Изобретение относится к области автоматизации технологических процессов в прокатного производстве и предназначено дл.« управления механиз мами участка раскроя полосы, осущест вляющими подачу, безупорный останов и порезку полосы на листы по задавае мой програ.мме раскроя, и может быть использовано для автоматизации прокатных станов на участках раскроя проката. Известна система мерного реза полосы, содержащая связанные между собой датчик импульсов, задающий регистр, реверсивный счетчик, блок управления, датчик положения ножниц и систему управления приводом подачи полосы р. . В системе фиксируется величина и знак, отклонения ошибки реза от допус ка на рез в процессе каждого реза и используется для коррекции последующего реза. Однако при различных длинах полос, а также при смене сече НИН ошибка при последующем резе может значительно отличаться от предыдущей, что делает этот метод малоэффективным. Известно также устройство управления безупоркыдМ мерныти резом полосы, содержащее системы автоматического управления приводами подачи полосы и ножницами, датчик положения кожа ножяиц,- датчик наличия полоса, коммутатор приводов подачи, соединенный с приводами подач, блок управления, соединенный с ком1.1утатором приводов подачи, с приводом ножниц, с датчиками наличия полосы и с датчиком положения ножей, импульсные датчики перемещения, блок редукции частоты, связанный с блоком управления и импyльcны ли датчиками перемещения, реверсивный счетчик полоукения передь его конца полосы относительно линии реза, соединенный с блоком упоавлени.я и блоком редукции частоты, пульт управления, програлино-задающий блок, связанный с пультом управлени.ч и блоком упра.вления, блок цифровой индикации, соединенный с программно-задающим блоком и выходом реверсивного счетчика положения, , входы которого подключены к реверсивному счетчику положения и к Г1рограммнозадающему блоку, а выход - к блок: управления, блок ограничения коца, соединенный с выходом сум 1атора, преобразователь код-аналог, соед иненкый
с коммутатором приводов подачи поло PJ- ..
Недостатком известного устройства являетс я то, что контроль обработкизаданного положения осуществляется в анало овой форме, что снижает точность останова.
Целью изобретения является повышение точности безупорного мерного реза полосы и увеличение производительности .
Указанная цель достигается .тем, что устройство снабжено функциональным преобразователем код-частота, соединенным с блоком ограничения кода, блоком ограничения разностной частоты, связанным с блоком редукции частоты и функциональныгл преобразователем код-частота, генератором опорных частот, выходы которого подключены к функциональному преобразователю код-частота и блоку ограничения разностной частоты, цифровым интегратором, вход которого подключен к выходу блока ограничения разностной частоты, а выход - к преобразователю код-аналог.
Для получения оптимальной тахограммы торможения подающихроликов функциональный преобразователь кодчастота содержит первую группу ключей , вход которо-й соединен с блоком ограничения кода, вторую группу ключей, узел набора кода, соединенный с второй группой ключей, cy iмaтop, связанный с первой и второй группами ключей, первый и второй триггеры, выход первого триггера соединен со счетным входом второго, формирователь,, вход которого соединен с cyt iaxopoM, а выход - с нулевым входом первого триггера, единичным входом второго триггера, второй группой ключей и блоком ограничения разностной частоты, первый элемент И, входы которого соединены с выходами первого и второго триггеров, элемент НЕ, вход которого соединен с выходом первого элемента И, второй элемент И, вход которого соединен с выходом первого элемента И, третий элемент И, вход которого соединенС выходом элемента НЕ, другие входы второго и третьего элементов И соединены с генератором опорных частот.
