(54) УСТРОЙСТВО ДЛЯ ОЧИСТКИ, СМАЗКИ И ОХЛАЖДЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНЫХ БЕСШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА И ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2343031C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| Устройство для охлаждения и смазки инструментального блока | 1984 |
|
SU1180132A1 |
| Способ изготовления крупногабаритной кольцевой детали газотурбинного двигателя из жаропрочного сплава на никелевой основе | 2019 |
|
RU2703764C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ФОРМЫ СТАКАН | 2015 |
|
RU2595182C1 |
| Способ изготовления полых изделий с раструбом | 1978 |
|
SU719773A1 |
| Штамп для получения изделий типа глубоких стаканов | 1977 |
|
SU733841A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| Способ прессования трубчатых изделий из порошка и устройство для его осуществления | 1982 |
|
SU1068227A1 |
1
Изобретение касается обработки металлов давлением и относится к устройствам одновременной очистки и смазки инструмента-пуансона и протяжных колец при изготов лении изделий типа цилиндров, стаканов, труб и др. Устройство может быть использовано в куэнечно-прессовом производстверазличных отраслей промышленности.
Известно устройство для очистки смазки и охлаждения инструмента - игл, в котором орган очистки и смазки выполнен в виде дисков.
Недостатком известного устройства является, необходимость перемещения дисков на позицию заправки смазкой и обратно, в рабочее положение, что снижает производительность устройства ij.
Известно также устройство для очистки смазки и охлаждения инструмента - пуансона и протяжных колец при прессовании, содержащее элементы очистки и смазки, выполненные в виде щеток или форсунок для распь Лония смазки на поверхность инструмента, ..смонтированных на приводной головке, при;чем вся головка снабжена механизмом для
ее подачи в рабочую зону пресса и раскрывания 2 j.
Производительность такого устройства мала из-за невоз 1ожности одновременплго 5 проведения операций очистки, смазки и ох- лалщения инструмента.
Цель изобретения - повышение пронзво дительности путем совмещения операций очистки и смазки прессового HHCTpyNioHTa, 0 а упрощение конструкции устройсти.ч,
Указанная цель достигается тем, что элементы очистки и смазки выполнены в виде эластичного кольца, охватывающего пуансон, установленного с возможностью 5 перемещения вдоль пего и связанного с ним посредством продольных гибки.Ух .-пг При этом эластичное кольцо вьиюлнено в виде пружинной проволочной губки.
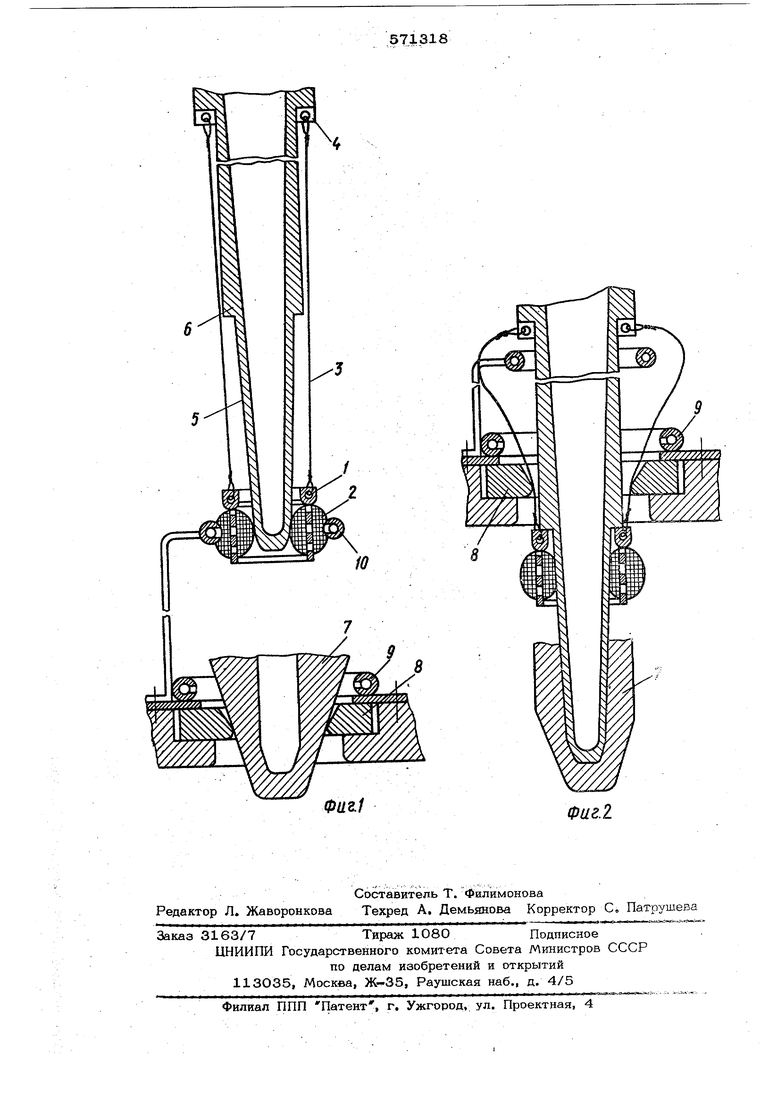
На фиг., 1 изображено устройство для 0 очистки, смазки и охлаждения прессового инструмента р нерабочем положении; на фиг. 2 - то же, устройство в рабочем положении.
Устройство содерйигг кольцевой перфори-
25 ровапный корпус
к которому крепится
эластичное кольцо 2. Гибкими тягами 3 корпус соединен с хомутом 4, который жестко закреплен выше рабочей части пуансона 5 на пуансонодержатеяе 6. Для охлаждения инструмента посЛе про- 5
тяжки заготовки 7 через протяжное кольцо 8 установлена кольцевая брызгалка 9. Подается смазка на эластичное кольцо по кольцевому коллектору 1О.
Чистка и смазка инструмента происходит в процессе штамповки следующим образом.
В разомкнутом положении инструмента из кольцевого коллектора 10 смазка впрыс кивается в эластичное кольцо, которое находится на конце пуансона. При сближении инструмента в начале протяжки заготовки 7 эластичное кольцо упирается в заготовгку и сдвигается по пуансону вверх, производя его смазку и очистку внутренней поверхностью.
Проталкиваемое далее в зазор между пуансоном и протяжными кольцами, эластичное кольцо очищает и смазывает их. При обратном ходе пуансона эластичное кольцо задерживается, упираясь в нижнюю часть протяжного кольца и сдвигается по пуансону вниз в исходное положение, определяемое длиной ограничивающих гибких тяг 3, затем протягивается через кольца.
Смазка прессового инструмента происхог дит за счет его геометрии, т. е. при движении эластичного кольца по конусной поверхности пуансона и колец. Объем эластичного кольца, сжимаемого между корпусом 1 инструментом, уменьшается, за счет чего из эластичного кольца выдавливается на рабочую поверхность пуансона смазка.
Применение предложенного устройства исключает дополнительные затраты времени на вспомогательные операции чистки и смаэки за счет объединения их с основной опетельность оборудования при общей простоте конструкции устройства.
Формула изобре те н и я
Источники информации, принятые во внимание при экспертизе:
.2, с. 26, фиг. 10.
