(54) СПОСОБ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО РАСПЛАВА
| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш для разливки металлов | 1980 |
|
SU925534A1 |
| СПОСОБ ОБРАБОТКИ СТАЛИ В КОВШЕ | 2012 |
|
RU2507273C2 |
| Способ вакуумирования жидкой стали | 1980 |
|
SU954440A1 |
| СПОСОБ РАФИНИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ В КОВШЕ | 2009 |
|
RU2398890C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛА В КОВШЕ | 2011 |
|
RU2465339C1 |
| СПОСОБ ВНЕПЕЧНОГО РАФИНИРОВАНИЯ МЕТАЛЛИЧЕСКОГО РАСПЛАВА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2074896C1 |
| СПОСОБ РАФИНИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ В ПЕЧЬ-КОВШЕ | 2010 |
|
RU2425154C1 |
| Промежуточный ковш для разливки металлов | 1978 |
|
SU880618A1 |
| Способ газокислородной обработки стали и сплавов | 1976 |
|
SU653299A1 |
| СПОСОБ ВЫПЛАВКИ И ВАКУУМИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ | 2008 |
|
RU2394918C2 |
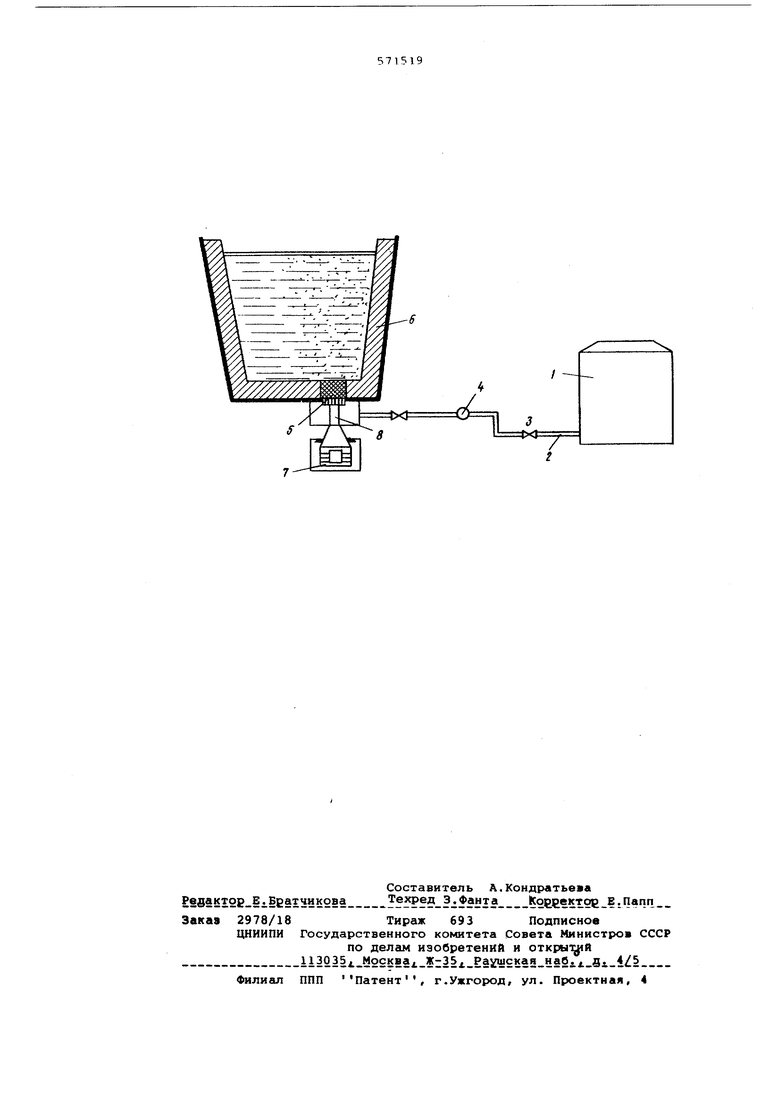
Изобретение относится к металлургии и может быть использовано, в частноети, при продувке металла в ковше инер ным газом. Широко известен способ облагоражива ния металла путем продувки его в ковше через пробку в днище инертным газом (аргонсм) Гij Известен способ рафинирования расплавленных металлов от неметаллических включений, основанный на применении инертных газов, например аргона 2} Известен способ продувки ж|идк ; го ме талла инертным газом ia ковще,, по-KQTO рому инертный газ продувайт через- fto ристые пробки с каналакй Наиболее близким к П1 едлагаемрм изобретению.по технической сущности является способу - продувки жидкого металла «ввртным газом :В ковше через Пористйе вставкил; И По этйму сПОбОбу для увеличения вре мени пребывания тазового пузыря в рас плаве за счет увеличения длинь его пробега газ подают под острым углом в горизонтальной плоскости к стенке ковша 4 Наиболее существенными недостатками известных способов являются низкая интенсивность продувки, определяемая. газопроницаемостью пористых вставок, и низкая степень очистки расплава от неметаллических включений и его дегазации . Целью изобретения является интенсификация процесса дегазации и очистка расплава от неметаллических включений. Для этого предлагается способ, по которому на инертный газ воздействую ультразвуковыми (упругими) колебаниями с частотой 1.10 - l.ioru и интенсивностью 0,5-50 ВТ/СМ, причем интенсивность колебаний изменяют в процессе обработки металла инертным газом. При обработке расплава инертный газ поступает в агрегат через капилляры пористых вставок. При воздействии ультразвука скорость протекания газа в капиллярах возрастает в 10-20 раз благодаря капиллярному эффекту. Таким образом, время обработки расплава значительно сокращается (с 4,5 мин до 1,5 шн) . Кроме того, интенсивность ультразвуковых колебаний иэменя1рт в процессе обработки от максимума в течение 60% времени обработки до минимума (15-20%) в течение «стального времени обработки. На чертеже приведена схема обработки, расплава в ковше. Устройство содержит баллоны 1, подводящие трубы 2, редукционные клапаны 3, расходомер 4, пористый блок 5, ковш б, генератор 7 ультразвуковых ко лебаний и волноводно-иэлучающую систему 8. Способ оуществляется следующим образом. Аргон из испарителей или баллонов 1 по трубе 2.