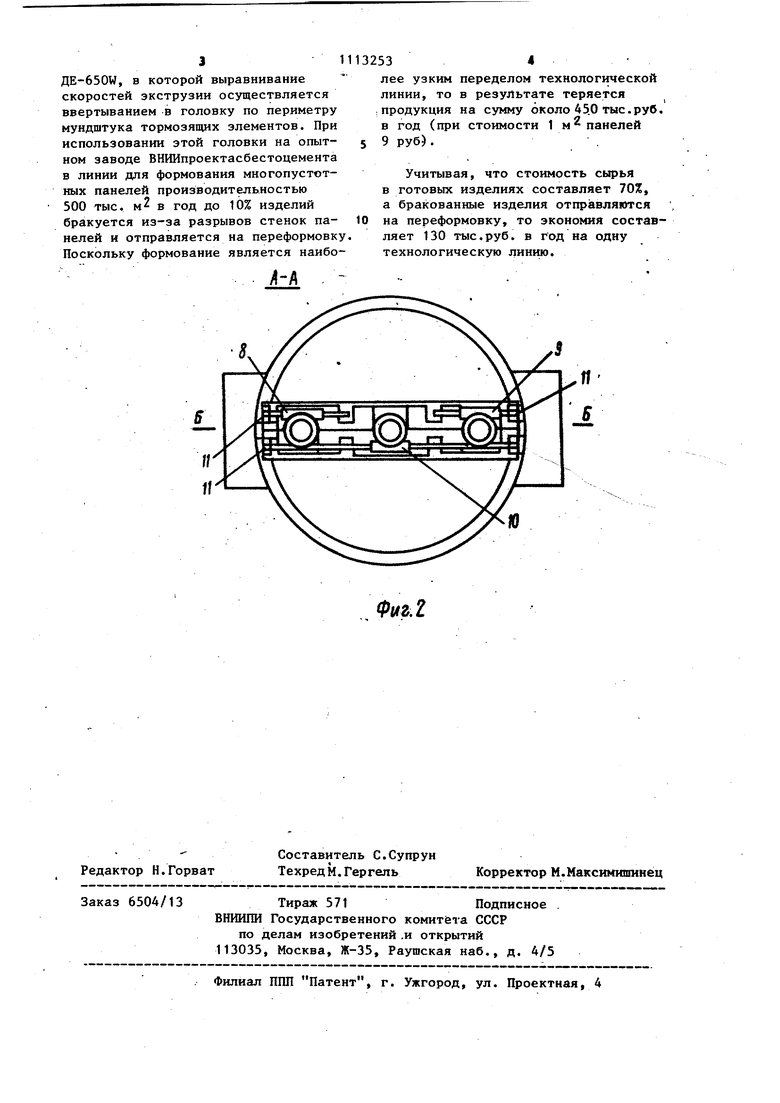
Изобретение относится к ленточным прессам, предназначенным для формования керамических масс, пластифицированных асбестоцементных гип соволокнистых и других смесей. Известна головка ленточного прес са для формования пустотелых издели включающая мундштук, траверсу с кер нодержателями и керны lj . . Однако известная головка не позв ляет производить регулировку скорос тей экструзии по сечению мундштука в процессе работы пресса. Наиболее близкой к предлагаемой является головка ленточного пресса, содержащая мундштук, керны с кернодержателями, установленные с возможностью осевого перемещения относительно траверсы при помощи винтового привода Ш . Недостатком известного устройств является образование внутри головки в местах крепления регулирующих пластин и в зоне кернов мертвых зон, что не йозволяет производить регулировку при формировании самотвердеющих смесей на основе цемента гипса и т.д. Твердение смеси в зтих зонах приводит к искажению профиля скоростей экструзии, затрудняет про ведение регулировочных операций и чистку формукяцих органов, что в конечном итоге снижает качество формо вания. Цель изобретения - повышение качества изделий за счет регулировани скорости экструзии в зоне кернов пр формировании изделий из самотвердею щих смесей. Поста;вленная цель достигается те что головка ленточного пресса, содержащая мундштук, керны с кернодержателями, установленными с возможностью осевого перемещения относительно трверсы при помощи винтово го привода, снабжена дополнительными кернами с кернодержателями, жест ко прикрепленными к траверсе, котор выполнена с полостью, лгричем винтовой привод перемещения основных кернов с кернодержателями расположен в полости траверсы и выполнен червячным. На фиг. 1 представлена головка, общий ВИД} на фиг. 2 - разрез А-А на фиг. 1. Головка состоит из корпуса 1, мундштука 2, основных 3 и дополните ных 4 кернов, закрепленных с помощью кернодержателей 5 на траверсе 6. Кон-; цы кернодержателей основных кернов 3 выполнены в виде винтов, а на них установлены гайки 7, выполненные в виде червячных колес. Траверса 6 выполнена разъемной с направляющими для кернодержателей и подшипниками для установки червячных колес. В полости траверсы установлены валы 8-10 с червяками, находящимися в зацеплении с червячными колесами. Концы валов выведены через отверстия по торцам траверсы и снабжены захватами 11 для их вращения. Траверса установлена в- головке в направляющих, а головка имеет отверстия для доступа к захватам. Работает следующим образом. Появление разрывов стенок на каком-либо участке формуемого изделия свидетельствует о пониженной скорости экструзии материала на этом участке. Оператор вращением валов 8-10 добивается перемещения кернов 3 в осевом направлении так, чтобы снизить сопротивление движению мате риала .на данном участке и ликвидировать появление разрывов. Так при разрывах стенок изделия слева (по хо,ду экструзии) оператор вращает вал 8, что приводит к вращению червячного колеса-гайки 7, при этом кернодержатель. 5 перемещается в направляющей так, что керн 3 выдвигается из мундштука, снижая сопротивление движению материала на этом участке. Появление разрывов в средней части изделия можно ликвидировать либо выдвижением из мундштука среднего керна, либо погружением в мундштук обеих крайних кернов 3. В первом случае снижается .