(54) ФОРМУЮЩИЙ ОРГАН ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий | 1979 |
|
SU850386A1 |
| Формующий орган ленточного пресса для многопустотных керамических изделий | 1955 |
|
SU107140A1 |
| УСТРОЙСТВО ДЛЯ ЭКСТРУЗИИ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2530814C1 |
| Головка ленточного пресса | 1983 |
|
SU1113253A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ ИЗ ПЛАСТИЧЕСКОЙ КЕРАМИЧЕСКОЙ МАССЫ | 2004 |
|
RU2270753C2 |
| Головка ленточного пресса | 1980 |
|
SU893537A1 |
| УЛЬТРАЗВУКОВОЙ КЕРНОДЕРЖАТЕЛЬ ДЛЯ ЭКСТРУЗИИ КИРПИЧА | 2016 |
|
RU2667560C2 |
| Мундштук для формования пустотелых керамических изделий | 1990 |
|
SU1761487A1 |
| Мундштук для формования керамических изделий к шнековому прессу | 1975 |
|
SU549342A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2174464C1 |
Изобрегение относится к прок ышленноста строительнь$х материалов, позднее к формук. шим устройстваьз для керамических изделий, а именно к формукщаму органу для нэгото& ления труб,5
Известен формукший орган, содержащий мундштук с ультразвуковым иьлучателвм 1 .
Этот орган позволяет получить более плотную структуру изделия, однако выравнить структуру массы по кояьи0вому сечению труб j0 и тем саыым исключить появление брака яоо ле qymKH не удаётся.
Известен также формугоший орган для из готовлення изделий, например керамических труб, содержащий траверсу с мундштуком и jg керном и головку 2},
Этот орг-ан предназначен для уменьшения противодавления, снижения потребляемой моц}«. ности и повышения плотности нздепий при формовании керамических масс.
Применение этого органа не позволяет получать структуру массы изотропную по свгенаю,трубы J так как переходная головка располагается неиосредсгвевно за лопастями шнека, .а мундштук в виде плоской реше
Н е кернами г траверсой устававливаетсв йосле годоБйЕ в конце формующего канала.
