О о- Gk-
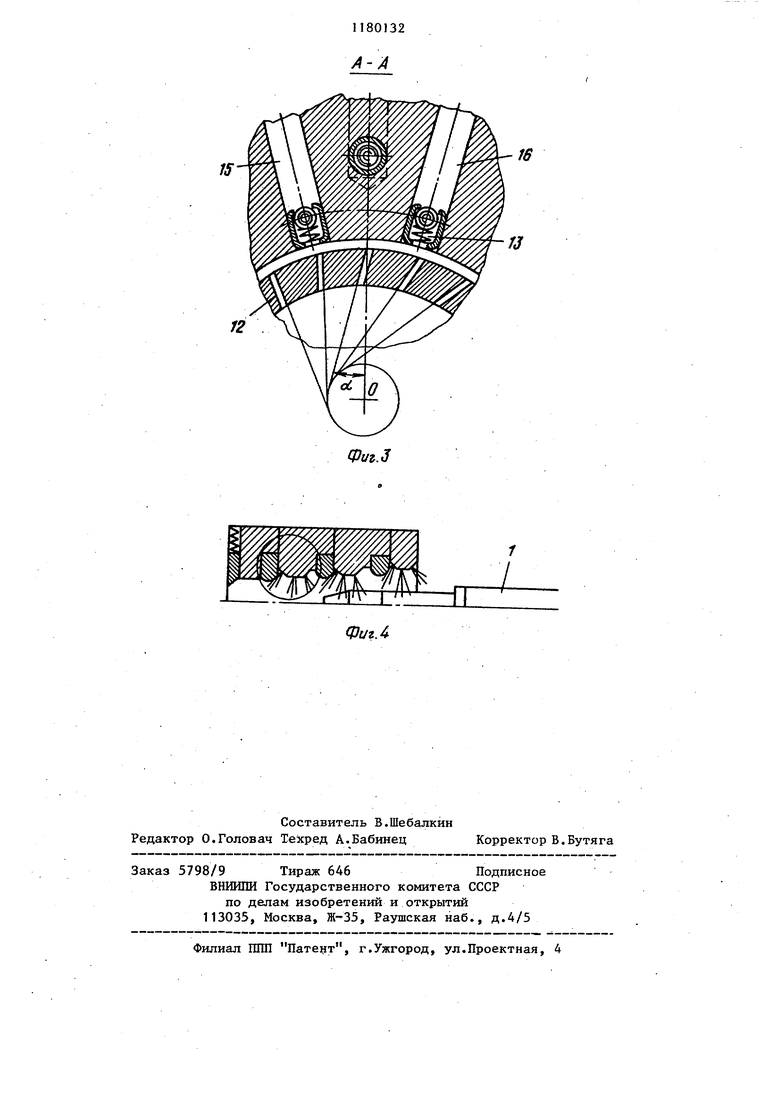
иг.1 Воздух Охлаждение Смазка 17 1 Изобретение относится к обработке металлов давлением, а именно к устройствам для охлаждения и смазки инструмента в процессе лротяжки нагретых заготовок на лротяжных прессавтоматах. Цель изобретения - экономия смазочного материала. На фиг.1 изображено устройство для охлаждения и смазки инструментального блока, осевой разрез} на фиг.2 - узел I на фиг.1 на фиг.З разрез А-А на фиг.2; на фиг.4 - рас положение пуансона в промежуточном положении. Устройство предназначено для охлаж,цения и смазки инструментального блока, В1слючаю1цего закрепленный на ползуне пресса пуансон 1 и неподвиж ный матричный узел, состоящий из на борного корпуса 2, в котором закреп лены протяжные кольца 3 (фильеры). Через кольца 3 при работе протягива ется надетая на щансон 1 нагретая стаканобразная заготовка 4. Перед каждым протяжным кольцом 3 имеется емкость, образованная кольцевой полостью в прилегающей к данному коль цу части корпуса 2 матричного узла. Кольцевая полость разделена упру гой диафрагмой 5 на две кольцевые части: левую 6 и правую 7. По внешней периферии диафрагма 5 жестко закреплена винтами 8 в корпусе 2, остальная (незакрепленная) поверхность диафрагмы имеет возможность , упруго колебаться в зазоре между то цами кольцевых буртов 9 и 10. Из левой части 6 кольцевой полости внутрь матричного узла выходит ряд равномерно распределенных по окружности каналов 11, заканчивающихся на выходе распылителями, направленньми рядом расположенное протяжное кольцо Из npaBofi части 7 полости выходит дв ряда каналов 12, распьшители которых направлены к продольной оси матрично го узла. При этом в плоскости поперечного сечения корпуса 2 каналы 11 и 12 наклонены под .