(54) ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ РАЗЛ1ВКИ МЕТАЛЛОВ

| название | год | авторы | номер документа |
|---|---|---|---|
| Промежуточный ковш для разливки металлов | 1980 |
|
SU925534A1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
| Промежуточный ковш для разливкиСТАли | 1978 |
|
SU831296A1 |
| Промежуточный ковш для непрерывной разливки стали | 2016 |
|
RU2644095C2 |
| Промежуточный ковш машины непрерывного литья заготовок | 1990 |
|
SU1738469A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1990 |
|
RU2022691C1 |
| Желоб для выпуска и обработкижидКОгО МЕТАллА | 1979 |
|
SU802376A1 |
| Способ обработки жидкого металла | 1978 |
|
SU880617A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
| Устройство для вакуумирования жидкой стали | 1980 |
|
SU943298A1 |
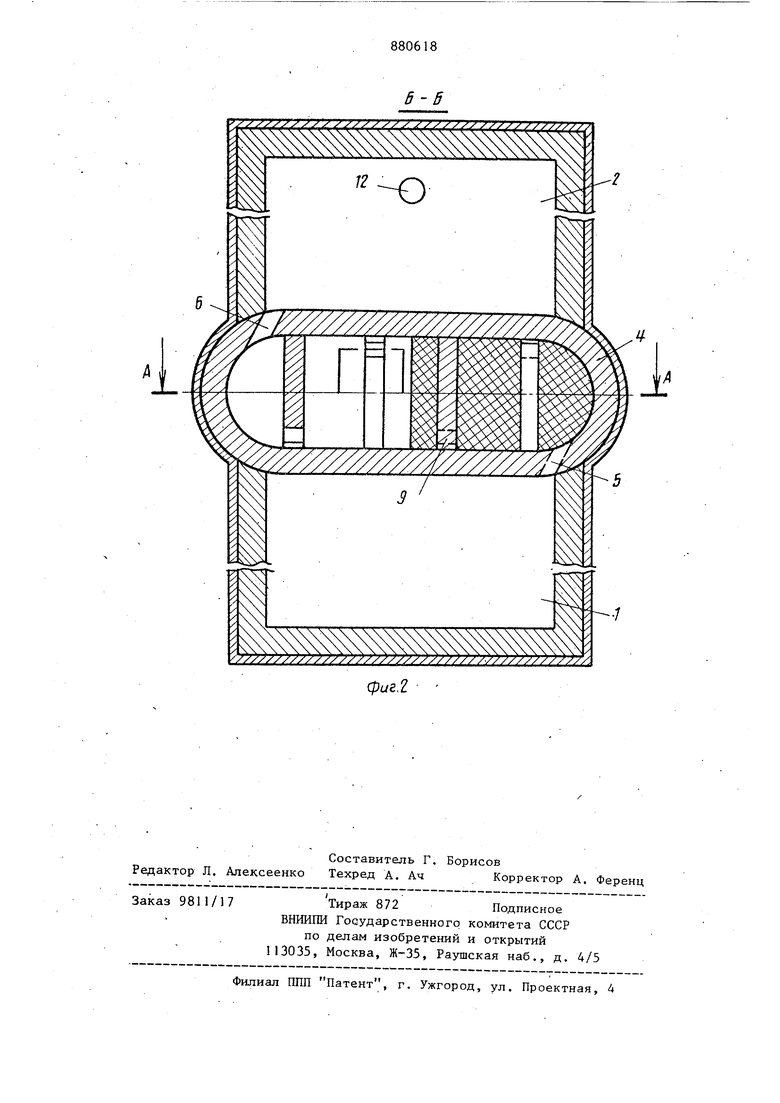
Изобретение относится к черной ме галлургии, а именно k конструкциям , промежуточных ковшей для разливки металлов. Известен способ обработки металла в процессе разливки, заключающийся в том, что продувку металла осуществляю в ступенчатом мсталлоприемнике снизу причем продувке подвергают меньший по высоте слой металла fljИзвестен также способ непрерывной обработки металла шлаком в промежуточном ковше.При этом шлак Наводят в камере отделенной от промежуточного ковша, и каждые 2-5 мин перекачивают в промежуточный ковш путем поднятия уровня металла в нем на 100-300 мм, а затем сливают шлак L jОднако все известные устройства обработки металла не решают вопрос дифференцированного рафинирования рас плава в процессе разливки в соответствии с теми или иными требованиями технологии. Известно, что дегазация жидкого Иеталла требует большей интенсивности продувки, чем удаление из него неметаллических включений. Большой рас- . ход инертного, газа, обеспечивая эффективную дегазацию металла, приводит к разрушению футеровки промежуточного ковша и затягиванию шлаковых частиц в толщу металла, а затем и в литейную форму, что ухудшает качество отливаемых слитков. Поэтому при обработке жидкого металла инертным газом в промежуточном ковше наиболее целесообразно проводить дифференцированную продувку расплава, т. е. сначала продувать его с большей интенсивностью для удаления газов, а затем с меньшей интенсивностью для удаления неметаллических включений, прекращая продувку вообще, непосредственно перед поступлением металла в разливочную секцию. Наиболее близкой к предлагаемой является конструкция промежуточного 388 ковша, включающего приемную, и разливочную секции, разделенные огнеупорной перегородкой с пористым блоком, соединеннь1м с системой подачи инертного газа L3J. Недостатком этой конструкции является невозможность обеспечения дифференцированной обработки расплава, например продувки расплава инертным газом с уменьшающейся по длине потока интенсивностью. Цель изобретения - повышение качества отливаемых слитков. Поставленная цель достигается тем, что в конструкции промежуточного ковша, включающей приемную и разливочную секции, разделенные огнеупорной перегородкой с пористыми блоками, соедине ными с системой подачи инертного газа перегородка содержит проточ1-гую футеро ванную ванну, внутренние широкие боко вые поверх1ости которой выполнены пря молинейными, узкие - сферическими, со стоящую из камер, представляющих собо сообщающиеся сосуды с расположенными Б шахматном порядке отверстиями в ниж ней части, причем одна из крайних камер соединена с приемной, другая - с разливочной секциями ковша, а пористы огнеупорные блоки являются основаниями каждой камеры и снабжены индивидуальным подводом к системе подачи инертного газа. Сферическая форма узких боковых по верхностей ванны обеспечивает более благоприятное распределение потоков металла и меньшее разрушение футеровки. Шахматный порядок расположения отверстий в нижней части сообщающихся между собой камер обеспечивает прохож дение .