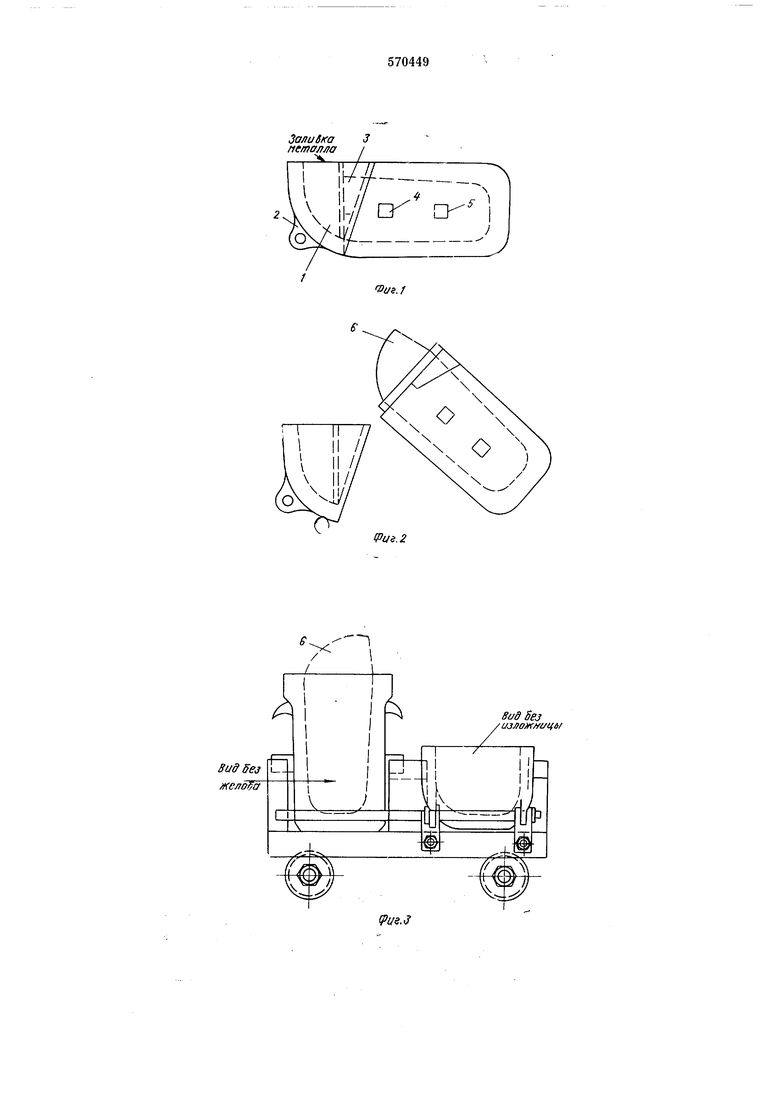
ность стыковки между ними. Замковое еоединение представляет собой пазы, выполненные в боковых гранях приставки, а на боковых гранях корпуса имеются клиновые приливы, которые нри укладке корпуса входят в пазы приставки и тем самым обеспечивают плотность стыковки между полусферической приставкой и корпусом. На двух боковых вертикальных гранях корпуса имеются приливы 4 для поднятия его в вертикальное положение. Для устойчивого положения корпуса в вертикальном положении при транспортировке служат приливы 5, которые входят в пазы стоек, жестко установленных по краям и в середине тележки (см. фиг. 3).
Горизоитальиая изложница работает следующим образом.