-углом об , равным 10-12 к радиусу, т.е. по касательной к воображаемой окружности с цент ром на оси матричного узла. Это необходимо для вихревого закручивания разбрызгиваемой среды. Левая часть 6 полости через обратньй клапан 13 сообщается подводящим каналом 14с источником подачи смазочной смеси. Б л 322 диафрагме 5 против клапана 13 имеет ся отверстие. Кольцевая часть 7 полости также через свои обратные клапаны 13 сообщается подводящими каналами 15 и 16 соответственно с источниками подачи охлаждающей жидкости и с воздушной магистралью. На всех трех подводящих каналах установлены управляемые краны 17, управление которьми осуществляется кулачковым распределительным валом, кинема тически связанным с главным коленвалом пресса. Предварительно смазанньй пуансон 1 входит в полость стаканообразной заготовки 4, которая подается на позицию перед матричным узлом на линии движения пуансона (заготовка доставляется и фиксируется в этом положении подающим устройством не показано). В момент, предшествующий входу надетой на пуансон заготовки 4 в матричный узел, открывается кран 17 подводящего канала смазки 14 и смазочная смесь под давлением поступает через клапан 13 в левую часть 6 полости. Под действием давления смеси диафрагма 5 поджимается к бурту 10, герметично отделяя тем самым часть 6 полости от ее части 7. Смазочная смесь (например, графитовая суспензия) через распьшители каналов 11 разбрызгивается струями на рабочую кромку протяжного кольца 3 (нижняя часть фиг.1). Так как идентичные распьшители расположены рядом с каждым протяжным кольцом, то все кольца независимо от места их расположения вдоль матричного узла смазываются.