достаточного сечения посту пает к редукционному клапану 3, После установления начального давления, которое определяется по количеству арго на, вводимого в единицу времени (при расходе aproifa от 1000 л/мни до 4500 л/мин начЕшьное давление устанавливают в пределах 1-5 ат)-, инертный газ, расход которого измеряется расходоме-г ром 4, подводится к пористому блоку 5 коЛ1а 6. Одновременно включают генератор 7 упругих колебаний и через волноводнорзлучакнцую систему 8 ультразвуковые (упругие) колебания передаются пористому блоку 5. . При воздействии ультразвуковых коле баний скорость 11р 6хохдения аргона через пористый Ьлбк увеличивается в 510 раз за счет ультразвукового капиллярного эффекта. Кроме того, за счет кавитации увели чивается количество пузырьков аргона, вводимых через по{жстый блок в распла а, следовательно, увеличения давления увеличивается количество аргона вводимого в единицу времени в ковш. Может батъ применено как непрерывное, так и импульсное воздействие ультразвуковых (упругих) колебаний с частотой 2-5 импульсов в секунду. Частоту ультразвуковых колебаний вы бирают в диапазоне 1,10 - 1.10 гц, в зависимости ot размера капилляров пористых блоков и да аметра пузырьков аргона,, а интёи(Л1вность колебаний выбирают в пределах 0,5-50 вт/смв зависимости от химсОст«ва1 и размеров по ристых блоков. . : Так, при продувке стал.; марки ЭИв78 критичной к неметаллическим -включениям, в 100-тонном ковше через ри пористые вставки из плавленного муллита необходимая степень дегазации и очист ки неметаллических включений может быть достигнута при применении ультра звуковых колебаний с частотой 10 кГц и интенсивностью 1,0 вт/см за 1,5-2,0 мии вместо 4,5-5,0 мин при известной технологии обработки. При продувке расплавов инертным газом, обработанным ультразвуковыми колебаниями, мощность (интенсивность) этих колебаний должна меняться в процессе продувки. Так, в начале продувки мощность колебаний поддерживают на определенном уровне (максимуме) в течение времени, составляющего от времени обработки, а затем мощность колебаний снижают на 15-20% и поддерживают на этом Уровне до конца обработки. Снижение мощности в заключительный период обеспечивает прохождение аргона через расплав тонкими струйками, что способствует уносу неметаллических включений в шлаковый покров. Способ может быть реализован с заменой генератора ультразвуковых колебаний и волноводно-излучающей системы динамической сиреной, которая устанавливается, перед nopHcibJM .блоком. Предлрженйый способ мржет быть применен при обработке.жйЙКРГО металла инертным газом в плавильном агрегате, в изложницах, при непрерывной разливке или при выпуске металла из плавильных агрегатов. Наибольший экономический эффект может быть получен при обработке металла в ковше при атмосферном давлении. Формула изобретения Способ обработки металлического расплава, заключающийся в продувке расплава инертным газом через пористые вставки, о т л и ч а ю щи и с я тем, что j с-Целью интенсификации процесса дегазации :йрчистки расплава от неметаллических; Включенийf в процессе продувки на инертный газ. накладывают Ультразвуковые коле&аная с .астотой 1.10 - 1.10гц и интенсидаиретыо 0,5-50 вт/ см , снижая интенсивйдсть от начала продувки к концу. Источники информации, принятые во внимание при экспертизе; в 1.Ойкс Г.Н. и др. Обработка металла ине тными газами,М.,Металлургия , , стр.23-32. 2.Дегазация и рафинирование цветных металлов аргоном, НИИмаш, М.,1967, с.3-13. -:v.,- 3.Авторское свидетельство сССР 422530, кл. В 221)41/00,1971. 4.Авторское свидетельство СССР №416157, кл. В 22011/10,1970.
