1
Изобретение относится к области неразрушаютчего контроля качества изцелия и может быть применено, например, при контроле операции пропитки рулонного наполнителя в технологическом процессе язготовпения крупногабаритных изделий из армированного 1|ыатериала.
Известен и широко применяется способ определения качества пропитки - способ Сухого остатка i . Этот способ не позволяет получить сведения о таких показатепях. качества пропитанного материала, как распределение связуютпего вешества по структуре наполнителя, взаимодейстере поверхности наполнителя со связующим соСтавом.
Известен также способ опрепеления качества пропитанного материала, заключающийся в измерении разности весов до и после пропитки f 2 ..
В этом способе также отсуствутот сведения о распреаелении связующего вешества по структуре наполнителя и взаимодействий поверхности наполнителя со связуюшим сое-тавом (адгезионные характеристики и т.п.)-. Кроме того, способу свойственно транспортное запаздывание контроля, т.е. врех(ет1ная зааержка результата анализа.
Исслеаования в области пропитки, выполненные в последнее время, показывают, что именно эти. показатели качества npomiraiiного материала во многом определяют его физико-механические характеристики.
Цель изобретения состоит в увеличений точности и надежности определения качеств пропитанного материала.
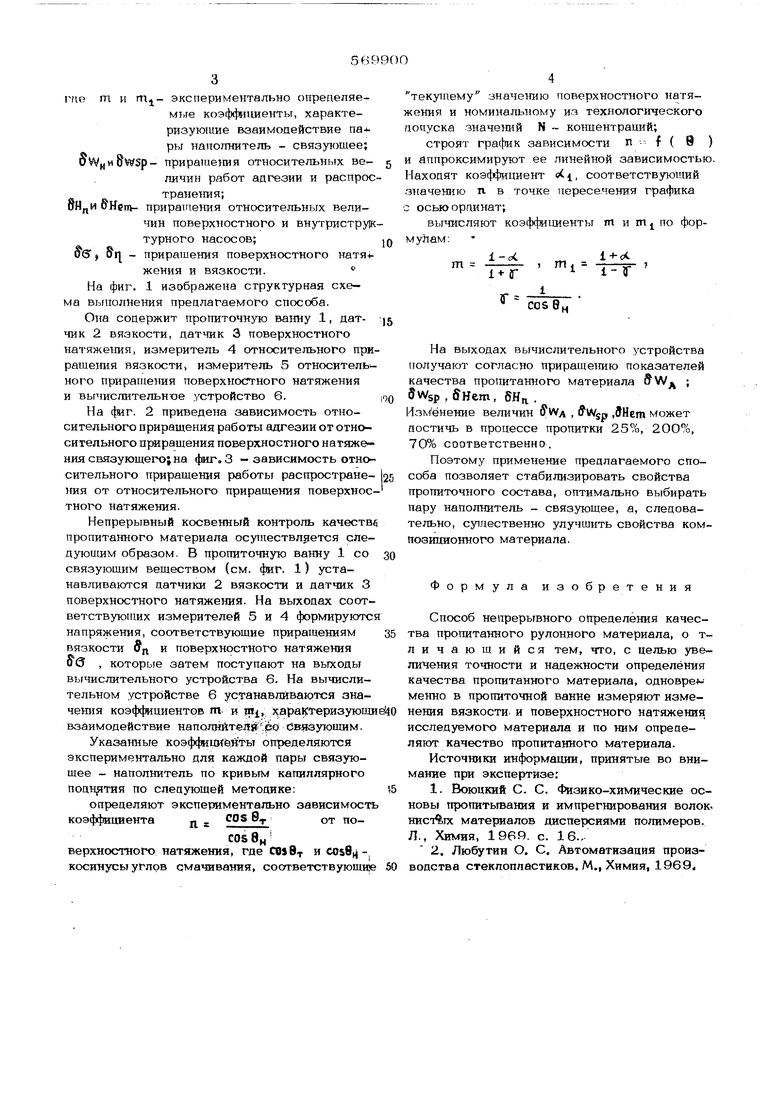
Поставленная цель достигается тем, что непрерывно измеряют в пропиточной ванне приратаения относительно номинальных зна.чений вязкости и поверхностного) натяжения связующего и по ним, определяют прираше.ния показателей ттропитанного материала: работ ацгезии в распространения, внутриструктуртого и поверхностного насосов из соотношений:
(5)2(l + m)5в (P +2()ff6,
+ 2Jerj)-ii
П.(1- -28в
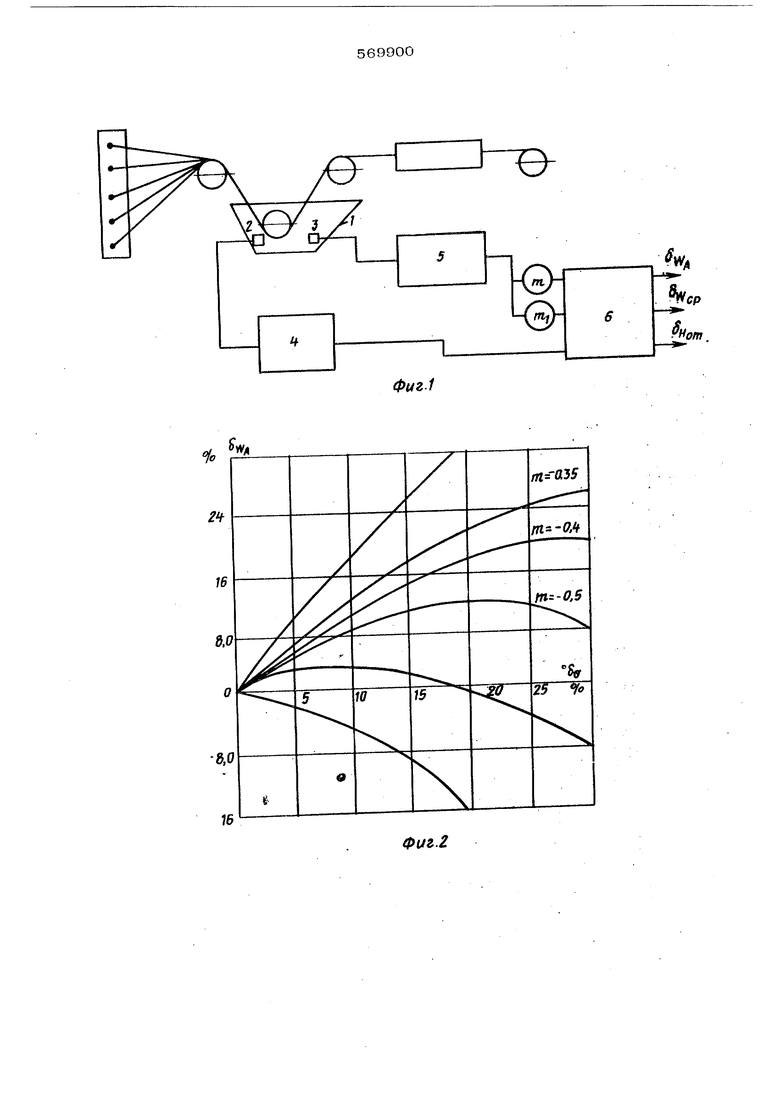