одновременно и в одинаковой степени. С началом входа заготовки 4 в матричный узел все три крана 17 на подводящих каналах 14-16 закрыты. Заготовка 4 проталкивается пуансоном 1 до выхода ее из матричного узла, после чего происходит обратный ход пуансона 1. При этом в начале хода заготовка 4 сбрасывается с пуансона 1.« Когда пуансон при обратном ходе перемещается внутри матричного узла, открьшается кран подводящего канала 15 и по нему подается охлаждающая жидкость в правую часть 7 полости. По двум рядам каналов 12 охлаждающая жидкость разбрызгивается на пуансон 1, охлаждая его. Одновре31180
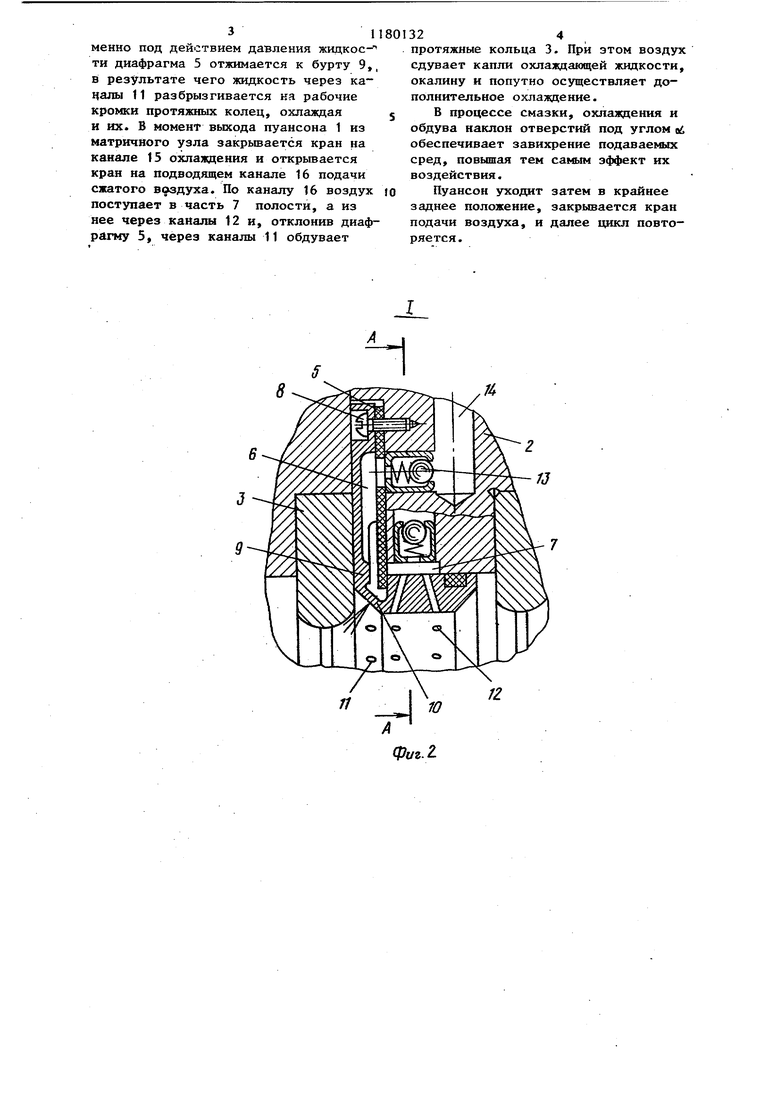
менно под действием давления жидкоети диафрагма 5 отжимается к бурту 9,, в результате чего жидкость через кацалы 11 разбрызгивается ка рабочие кромки протяжных колец, охлаждая j и их. В момент выхода пуансона 1 из матричного узла закрьгаается кран на канале 15 охлаждения и открывается кран на подводящем канапе 16 подачи сжатого воздуха. По каналу 16 воздух to поступает в часть 7 полости, а из нее через каналы 12 и, отклонив диафрагму 5) через каналы 11 обдувает
324
протяжные кольца 3. При этом воздух сдувает капли охлаждающей жидкости, окалину и попутно осуществляет дополнительное охлаждение.
В процессе смазки, охла;кдения и обдува наклон отверстий под углом ей обеспечивает завихрение подаваемых сред, повышая тем самым эффект их воздействия.
