. Ф ормула йзобрегения Устройство для автоматического регулн рования средней плотности тока в гальванической ваннеicoдержащее рабочие постоянные электроды и один дополнительный электрод виде рамки, автоматическую систему регулирования тока и напряжения, шунт, усилитель сигнала шунта, блок п{ еобразования Е запоминания сигнала и аБтоматичес||ий программный блок, отличающееся тем , что, с целью уменьшения вяияни,я мес га завески деталей на точность рет улнрования, дополнительный электрод установлен на расстояния от однслЮ из постоянных электродов, не превышающем 0,1 расстояния между постоянвыми электродами, при этом площадь контура рамки дополнительного электрода не меньше ппошади постоянных злектродов. Источники информации, принятые во внимание пра экспертизе: i. Корояенко Н. К,(Источники .и регулирование тока в цехах электрохимической обработки металлов, Энергия, М,, Л., 1964, е. с. 152-159, 176.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения площади катода в гальванической ванне | 1987 |
|
SU1468986A1 |
| Устройство стабилизации скорости осаждения металла в гальванической ванне | 1989 |
|
SU1633018A2 |
| Устройство для автоматического определения выхода по току | 1978 |
|
SU771198A1 |
| Устройство стабилизации скорости осаждения металла в гальванической ванне | 1986 |
|
SU1357469A1 |
| Способ измерения поверхности де-ТАли | 1979 |
|
SU808564A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ЗАДАНИЯ ТОКА В МНОГОПОЗИЦИОННОЙ ГАЛЬВАНИЧЕСКОЙ ВАННЕ | 1967 |
|
SU195822A1 |
| Способ регулирования плотности тока при гальванообработке | 1990 |
|
SU1778199A1 |
| Устройство для автоматического регулирования плотности тока в гальванической ванне | 1980 |
|
SU889754A1 |
| Устройство для автоматического регулирования процессов электролиза | 1990 |
|
SU1740502A1 |
| Устройство автоматического измерения и регулирования плотности тока в гальванической ванне | 1976 |
|
SU600217A1 |