ГолоЕКа с кланообраатуми выступамв провз)3ольноё формы не 1обеспв ггваёг получение массы ноБЫшенной плотности с изотропной c pf T3rpo3 по сечению формующего taus ла, Т&& как рзсжредедзнве уплотвяюшего св дна, йааравлвнвного нормально к контуру , завгсвт от угле между ваправле нв@м усвтя бокового оавлення и касательм но@ к контуру вкозной части гопоьюк
; Одним в& основных ввдов брага при проа вошгъе квр&мкческшк дренажных труб явлаretcs ИХ искривление, адбо позвлеввз тре;щипа на них йосле сушки.
; Прячнноё возникновения этого вида брака явпаетеа анизотропность струхту1ы массы по сечбнию бруса, вызывает laa неравномвр вой подачей массы нагнетающим шнеком, а
i также разрушением структузл 1 массы траве |сой, /:. -.,
Целью изобретения является получение изделий с ййотропно.Й структурой,
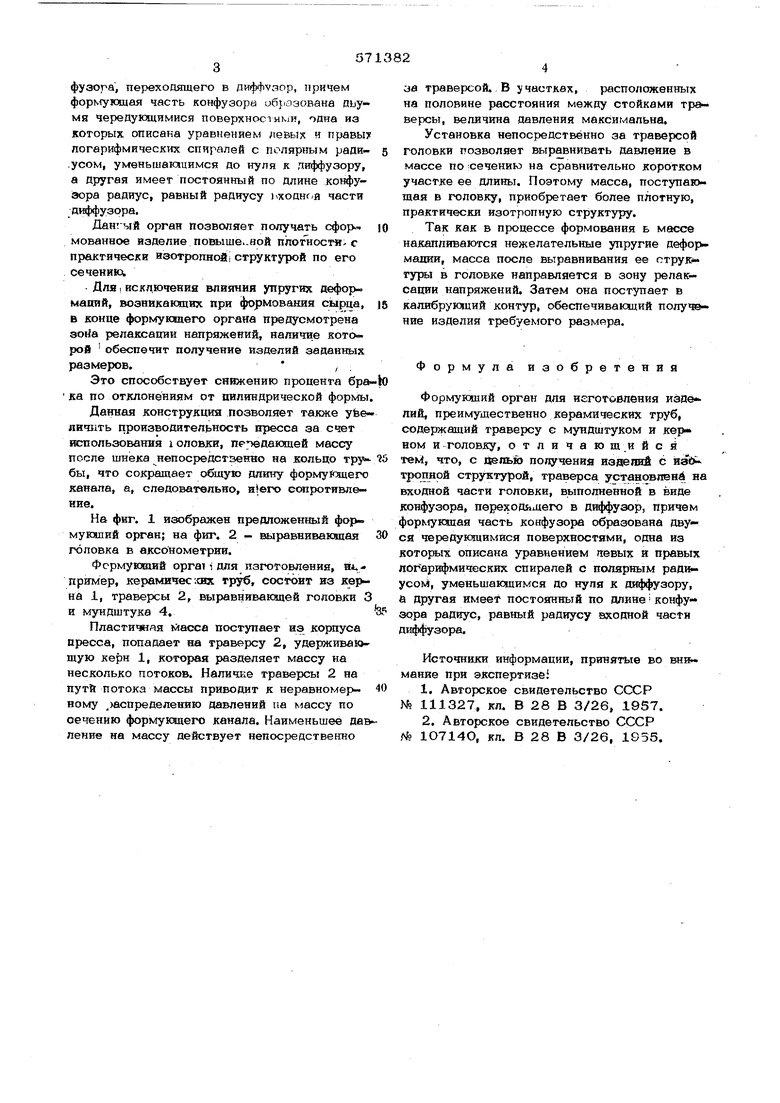
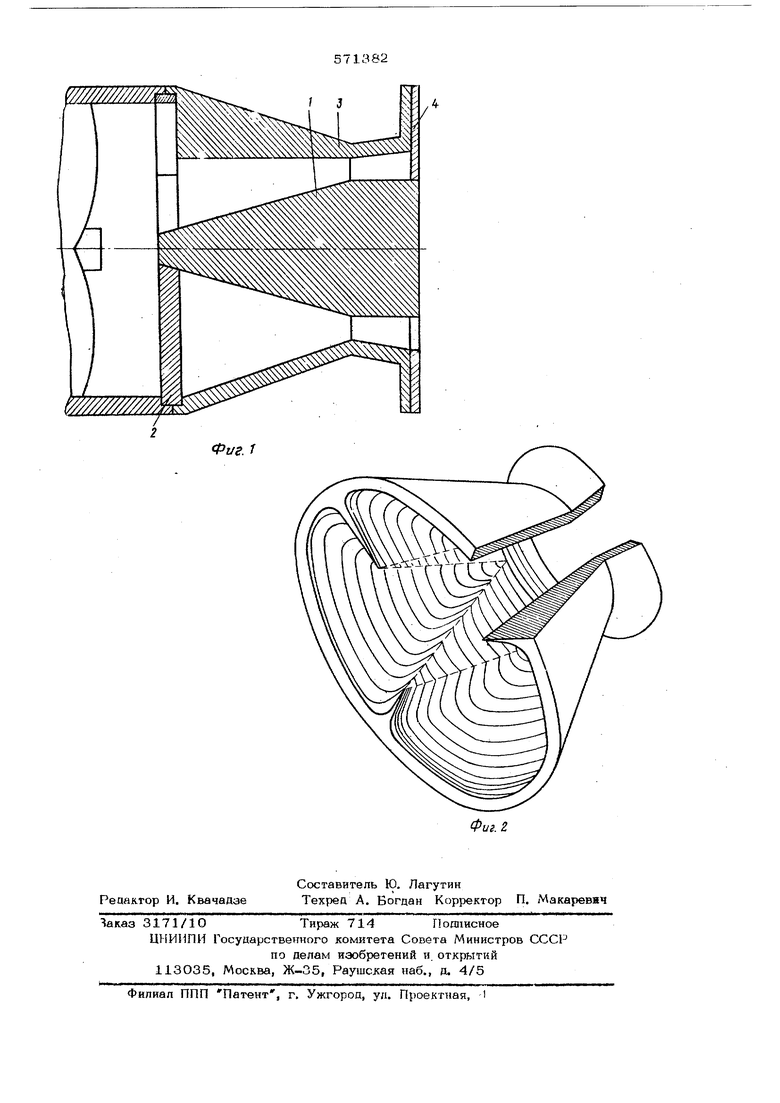
Для этого траверса установлена ва вход;ной части головки, выполненной в виде ковфузога, переходящего в диффvзop, причем форк уК1щая часть конфузоре образована дьу- мя чередующимися поверхностями, одна из которых описана уравнением и правых логарифмических спиралей с полярным ради.усом, уменьшакшимся до нуля к диффузору, а другая имеет постоянный по длине конфу&ора радиус, равный радиусу (ходнг.-я части диффузора. Дант-ый орган позволяет получать мованное изделие повыше..ной плогносри-с практически изотропной структурой по его сеченикх Для 1 исключения влияния упругих деформапий, возникающих при формования сырца, в конце формующего органа предусмотрена aoria релаксации напряжений, наличие которой обеспечит получение изделий заданных размеров., ; Это способствует снижению процента бра ка по отклонениям от пилиндрической формы Данная конструкция позволяет также yfee яичлть производительность пресса за счет использования юловки, пепедакхцей массу после шнека непосредственно на кольцо тру бы, что сокращает общую длину форму яцего канала, а, следовательно, й|его естротнвление. На фиг. 1 изображен предложения и фор муюший орган; на фиг. 2 - выравнивающая