(54) УСТАНОВКА ДЛЯ ФОРМОВАНИЯ
ВИБРОГИДРОПРЕССОБАНМЫХ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования трубчатых изделий | 1987 |
|
SU1477561A1 |
| Установка для формования одновременно нескольких концентричных изделий из бетонных смесей | 1978 |
|
SU1101348A1 |
| Установка для формования объемных блоков из бетонных смесей | 1983 |
|
SU1197853A1 |
| Установка для формования объемных элементов | 1978 |
|
SU863361A1 |
| Установка для формования пустотелых изделий, например труб | 1972 |
|
SU443762A1 |
| Способ формования виброгидропрессованных трубчатых изделий | 1989 |
|
SU1715638A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ ЖЕЛЕЗОБЕТОННЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 1992 |
|
RU2033920C1 |
| Устройство для подачи бетонной массы при формовании объемных элементов | 1980 |
|
SU992193A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1981 |
|
SU1016180A1 |
Изобретение относится к области производства изделий из бетонных смесей, напри мер теп врашения.
Известно устройство для формования тел вращения, содержащее наружную форму и
вибросердечник в виде внутренней формы с распределительным конусом, в распорных элементах которой посредством клинового зажима закреплен возбудитель колебаний 11
Недостатком указанного устройства ЯБЛ ется жесткое крепление распределительного конуса к внутренней форме и высокий уровень шума.
Наиболее близким решением к изобретению является установка для формования виброгидропрессованных труб, включанлдая основание с приямком, ьибросердечник, установленный в нем, наружную форму шнеко- вый бетоноукладчик 2}.
Недостатком указанной установки являет- ся то, что установ.ка на форму распределительного конуса перед началом формования и снятия его с формы после формования является весьма тяжелой ручной операцией. Кроме того, закрепленйый на корпусе вибратор создает значительный шум и не обеспечивает укладку бетонной смеси в фо;)му.
Целью изобретени« является сокращение времени рабочего цикла и уменьшение уровня шума.
Указанная пель достигается тем, что бетоноукладчик снабжен поцвешенттым на раз- rpysoimoM конце шнека поШ1ружиненн1,м распределительным конусом с притяжным кольцевым электромагнитом, а вибросердечник - установочтп,11м штырем, причем нижняя часть распределительного конуса и верхняя часть вибросердечника выполнены с центрирующими коническими поясками.
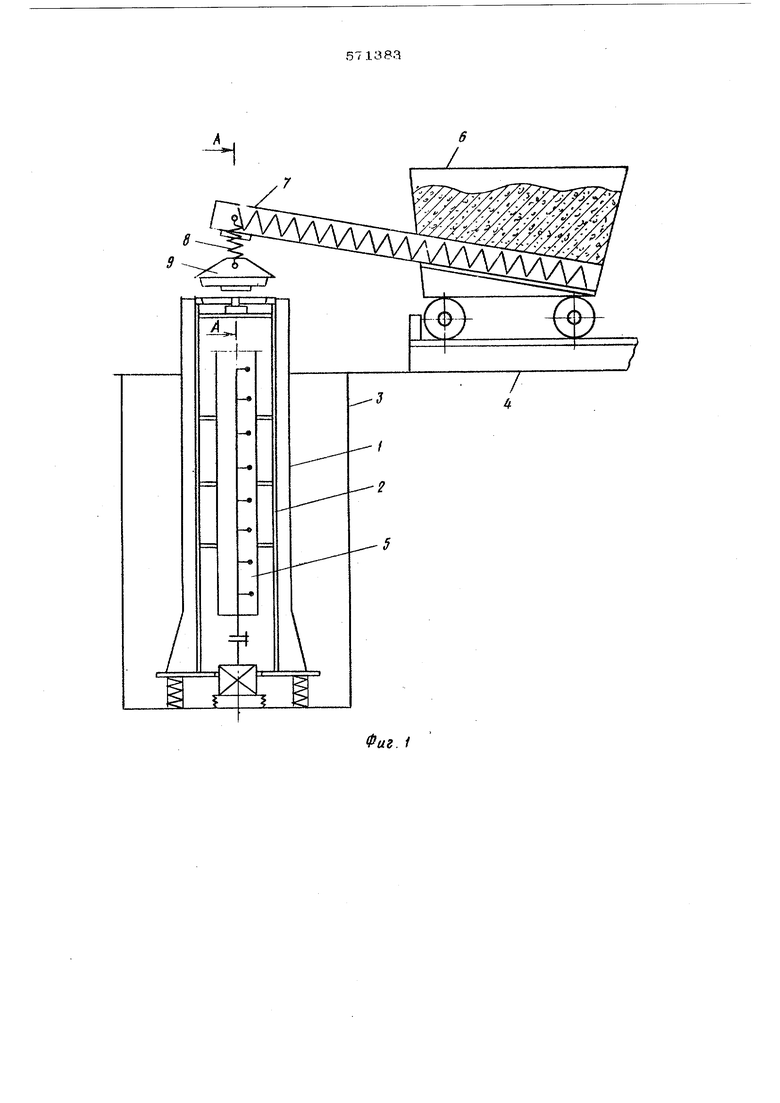
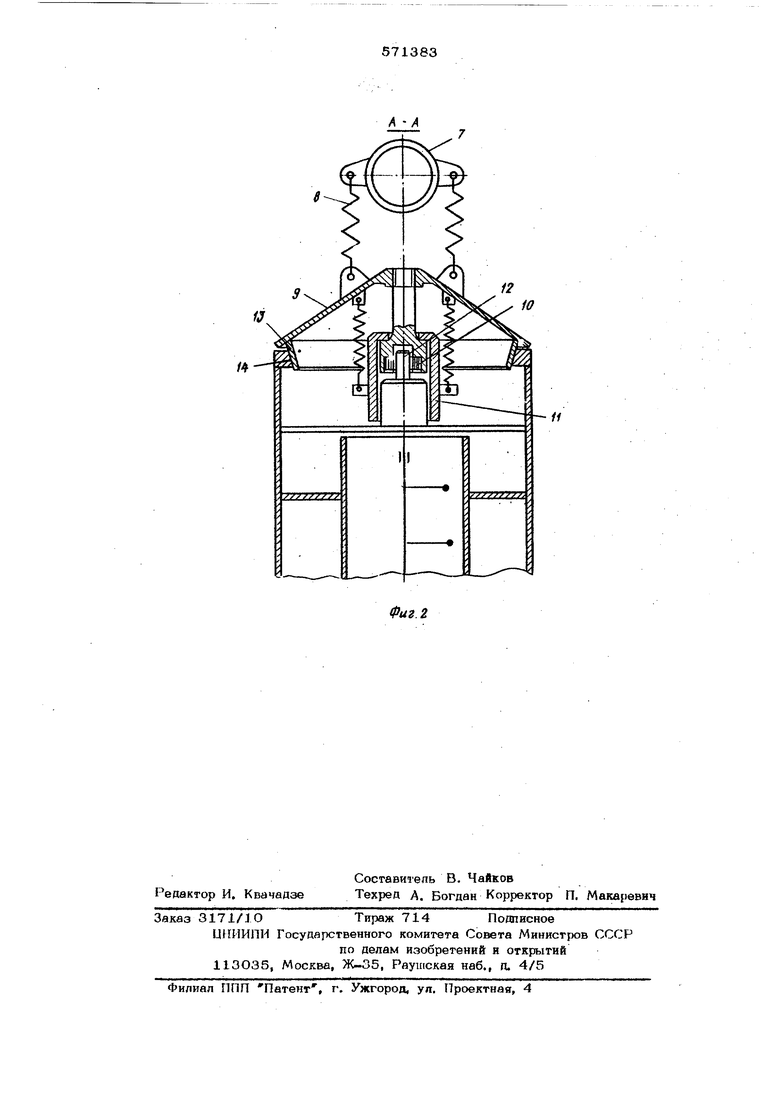
На фиг. 1 схематично изображена П1)едложенная установка для формования виброгипропрессованных труб, общий вид; на фиг. 2- разрез А-А фиг. 1.