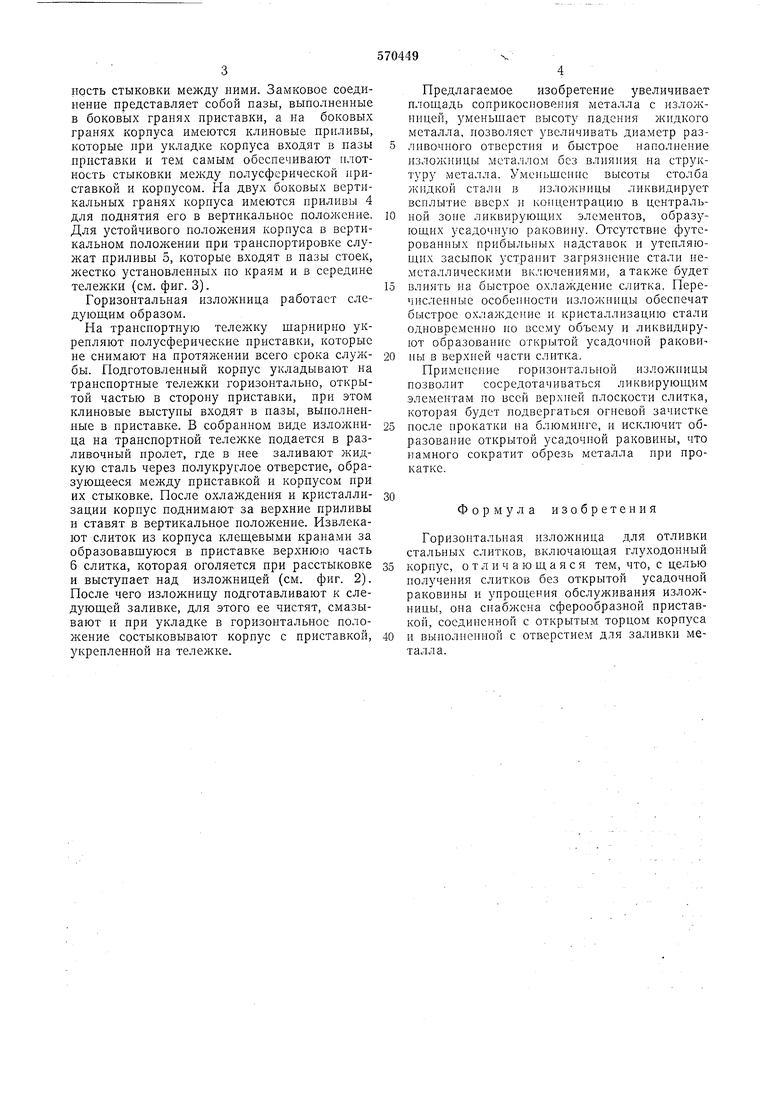
На транспортную тележку шарнирно укрепляют полусферические приставки, которые не снимают на протялсении всего срока службы. Нодготовлеиный корпус укладывают на транспортные тележки горизонтально, открытой частью в сторону приставки, при этом клиновые выступы входят в пазы, выполненные в нриставке. В собранном виде изложница на транспортной тележке подается в разливочный пролет, где в нее заливают жидкую сталь через полукруглое отверстие, образующееся между приставкой и корпусом при их стыковке. После охлаждения и кристаллизации корпус поднимают за верхние приливы и ставят в вертикальное положение. Извлекают слиток из корпуса клещевыми кранами за образовавщуюся в приставке верхнюю часть 6 слитка, которая оголяется при расстыковке и выступает над изложницей (см. фиг. 2). После чего изложницу подготавливают к следующей заливке, для этого ее чистят, смазывают и при укладке в горизонтальное положение состыковывают корпус с приставкой, укрепленной па тележке.
Предлагаемое изобретение увеличивает площадь соприкосновения металла с изложницей, уменьшает высоту падения жидкого металла, позволяет увеличивать диаметр разливочного отверстия и быстрое наполнение изложницы металлом без влияния на структуру металла. Уменьшение высоты столба жидкой стали в изложницы ликвиднрует всплытие вверх и копцеитрацию в центральной зоне ликвнрующих элементов, образующих усадочную раковину. Отсутствие футерованных прибыльных надставок и утепляющп засыпок устранит загрязнение стали неметаллическими включениями, а также будет
влиять на быстрое охлаждение слитка. Перечисленные особенности изложницы обеспечат быстрое охлаждение и кристаллизацию стали одновременно ио всему объему и ликвидируют образование открытой усадочной раковины в верхней части слитка.
Применение горизонтальной изложницы позволит сосредотачиваться ликвирующим элементам но всей верхней плоскости слитка, которая будет подвергаться огневой зачистке
после прокатки на блюминге, и исключит образование открытой усадочной раковины, что намного сократит обрезь металла при прокатке.
Формула изобретения
Горизоптальная изложиица для отливки стальных слитков, включающая глуходонный
корнус, отличающаяся тем, что, с целью получения слитков без открытой усадочной раковины и упрои1ения обслуживаиия изложницы, она снабжена сферообразной приставкой, соединенной с открытым торцом корпуса
и выполненной с отверстием для заливки металла.
