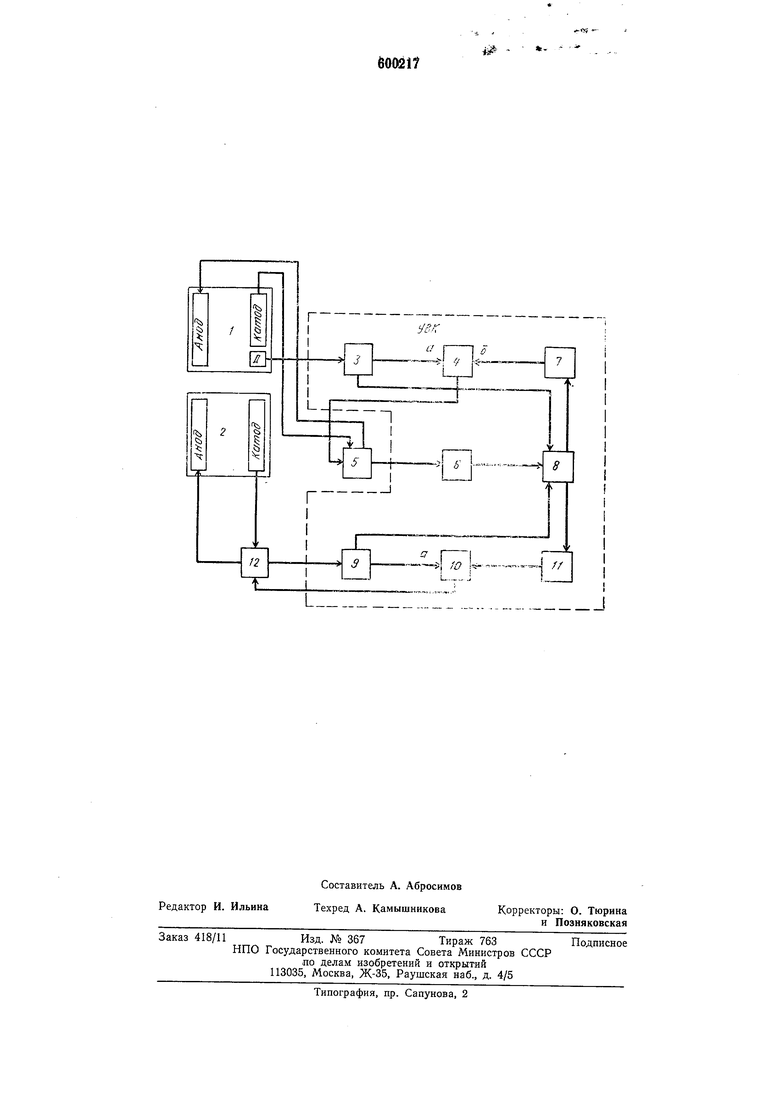
4 и 10 мощности и УВМ 8 составляют управляющий вычислительный комплекс (УВК)Устройство для автоматического измерения и регулирования плотности тока работает следующим образом.
Управляющая вычислительная машина (УВМ.), на основании сменно-суточного задания, включающего шифр деталей, количество деталей и приоритетность их обработки, рассчитывает оптимальную последовательность подачи деталей на загрузку гальваноавтомата. Подвески с деталями поочередно попадают в ванну 1 ЭХО, в которой стационарно установлен измерительный электрод.
Сопротивление в цепи измерительного электрода, шунт и управляющая обмотка силового магнитного дросселя блока 12 питания подключены к УВК.
При поступлении подвески в ванну ЭХО информация о величине тока ванны ЭХО и о величине тока измерительного электрода поступает на преобразователь 6 и преобразователь 3 соответственно, где преобразуется в частоту следования импульсов и через фильтры низкой частоты поступает на устройства ввода аналоговой информации УВМ.
