Изобретение относится к конструкции мундштуков для изготовления керамических изделий и может быть использовано в производстве керамических насадок для массообменных аппаратов.
Мундштучные устройства являются одним из основных узлов шнековых прессов. В мундштуке происходит уплотнение формуемой массы и придание отформованной заготовке необходимой формы. Существуют различные конструкции мундштуков, входящие в состав формующих головок, наиболее совершенными из которых являются регулируемые прессовые головки (Дроздов Н.Е. Механическое оборудование керамических предприятий. -М.: Машиностроение, 1975, с.34; SU, 279392, 1970, МПК В 28 В 3/26).
Недостатком известных конструкций является образование "застойных зон", которые приводят к неоправданному повышению мощности и снижению производительности шнекового пресса.
Известен мундштук ленточного пресса для получения изделий сложного профиля, содержащий корпус с уменьшающимся поперечным сечением вдоль его продольной оси, круглым входным и многоугольным выходным отверстиями, снабженный съемными тормозными сегментами, а каждая сторона многоугольника, лежащего в поперечном сечении корпуса, является конхоидной соответствующей стороны многоугольного выходного отверстия, при этом съемные тормозные сегменты установлены на внутренней поверхности корпуса в его входном отверстии и выполнены с наклонными к продольной оси корпуса поверхностями, сопрягающими круглое входное отверстие со сторонами поперечного сечения корпуса (SU, 1733241 А1, 1992, МПК В 28 В 3/26).
Недостаток такого устройства заключается в сложности конструкции, отсутствии регулировок тормозных сегментов и в случае их неравномерного износа происходит деградация равномерного истечения материала по сечению заготовки, приводящего к деформациям и браку изделий. Кроме того, при замене тормозных сегментов, находящихся внутри устройства, необходимо останавливать работу пресса, что сказывается на его производительности.
Наиболее близким техническим решением - прототипом - является мундштук для формования криволинейных изделий из пластической керамической массы, содержащей формующий канал, выполненный с переменным сечением, уменьшающимся в направлении выходного сечения и тормозящее устройство, выполненное в виде иглы, соединенной с мундштуком посредством регулирующего приспособления (SU, 286559, 1971, МПК В 28 В 3/26).
Недостатком известного устройства является отсутствие точной регулировки деформации неоднородных масс, что является главной причиной образования трещин и искривления седловидных насадок. При изготовлении более совершенных седловидных насадок типа "Инталокс" с утолщениями по периферийной части известная конструкция не позволяет создавать возможность равномерного течения масс по сечению изделия, что приводит к значительному браку по текстуре и разрывам.
Кроме того, использование известного мундштука для блочной конструкции с целью увеличения производительности пресса становится проблематичным получение синхронного истечения массы по всему блоку.
Целью изобретения является повышение производительности пресса и возможности независимого регулирования синхронного истечения массы в каждом мундштуке блочной конструкции.
Поставленная цель достигается тем, что в отличие от известного технического решения, предложенное устройство содержит мундштук, выполненный составным, в виде неподвижной обоймы, соединенной при помощи штифта с монтажным стаканом, закрепленным на плите головки пресса, внутри неподвижной обоймы расположен с зазором подвижной внутренний вкладыш с распределительными конусными каналами, взаимосвязанными между собой полукольцевым пазом, подвижной внутренний вкладыш соединен с неподвижной обоймой телом качения и двумя регулирующими винтами, между выходной торцевой плоскостью подвижного внутреннего вкладыша и выступами монтажного стакана расположена неподвижно закрепленная профилирующая фильера с выходным профилем сечения каналов получаемого изделия, входная торцевая плоскость подвижного внутреннего вкладыша снабжена конусным диффузором, жестко соединенным с входной торцевой частью монтажного стакана, распределительные конусные каналы на выходе имеют дополнительный конус с углом захода, превышающим угол захода основного конуса, площадь сечения выходных каналов подвижного внутреннего вкладыша превышает площадь сечения каналов профилирующей фильтры, а индивидуальные устройства расположены вдоль горизонтальной оси плиты головки пресса и симметрично относительно вертикальной оси головки пресса.