. рце m и rrij- экспериментально определяемые коэффициенты, характеризующие взаимодействие наполнитель - связующее; (/„MSv Sp- прира це1шя относительных величин работ адгезии и распрос транения; оНдИ &Нет- прираитения относительных величин поверхностного и внутристру1к турного насосов; US) Oi| - прирашения поверхностного натя+жения и вязкости. На фиг, 1 изображена структурная схема выполнения предлагаемого способа. Она содержит пропиточную вагшу 1, датчик 2 вязкости, датчик 3 поверхностного натяже шя, измеритель 4 относительного при ращения вя.зкости измеритель 5 относительного приращения поверхностного натяжения и вычислительнт)е устройство 6. На 4иг. 2 приведена зависимость относительного приращения работы адгезии ог относительного приращения поверхностного натяжения связующего; на фиг. 3 - зависимость относительного приращения работы распространения от относительного приращения поверхностного натяжения. Непрерывный косвенный контроль качеству пропита1шого материала осуществляется следующим образом. В пропиточную ванну 1 со связующим веществом (см. фиг. 1) устанавливаются датчики 2 вязкости и датчик 3 поверхностного натяжения. На выходах соответствующих и.змерителей 5 и 4 формируютс напряжения, соответствующие приращениям вязкости Sj и поверхностного натяжения 00 , которые затем поступают на выходы вычислительного устройства 6. На вычислительном устройстве 6 устанавливаются значения коэф4нциентов m и т хара1Сгеризующи взаимодействие наполнйтел#;ро Связующим. Указанные коэффицйёеты определяются экспериментально для каждой пары связующее - наполнитель по кривым капиллярного поднятия по следующей методике: определяют экспериментально зависимость коэффициентад ,. COS поверхностного натяжения, где COsS и cos8 косинусы углов смачивания, соответствующи-е текущему значе1шю поверхностного Т1атяения и номинальному из технологического опуска значений N концентраций; строят грас)ик зависимости п - f ( 9 ) аппроксимируют ее линейной зависимостью. Находят коэффициент «t , соответствующий .