головка в аксонометрии. Фермуюншй oprai 1 для изготовления, а пртлер, керамичес;шх труб, состоит из Kejvна 1, траверсы 2, выравнивающей головки 3 и мундштука 4, Пластичная Wacca поступает из корпуса пресса, попадает на траверсу 2, удерживающую керн 1, которая разделяет массу на несколько потоков. Наличие траверсы 2 на пути потока массы приводит к неравномерному ,аспределению давлений на массу по сечению формукяцего канала. Наименьшее да& ленне на массу действует непосредственно за траверсой. В участках, расположенных на половине расстояния между стойками тр&версы, величина давления максимальна. Установка непосредственно за траверсой головки позволяет выравнивать давление в массе по ;сечению на сравнительно коротком участке ее длины. Поэтому масса, поступающая в головку, приобретает более плотную, практически изотропную структуру. Так как в процессе формования Б массе накапливаются нежелательные упругие деформадии, масса после выравнивания ее струК гуры в головке направляется в зону релаксации напряжений. Затем она поступает в калибрующий контур, обеспечивающий получение изделия требуемого размера. Формула изобретения Формующий орган для иеготовления издё ЛИЙ, преимущественно керамических труб, содержащий траверсу с мундштуком и керном и головку, отличающийся тем, что, с аелью получения изяепий с йзЬ тропной структурой, траверса установпеяА на входной части головки, выполненной в виде конфузора, переходящего в диффузор, причем форк уюшая часть конфузора образована дву- ся чередуктоимися поверхностями, одна из KOTojH ix описана уравнением яевых и правых йОгарифмических с полярным радиусом, уменьшающимся до нуля к диффузору, а другая имеет постоянный по длине i конфузрра радиус, равный радиусу входной части диффузора. Источники информации, принятые во внич. мание при экспертизе 1.Авторское свидетельство СССР МЬ 111327, кл. В 28 В 3/26, 1957. 2.Авторское свидетельство СССР N9 10714О, кл. В 28 В 3/26, 1055.