сопротивление движению массы в средией части мундштука, во втором увеличивается сопротивление по краям мундштука, что в обеих случаях приводит к относительному выравниванию скоростей по ширине мундштука и ликвидации разрывов стенок изделия в средней части. Отсутствие в данной головке застойных зом позволяет использовать ее для оперативного управления процессом формования различных санотвердеющих смесей без остановки процесса, что позволяет повысить качество изделий и снизить количество брака. За базовый объект принимают головку японского ленточного пресса
Э11
flE-650W, в которой выравнивание скоростей экструзии осуществляется ввертыванием в головку по периметру мундштука тормозящих элементов. При использовании этой головки на опытном заводе ВНИИпроектасбестоцемента в линии для формования многопустотных панелей производительностью 500 тыс. м2 в год до 10% изделий бракуется из-за разрывов стенок панелей и отправляется на переформовку. Поскольку формование является наибо132534
лее узким переделом технологической линии, то в результате теряется ; продукция на сумму около 45.0 тыс.руб. в год (при стоимости 1 м2 панелей
5 9 руб).,
Учитывая, что стоимость сырья в готовых изделиях составляет 70%, а бракованные изделия отправляются 10 на переформовку, то экономия составляет 130 тыс.руб. в год на одну технологическую линию.
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Мундштук для формования пустотелых керамических изделий | 1990 |
|
SU1761487A1 |
| Мундштук ленточного пресса для формования пустотелых панелей | 1980 |
|
SU905094A1 |
| Формующий орган ленточного пресса для многопустотных керамических изделий | 1955 |
|
SU107140A1 |
| Устройство к шнековому прессу для формования керамических блоков с замкнутыми пустотами | 1991 |
|
SU1794669A1 |
| Головка ленточного пресса | 1983 |
|
SU1155457A1 |
| ЭКСТРУЗИОННЫЙ ПРЕСС НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2002 |
|
RU2210504C1 |
| Устройство для вибрирования глиномассы к ленточному прессу | 1980 |
|
SU903111A1 |
| Головка ленточного пресса | 1989 |
|
SU1648772A1 |
| УЛЬТРАЗВУКОВОЙ КЕРНОДЕРЖАТЕЛЬ ДЛЯ ЭКСТРУЗИИ КИРПИЧА | 2016 |
|
RU2667560C2 |
| Головка ленточного пресса для формования пустотелого кирпича | 1989 |
|
SU1787782A1 |
ГОЛОВКА ЛЕНТОЧНОГО ПРЕССА, содержащая мундштук, керны с кернодержа-телями, установленные с возможностью осевого перемещения относительно траверсы при помощи винтового привода, отличающаяся тем, что, с целью повышения качества изделий за счет регулирования скорости экструзии в зоне кернов при формовании изделий из самотвердеющих смесей, она снабжена дополнительными кернами с кернодержателями, жестко прикрепленными к траверсе, которая выполнена с полостью, причем винтовой привод перемещения основных кернов с кернодержателями расположен в полости траверсы и выполнен червячным.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дроздов Н.Е | |||
| Механическое оборудование керамических предприятий | |||
| М., Высшая школа, 1975, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Мундштук для формования керамических изделий | 1972 |
|
SU445573A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