Пуансон уходит затем в крайнее заднее положение, закрывается кран подачи воздуха, и далее цикл повторяется.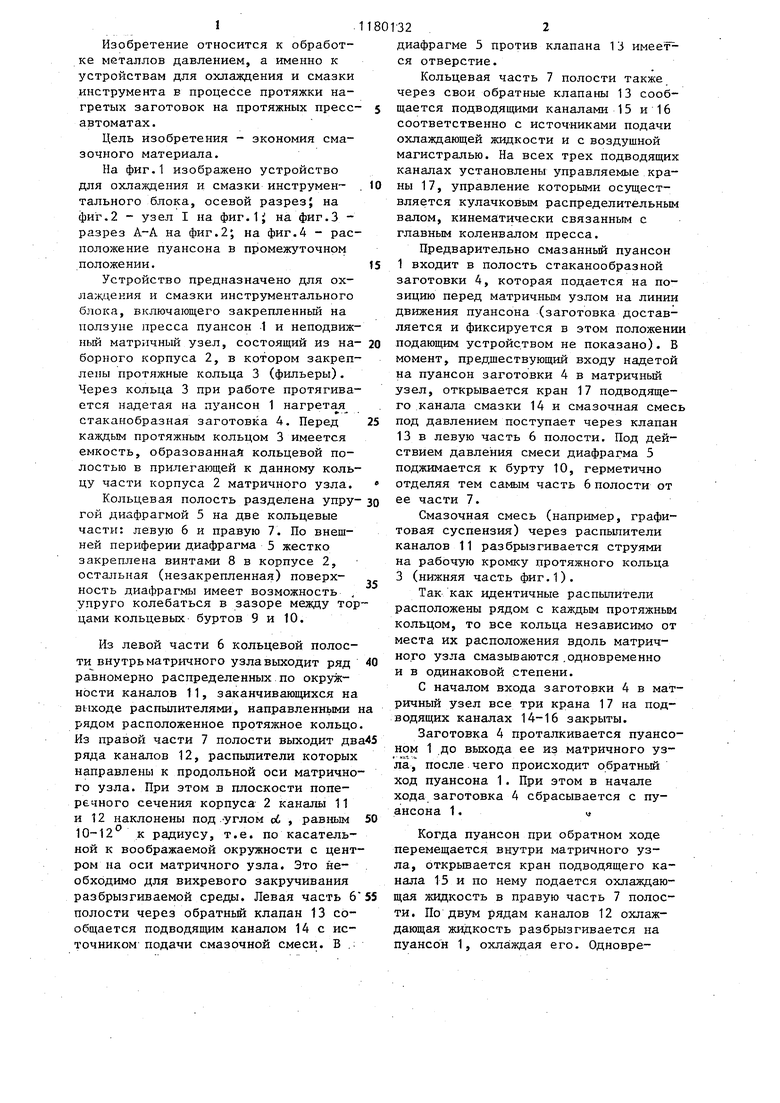
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТАЛЬНОЕ ПАКЕТНОЕ УСТРОЙСТВО | 2005 |
|
RU2370332C2 |
| Пуансон штампа с направляющей втулкой для обработки полых изделий | 1974 |
|
SU733801A1 |
| РЕЗЕРВУАР ДЛЯ СМАЗОЧНОЙ СИСТЕМЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2488679C1 |
| НАСОС БУРОВОЙ ТРЕХПОРШНЕВОЙ ОДНОСТОРОННЕГО ДЕЙСТВИЯ | 2020 |
|
RU2739103C1 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО С ГЕРМЕТИЗИРОВАННОЙ ОПОРОЙ | 2011 |
|
RU2491407C2 |
| Буровой поршневой насос одностороннего действия | 1979 |
|
SU747214A1 |
| СИСТЕМА ОХЛАЖДЕНИЯ | 2009 |
|
RU2522406C2 |
| Устройство для обратного выдавливания | 1983 |
|
SU1162544A1 |
| Штамп для вытяжки полых деталей | 1990 |
|
SU1784354A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И СМАЗКИ ИНСТРУМЕНТАЛЬНОГО БЛОКА, имеющего матрицу и пуансон, содержащее емкость, образованную полостью в корпусе матри1ц.1, соединенной с источниками подачи смазки, охлаждающей среды и воздуха, и распылители, соединенные с полостью каналами, отличающееся тем, что, с целью экономии смазочного материала, кольцевая полость разделена упругой диафрагмой на две кольцевые части, одна из которых связана через обратный клапан с источником подачи смазки, а другая - через обратные клапаны с источниками подачи воздуха и охлаждающей среды.
8
74
13
1Z
Фиг. 2.
12
А-А
13
Фиг.З
| Атрошенко А.П | |||
| Мехганизация и автоматизация горячей .штамповки | |||
| М.: Машиностроение, 1965, с | |||
| Раздвижной паровозный золотник со скользящими по его скалке поршнями и упорными для них шайбами | 1922 |
|
SU147A1 |
| Устройство для подачи смазывающе-охлаждающей жидкости к штамповому инструменту | 1978 |
|
SU721216A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