значению и в точке переселения графика осьюораинат; вычисляют коэф4мциенты m и ш по формулам:- т,На выходах вычислительного устройства получают согласно прираще1шю показателей качества пропитанного материала Уд ; 9Wsp,SHem, 5На. Изменение величин WA , ffWjp ,ffHcm может достичь в процессе пропитки 25%, 200%, 70% соответственно. Поэтому применение предлагаемого способа позволяет стабилизировать свойства пропиточного состава, оптимально выбирать пару наполнитель - связующее, а, следовательно, су1лвственно улучшить свойства композиционного материала. Формула изобретения Способ непрерывного определения качества пропитанного рулонного материала, о тличаюши йся тем, что, с целью увеличения точности и надежности определения качества пропитанного материала, одновре -менно в пропиточной ванне измеряют изменения вязкости и поверхностного натяжения исследуемого материала и по ним определяют качество пропитанного материала. Источники информации, принятые во внимание при экспертизе: 1.Воюцкий С. С. 1% зико-химические основы пропнтьгеания и импрегнирования волок. нисАтх материалов дисперсиями полимеров. Л., Химия, 196Я. с. 16., 2.Любутин О. С. Автоматизация производства стеклопластиков. М., Химия, 1969,
tfw
,
cp
%m
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля параметров пропитанного материала | 1975 |
|
SU551548A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПРОВОДЯЩЕЙ РЕЗИНОСТЕКЛОТКАНИ | 2012 |
|
RU2517205C1 |
| Устройство для контроля качества композиционных материалов при их изготовлении | 1986 |
|
SU1385057A1 |
| МАТЕРИАЛ ЗАЩИТНЫЙ КАБЕЛЬНЫЙ | 2003 |
|
RU2235155C1 |
| Устройство для контроля технологических параметров | 1980 |
|
SU877494A1 |
| Пропиточная машина для нанесения покрытий на гибкую рулонную основу | 2020 |
|
RU2766606C1 |
| СПОСОБ ПРОПИТКИ ДЛИННОМЕРНОГО НАПОЛНИТЕЛЯ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2145922C1 |
| СПОСОБ ПРОПИТКИ СЛОИСТЫХ ЗАГОТОВОК НА ОСНОВЕ ТКАНЫХ НАПОЛНИТЕЛЕЙ И ЭПОКСИДНЫХ, КРЕМНИЙОРГАНИЧЕСКИХ И ПОЛИИМИДНЫХ СВЯЗУЮЩИХ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2020 |
|
RU2743422C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДЯЩЕГО МАТЕРИАЛА | 2022 |
|
RU2782268C1 |
| Система автоматического регулирования технологических параметров при намотке изделий из композиционных материалов | 1984 |
|
SU1198482A2 |

УО 5
100