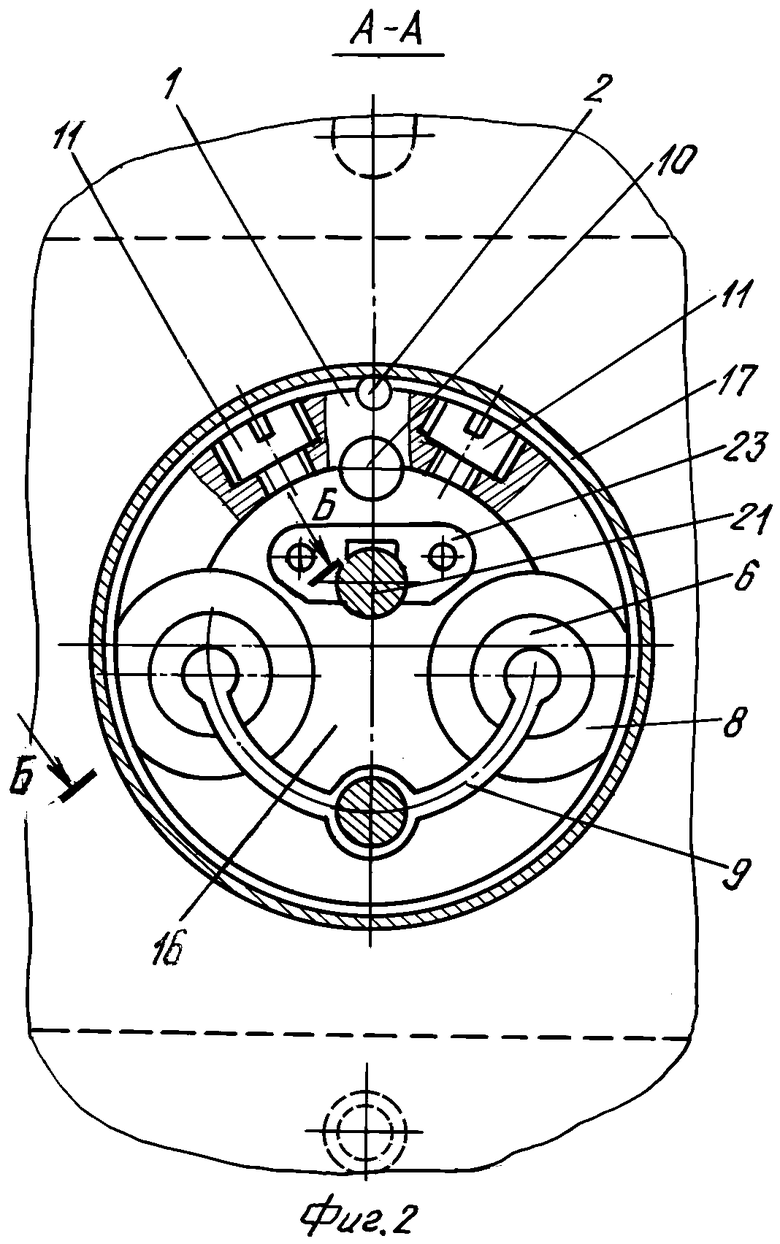
На фиг.1 представлен поперечный разрез устройства, на фиг.2 - вид по сечению А-А, на фиг.3 - сечение Б-Б.
Устройство содержит неподвижную обойму (1), штифт (2), монтажный стакан (3), плиту (4), головку пресса (5), зазор (6), подвижной внутренний вкладыш (7), распределительные конусные каналы (8), полукольцевой паз (9), тело качения (10), регулирующие винты (11), выходную торцевую плоскость подвижного внутреннего вкладыша (12), выступы монтажного стакана (13), неподвижную профилирующую фильеру (14), выходной профиль сечения каналов получаемого изделия (15), входную торцевую плоскость подвижного внутреннего вкладыша (16), конусный диффузор (17), входную торцевую часть монтажного стакана (18), дополнительный конус (19), выходные каналы (20) подвижного внутреннего вкладыша, тормозящую иглу (21), регулирующее устройство (22), фиксирующий стопор (23), отрезное устройство (24), электроконтактный датчик (25), готовое изделие (26), транспортер (27).
Работа предлагаемого устройства осуществляется следующим образом.
При помощи регулирующего устройства (22) перемещают в осевом направлении тормозящую иглу (21) до момента скорости выхода массы, обеспечивающей заданный радиус завитка изделия (26).
Масса, поступающая из головки пресса (5) в конусный диффузор (17), усредняется по скорости истечения перед входным сечением распределительных конусных каналов (8) и полукольцевого паза (9). Масса, поступающая через распределительные конусные каналы (8) и полукольцевой паз (9), обеспечивает получение заданного профиля изделия по перечному сечению (15) профилирующей фильеры (14). Дополнительный конус (19) распределительных конусных каналов (8) обеспечивает дополнительную деформацию массы, что исключает образование структурных дефектов изделия в выходных каналах (20).