УВМ вычисляет значение площади (5) загруженных в ванну ЭХО деталей и значение средней плотности тока, которое должно быть установлено в цепи измерительного электрода с учетом коэффициента конфигурации /С, хранящегося в памяти УВМ 8. После этого УВМ через преобразователь 7 выставляет на входе б усилителя 4 мощности, нагрузкой которого является управляющая обмотка силового магнитного дросселя блока 5 питания, эталонное значение средней плотности тока.
Па вход а усилителя 4 мощности с преобразователя 3 поступает информация о текущем значении плотности тока, снимаемая с солротивления, включенного в цепь измерительного электрода.
При отклонении текущего значения плотности тока от эталонного значения средней плотности тока на выходе усилителя мощности 4 возникает сигнал, пропорциональный разности.
и. -и, -Ш,(1)
PICK этал
где p,j.jj-значение падения напряжения на сопротивлении в цепи измерительного электрода при протекании по нему тока, соответствующего текущему значению тока; Рэта -заданное падение напряжения
на сопротивлении.
Ток ванны ЭХО будет изменяться до тех пор, пока разностный сигнал на выходе усилителя 4 мощности не станет равным 0.
При поступлении этой же подвески и рабочую ванну 2 УВМ в соответствии с выражением
5
(2)
А:,
S - поверхность деталей; /в - общий ток ванны ЭХО I; рв. э. - плотность тока, которая устанавливается на поверхности измерительного электрода;
К - коэффициент конфигурации и выражением
/в 5.рдвт,(3)
где рдет - плотность тока, устанавливающаяся на поверхности детали, выдает команду на установку вычисленного эталонного значения тока в рабочей ванне 2.
Эталонное значение тока рабочей ванны 2 поступает с выхода УВМ через преобразователь И на вход б усилителя 10 мощности; одновременно с этим сигналом на вход а усилителя 10 мощности, нагрузкой которого является
управляющая обмотка силового магнитного дросселя блока 12 питания, поступает сигнал о текущем значении тока рабочей ванны 2, снимаемый с шунта блока 12 питания и проходящий через преобразователь 9, который
поступает также и в УВМ для «онгроля.
Формула изобретения
Устройство для автоматического измерения
и регулирования плотности тока s гальванической ванне, -содержащее ванны электрохимического обезжиривания и рабочую, соединенные последовательно измерительный электрод, управляющий вычислительный комплекс и блоки питания, отличающееся тем, что, с целью уменьшения погрешности, возникающей из-за нестабильности технологических параметров рабочей ванны, блоки питания ванн электрохимического обезжиривания и рабочей снабл ены шунтами, измерительный электрод стационарно установлен в ванне электрохимического обезжиривания, входы управляющего вычислительного комплекса подключены к дополнительно включенному в цепи измерительного электрода сопротивлению и к блоков питания обеих ванн, а выходы - к блокам питания этих ванн.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР №395925, кл. С 23В 5/08, 1970.
2.Авторское свидетельство СССР №487165, кл. С 23В 5/68, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система контроля средней толщины гальванических покрытий на деталях | 1979 |
|
SU775196A1 |
| Устройство для автоматического измерения и регулирования плотности тока в гальванической ванне | 1980 |
|
SU953015A2 |
| Устройство для автоматического регулирования плотности тока в гальванической ванне | 1980 |
|
SU889754A1 |
| Устройство для автоматического определения выхода по току | 1978 |
|
SU771198A1 |
| Способ контроля средней толщины гальванических покрытий на деталях | 1979 |
|
SU775197A1 |
| Способ автоматического управления равномерностью гальванических покрытий | 1976 |
|
SU621809A1 |
| Устройство для автоматического контроля толщины и скорости осаждения покрытия на деталях в гальванической ванне | 1986 |
|
SU1340248A1 |
| Способ измерения площадидЕТАли пРи гАльВАНичЕСКОМпРОцЕССЕ | 1979 |
|
SU798199A1 |
| Способ регулирования средней плотности тока при гальванообработке | 1989 |
|
SU1650794A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ЗАДАНИЯ ТОКА В МНОГОПОЗИЦИОННОЙ ГАЛЬВАНИЧЕСКОЙ ВАННЕ | 1967 |
|
SU195822A1 |