Залибка 3 tiema jfo i ч. /
h/#
Q
1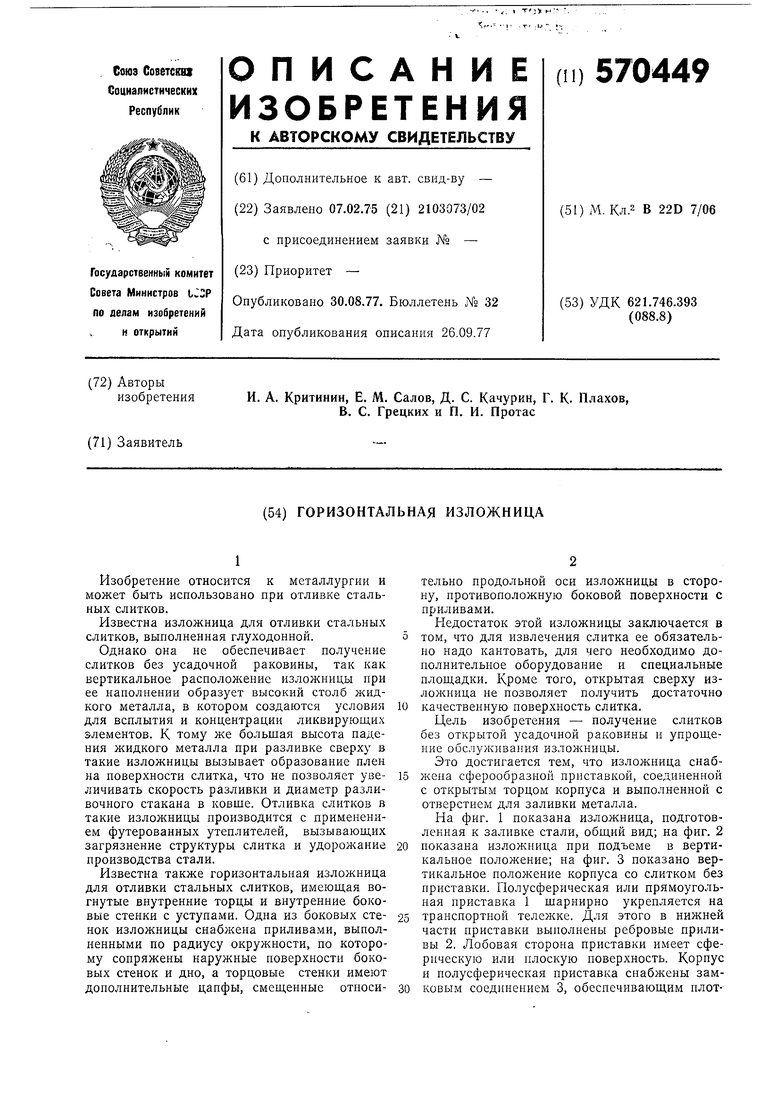
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ разливки ферросплавов | 1982 |
|
SU1084105A1 |
| СПОСОБ РАЗЛИВКИ МЕТАЛЛА СВЕРХУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2023528C1 |
| Способ получения слитков спокойной стали и устройство для его осуществления | 1990 |
|
SU1792795A1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛУРГИЧЕСКИХ ЗАГОТОВОК С ПОРИСТОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2605720C9 |
| Установка для отливки слитков из вакуумированной стали | 1983 |
|
SU1154339A1 |
| Поддон для глуходонных изложниц с эксцентричными цапфами | 1981 |
|
SU1053955A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО СЛИТКА | 2005 |
|
RU2295421C2 |
| СПОСОБ ЛИТЬЯ АЛЮМИНИЕВЫХ ЧУШЕК В ИЗЛОЖНИЦЫ ЛИТЕЙНОГО КОНВЕЙЕРА И КОМПЛЕКС ДЛЯ ЛИТЬЯ | 2010 |
|
RU2457919C2 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ СЛИТКОВ ИЗ МЕТАЛЛОВ И СПЛАВОВ | 1997 |
|
RU2151661C1 |
| Изложница для разливки металла | 1980 |
|
SU910323A1 |
fPui.2