Для стабилизации соотношений скоростей выхода массы и получения заданной величины радиусов по внутреннему и внешнему контуру изделий (26) изменяют сечение распределительных конусных каналов (8) при помощи вертикального перемещения подвижного внутреннего вкладыша (7) регулировочными винтами (11) относительно тела качения (10). Перемещение подвижного внутреннего вкладыша (7) приводит к изменению величины зазора (6), и осуществляется увеличение или уменьшение проходного сечения распределительных конусных каналов (8) относительно друг друга. Выходящее изделие (26) воздействует на электроконтактное устройство (25), в результате которого срабатывает отрезное устройство (24) и изделия поступают на сетчатый транспортер (27).
Возможность тонкой регулировки выхода массы по сечению получаемого изделия позволила реализовать блочную конструкцию формующей части пресса, расположив отдельные мундштуки заявленной конструкции в зонах с разной скоростью истечения массы по сечению головки пресса (5) и сведя ее к минимуму в конусных диффузорах (17) и изменяющихся проходных сечениях распределительных конусных каналов (8), что обеспечивает синхронное истечение массы в каждом отдельном мундштуке, заявленной конструкции.
Предлагаемое техническое решение было реализовано при изготовлении седловидных, керамических насадок, типа "Инталокс", на конвеерной линии с использованием ленточного вакуум-пресса, марки PYP-250, с блочной конструкцией формующей части головки пресса, что позволило повысить скорость формования изделий, их качество, за счет уменьшения доверительных интервалов технических характеристик, по сравнению с ГОСТ 17612-89, и увеличить производительность формующей головки в 5-6 раз.
Изготовление устройства осуществляется на стандартном металлообрабатывающем оборудовании по технологиям, используемым в отечественном машиностроении.

Изобретение относится к конструкции мундштучных устройств и может быть использовано в керамической промышленности. Технический результат - повышение производительности прессов и возможность независимого регулирования синхронного истечения масс в мундштучном устройстве блочной конструкции. Мундштук выполнен составным в виде неподвижной обоймы, соединенной при помощи штифта с монтажным стаканом, закрепленным на плите головки пресса, внутри неподвижной обоймы расположен с зазором подвижной внутренний вкладыш с распределительными конусными каналами, взаимосвязанными между собой полукольцевым пазом. Внутренний вкладыш соединен с неподвижной обоймой телом качения и двумя регулирующими винтами, между выходной торцевой плоскостью подвижного внутреннего вкладыша и выступами монтажного стакана расположена неподвижно закрепленная профилирующая фильера с выходным профилем сечения каналов получаемого изделия. Входная торцевая плоскость подвижного внутреннего вкладыша снабжена конусным диффузором, жестко соединенным с входной торцевой частью монтажного стакана. Распределительные конусные каналы на выходе имеют дополнительный конус с углом захода, превышающим угол захода основного конуса, площадь сечения выходных каналов подвижного внутреннего вкладыша превышает площадь сечения каналов профилирующей фильеры. 3 ил.
Устройство для формования криволинейных изделий из пластической керамической массы, содержащее корпус мундштука, конусные каналы с переменным сечением, уменьшающимся в направлении выхода массы, иглообразное тормозящее устройство, соединенное с корпусом мундштука посредством регулирующего приспособления, отличающееся тем, что мундштук выполнен составным в виде неподвижной обоймы, соединенной при помощи штифта с монтажным стаканом, закрепленным на плите головки пресса, внутри неподвижной обоймы расположен с зазором подвижный внутренний вкладыш с распределительными конусными каналами, взаимосвязанными между собой полукольцевым пазом, подвижный внутренний вкладыш соединен с неподвижной обоймой телом качения и двумя регулирующими винтами, между выходной торцевой плоскостью подвижного внутреннего вкладыша и выступами монтажного стакана расположена неподвижно закрепленная профилирующая фильера с выходным профилем сечения каналов получаемого изделия, входная торцевая плоскость подвижного внутреннего вкладыша снабжена конусным диффузором, жестко соединенным с входной торцевой частью монтажного стакана, распределительные конусные каналы на выходе имеют дополнительный конус с углом захода, превышающим угол захода основного конуса, площадь сечения выходных каналов подвижного внутреннего вкладыша превышает площадь сечения каналов профилирующей фильеры.
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВИНТОВЫХ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОЙ МАССЫ | 0 |
|
SU279392A1 |