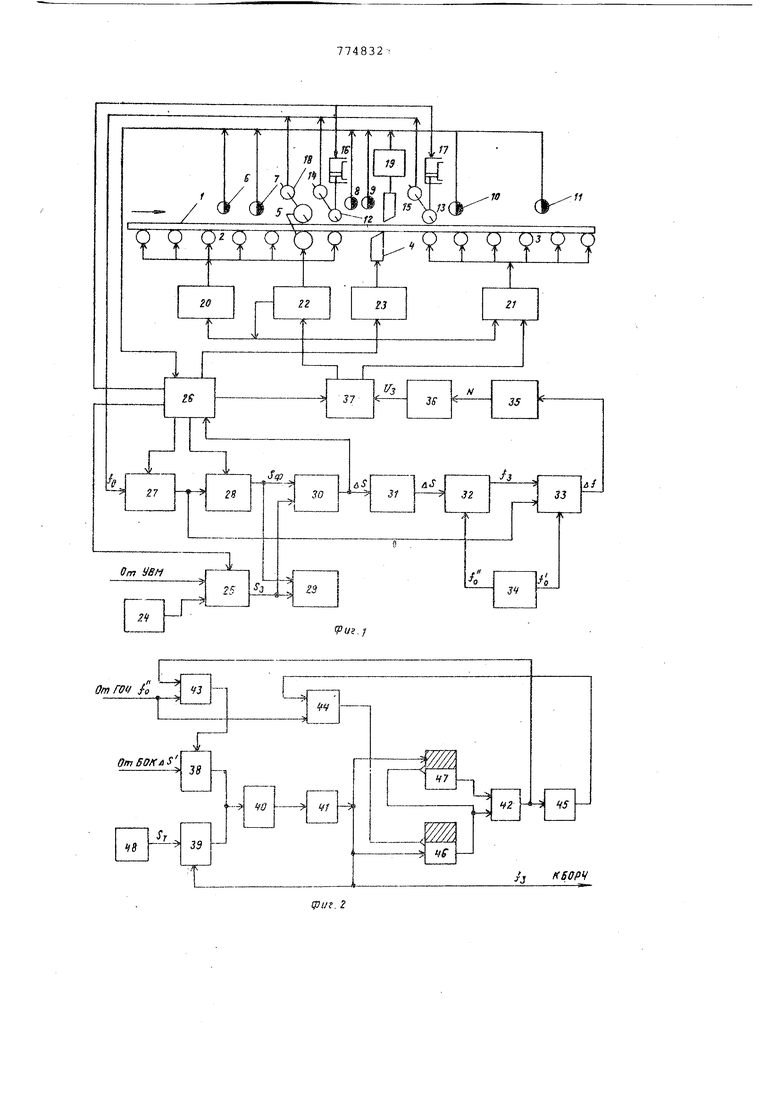
На фиг. 1 приведена структурная схема устройства; на фиг. 2 - блоксхема функционального преобразователя код-частота, на фиг. 3 - график зависимости, реализуемой функциональным преобразователем код-частота.
На участке пореза полосы металла на части, например на участке ножниц поперечной резки, установлены механизмы, осуществляющие перемещение раската 1 в зоне участка, рез раската на части и передачу отрезанных-листов на смежный технологический участок. К ним относятся группы рольгангов 2
и 3 перед и за ножницами 4 поперечной резки, подающие ролики 5, датчи.ки 6-11 наличия полосы, размещенные вдоль линии рольгангов.
Перед и за ножницами 4 поперечной резки установлены прижимные мерительные ролики 12 и 13, с которыми связаны импульсные датчики 14 и 15 перемещения. Прижим мерительных роликов к полосе осуществляется- пневматическими прижимами 16 и 17. С валом-верхнего подающего ролика связан импульсный датчик 18 перемещения.
Датчик 19 положения ножа ножниц (ДПН) предназначен для фиксации исходного положения ножниц и окончания реза металла.
Рольганги 2, 3 и подающие ролики 5 управляются системами автоматического управления приводом подачи 20, 21 и. 22 соответственно . (САУП подачи) а ножницы поперечной резки - системой автоматического управления приводов ножниц 23 (САУП ножниц).
Пульт 24 ручного ввода (ПУ) представляет собой клавишное устройство и предназначен для набора программы порезки полосы и ввода ее в программно-задающий блок 25 (ПЗБ), в который также может вводиться программа порезки от управляющей вычислительной машины (УВМ).
Блок 26 управления (БУ) предназначен для управления пневматическими прижимами и функциональными блоками п® сигналам датчиков наличия полосы и датчика положения ножей, которые подключены к входам БУ. Один из выходов БУ подсоединен к уцравляквде1-1у входу программно-задающего -блока и предназначен для команд сдвига информации в ПЗБ при завершении отрезки очередного листа и вьщачи нового задания на длину листа.
Блок 27 редукции частоты (БРЧ) осуществляет электронную редукцию частотных сигналов f датчиков перемещения, подключенных к его входу с целью получения заданной цены импульса рабочей частоты fр. Установка величины;коэффициента редукции БРЧ производится по команде от БУ 26 которая подается на управляющий вход БРЧ.