металла по всей поверхности пористого днища каждой камеры и равномерную обработку расплава. Индивидуальный подвод инертного газа к пористому блоку каждой камеры необходим для Ъсуществления в них раз личных режимов продувки. Например, уменьшакнцийся от первой к каждой последующей камере расход инертного газа обеспечивает высокую степень дегазации расплава и исключает возможност попадания в толщу металла шлаковых частиц на последней стадии обработки. Дифференцированная по отдельным камерам продувка металла инертным газом обеспечивает высокий коэффициент использования продувочного газа, интен4ивную и равномерную обработку всей ассы разливаемого металла. На фиг. 1 показан предлагаемый ковш, азрез А-А на фиг. 2; на фиг. 2 - разез Б-Б на фиг. 1. Промежуточный ковш состоит из примной 1 и разливочной 2 секции, огнепорной перегородки 3, проточной футерованной ванны 4, соединенной канаом 5 с приемной и каналом 6 с разливочной секциями ковша, камер 7, разеленных огнеупорны ш стенками 8 с отверстиями 9 к нижней части, пористых огнеупорных блоков 10, трубопроводов 11 инертного газа и сталеразливочного стакана 12. Обработку металла производят следующим образом. Наполняют металлом приемную секцию ковша. Перед поступлением металла в проточную футерованную ванну через пористый блок каждой камеры начинают подавать инертньШ газ в количествах, определяемых требованиями технологии. После подъема уровня металла в камерах вьше отверстий на зеркало металла забрасывают шлакообразующую смесь определенного состава и поддерживают уровень металла постоянным в течение всей разливки. Металл последовательно проходит через все камеры ванны и поступает в разливочную Секцию, а затем через сталеразливочный стакан в лИтейную форму. Приведенный вариант технологии рафинирования жидкого металла в процессе его разливки не исключает другие возможные режимы обработки расплава, которые можно осуществить с применением предложенной конструкции промежуточного ковша. Использование предлагаемой конструкции промежуточного ковша наиболее перспективно при непрерывной разливке стали, к которойпредъявляются повьш1енные требования по содержанию газов и неметаллических включений. изобретения Промежуточный ковш для разливки металлов, включающий приемную и разливочную секции, разделенные огнеупор-. ной перегородкой с пористыми блоками, соединенными с системой подачи инертного газа, отличающийся тем, что, с целью повышения качества
отливаемых слитков, перегородка содержит проточную футерованную ванну, внутренние широкие боковые поверхности которой выполнены прямолинейными, узкие - сферическими, состоящую из камер, представлякяцих собой сообщающиеся сосуды с расположенными в шахматном порядке отверстиями в нижней части, причем одна из крайних камер соединена с приемной, другая - с разливочной секциями ковша, а пористые огнеупорные блоки являются основаниями каждой камеры и снабжены индивидуальным подводом к системе подачи инертного газа.
Источники информации, принятые во внимание при экспертизе
кл, В 22 D 11/10, 1976.
(риг:
f
фиг.2