Установка пля формования виброгидроп1)ессованных труб состоит из наружной форм1..1 1 вибросердечника в виде съемной BHyTjieHHefl формы 2 и закрепленного неподвижно в п птямке 3 основания 4 вибратора 5, 1инекового бетоноукладчика 6, на раздаточном конце шнека 7 которого посреаством упругой подвески 8 Эй креплен j лспрраелитет ный конус 9. В нижней части распределительного кону Об О с 1онтирован кольцевой прип.хнсй элек тромагнит 10 с поптружиненным вертикальн подвижным якорем в виде стакана 11, На Г(цршине вибратора 5 закреплен установочный штырь 12 электромагнита Ю, при чем нижняя часть распредели тельного конуса 9 и верхняя часть внутренней формы 2 сердечника выполнены соответственно с центрирующими ояскими 13 и 14, Работает установка для формования виброгидропрессованных труб следующим образом. На пост формовки, гд0 стационарно смонтирован вибратор 5, устанавливается наружная 1 и внутренняя Р формы в сборе и крепятся на вибраторе 5. С пультЬ управления включается механизм передвижения бетоноукладчика 6, который наезжает на приямок 3 с формой И распределительный конус 9, подрешерчый на бетоноукладчике 6, устана&ливается i. лд внутренней 1 формой 2. Включается электромагнит 1О и стакан 11, выполняющий роль якорг, подтягивает я к штырю 12 и охватывает его, усиливая к агнит- ный поток, и, в свою очередь, подтягивает конус. 9 и жестко закрепленный притяжной электромагнит 10, в центральтле о- верстис которого при этом входит установочный штырь 12 и производят окончательную фиксацию распределительного конуса 9 на сердеч1 ике. Затем включается в. братор 5 и одновременно производится подача бетонкой смеси в форму. После окончания процесса уплотнения бетонной смеси электромагнит Ю ыключается, (бетоноукладчик 6 с поднятым конусом 9 отъезжает и форма в сборе снимается с вибратора 5 и транспортируется на пост опрессовки и термообработки. Применение в устройстве упруго тдвешенного конуса с притяжным устройством позволяет за счет поэтапного захватывания конуса 9 автомал лзировать процесс его закрепления на внутренней 2 форме. Само же закреьдение чонуса на форме приводит к сушес I венному снижению уровня шума на посту формования. Формула изобретения Установка для формования виброгидропрессованных труб, включающая огчование с приямком, вибросердечник установленный в нем, наружную форму и -инековый бетоноукладчик, отличающа$. ся тем, что, с целью сокращения времени рабочего цикла и уменьшения уровня шума, бетоноукладчик снабжен подвешенным на разгрузочном конце игчека подпружиненным распреде- лителытым конусом с притяжным кольцевым электромагнитом, а вибросердечник - уста- новочнь1М J., .рем, причем нижняя часть распрепепитепьного конуса и верхняя часть вибросердечника выполнены с центрирующими коническими поясками. Источники информации, принятые во внимание при экспегтизе: 1.Авторское свидетельство СССР NO 395266, кл. В 28 В 21/14, 1971. 2.Попов А. Н. Бетонные и железобетонные трубы, М., Стройиздат, 1975, с. 144-146.
и
Фиг. 1
12
10
