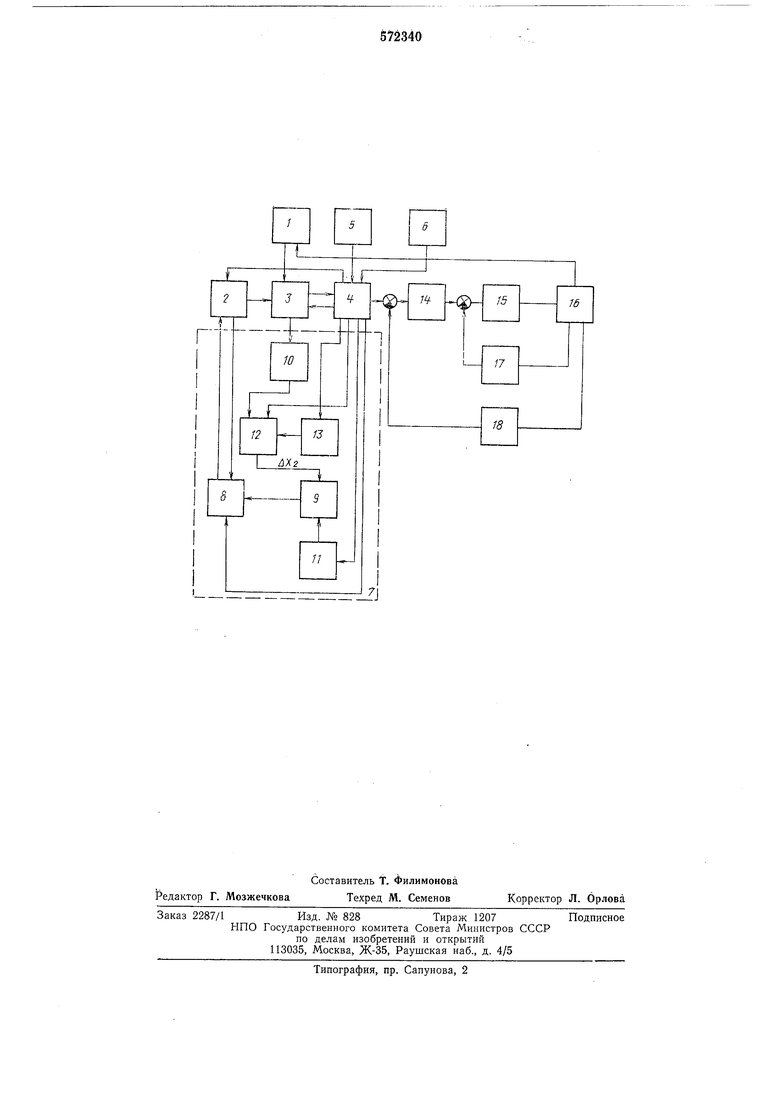
чений величины ошибок предыдущих резов, т. е. операция, описываемая выражением где ДХ2 - средняя арифметическая величина ошибок п предыдущих резов, AJi - величина ошибки i-ro реза, я - заданное число (соответствует заданному оператором числу предыдущих резов, ошибки которых должны быть учтены при коррекции последующего реза). Величина AXz переписывается в дополнительную схему 9 алгебраического суммирования для коррекции последующего реза. Блок управления, получая сигналы от датчика 5 исходного положения органов реза, датчика 6 рабочего положения и счетчика 3 импульсов, обеспечивает работу отдельных узлов системы в определенной последовательности и выдает следующие команды: а)на перепись заданного числа регистра задающего в счетчик импульсов, б)на -перепись ошибки из счетчика импульсов в регистр ошибки, в)на пер-епись заданной оператором величины допуска на рез из регистра задания допуска на рез в дополнительную схему алгебраического суммирования, г)на перепись заданного числа, соответствующего длине отрезаемого листа из регистра задающего в основную схему алгебраического суммирования, д)на перепись числа, характеризующего скорректированное задание основной схемы алгебраического суммирования в регистр задающий, е)на подачу заданного сигнала на вход системы подчиненного регулирования, ж)на перепись заданного оператором числа резов (п), з)на перепись ДХа из блока обработки ошибок предыдущих резов в дополнительную схему алгебраического суммирования. Формула изобретения Система мерного реза полосы, содержащая электрически связанные между собой блок управления, задатчик длины отрезаемых листов, датчики исходного и рабочего положений органа реза, вычислительное устройство автоматической коррекции ошибки реза, выполненное в виде электрически связанных между собой основной и дополнительной схем алгебраического суммирования, регистра ошибки и регистра задания величины допуска на рез, отличающаяся тем, что, с целью повышения точности работы, вычислительное устройство автоматической коррекции ошибки реза снабжено электрически связанными между собой регистром задания числа предыдущих резов и блоком обработки ошибок (предыдущих резов, при этом входы блока обработки ошибок предыдущих резов связаны с выходами блока управления и регистра ошибок, а выход - со входом дополнительной схемы алгебраического суммирования. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №498107, кл. В 23D 25/16, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система мерного реза полосы | 1973 |
|
SU498107A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАДИОЭЛЕКТРОННЫХ ОБЪЕКТОВ | 2009 |
|
RU2413977C1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство для программного управления пружинонавивочной машиной | 1975 |
|
SU554916A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство для контроля объектов | 1988 |
|
SU1545231A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство для контроля радиоэлектронных объектов | 1986 |
|
SU1399773A1 |
| Устройство для контроля дальномера системы "запрос-ответ | 1982 |
|
SU1054808A1 |