Реверсивный счетчик 28 полонсения (РСП) предназначен для вычисления фактического положения переднего конца полосы относительно линии реза 5ф путем суммирования в счетчике редукцированных импульсов датчиков перемещения, поступакнцих .в процессе движения полосы.
Счетный вход РСП подключен к выходу блока редукции частоты, а управляющий вход - к БУ 26. Выход реверсивного счетчика 28 связан с одним из входов блока 29 цифровой индикации(БЦИ), второй вход которого подключен к выходу ПЗБ 25. БЦИ 29
предназначен для индикации заданной длины отрезаемых листов и фактического положения переднего конца полосы относительно линии реза.
Сумматор 30 (с) предназначен для вычисления в цифровой форме разности Д5 между заданным и фактическим положениями полосы. Первый вход сумматора подключен к выходу ПЗБ 25, второй подсоединен к выходу РСП 28. Выход сумматора подключен к БУ 26 для формирования сигнала об окончании отработки.
Блок 31 ограничения кода (БОК) выполняет в цифровой форме ограничение величины разности д5 между заданным и фактическим положениями полосы до величины д5 (кс соответствующей максимальному значению заданной скорости подачи полосы. Вход БОК 31 подключен к выходу С 30.
Функциональный преобразователь кодчастота 32 (ФПКЧ) предназначен для выполнения функционгшьного преобразователя ограниченного кода разности между заданным и действительным положением переднего конца полосы д5 в последовательность импульсов задания скорости F. Первый вход ФПКЧ подключен к выходу БОК 31.
Блок ограничения разностной частота 33 (БОРЧ) предназначен для выделения алгебраической разности а, f задающей f и рабочей fp частот и ограничения абсолютной величины этой разности до значения Гд, соответствующего максимальному темпу разгона а тор.южения полосы. Одна из входов БОРЧ подключен к выходу ФПКЧ 32, второй вход БОРЧ подсоединен к выходу БРЧ 27.
Генератор опорных частот 34 (ГОЧ) вырабатывает тактовую частоту f для ФПКЧ 32 и огранкчивагещую частоту FO для БОРЧ 33. Первый выход ГОЧ 34 подключен к второму входу ФПКЧ 32, второй выход ГОЧ 34 подключен к третьему входу БОРЧ 33.
Цифровой интегратор 35 (ЦИ) представляет собой интегральный регулятор положения и предназначен для алгебраического суммирования импульсов разностной частоты Af. Вход ЦИ подключен к выходу БОРЧ 33.
Преобразователь код-аналог 36 (ПКЛ) подключен своим входом к выходу ЦИ 35 и предназначен для перевода дискретного числа N в двоичном коде в аналоговый сигнал Uv. задания скорости САУП подачи 20-22.
Ko мyтaтop приводов подачи 37 (КПП предназначен для коммутации аналогового сигнала задания скорости и„. на различные СЛУП полосы.
ФПКЧ 32 содержит первую и вторую группы ключей 38 и 39,.накапливающий параллельный 40, формирователь импульсов 41, три элемента И 4244, элемент НЕ 45, два триггера 46 и 47 и узел 48 набора кода.
На входы первой группы ключей 38 поступает код рассогласования лЗ с выхода БОК 31. На входы второй группы ключей .39 поступает с выхода узла 48 набора кодов код S. , соответствующий величине пути торможения. Выходы первой и второй группы ключей 38 и 39 подключены к входу накапливающего сумматора 40, выход старшего разряда
0 которого соединен с формирователем импульсов 41. Выход формирователя импульсов 41 соединен с нулевым установочным входом первого триггера 46, с единичным установочным вхо5дом второго триггера 47 и с управляющим входом второй группы ключей 39. Выход формирователя .импульсов 41 является выходныги сигналом ФОКУ 32.
Выходы триггеров 46 и 47 подключе0ны к входам первого элемента И 42, выход которого подключен к входу элемента НЕ 45 и к первому входу второго элемента И 43. Выход элемента НЕ 45 подключен к первому входу третьего элемента И 44. На вторые входы элеSментов И 43 и 44 подаются от генератора опорных частот (ГОЧ) импульсы тактовой частоты fc 4,5 кГц. Выход второго элемента И 43 подключен к управлятааему входу первой группы ключей 38. ВЬ(ход третьего элемента И 44 подсоединен к счетному входу первого триггера 46.
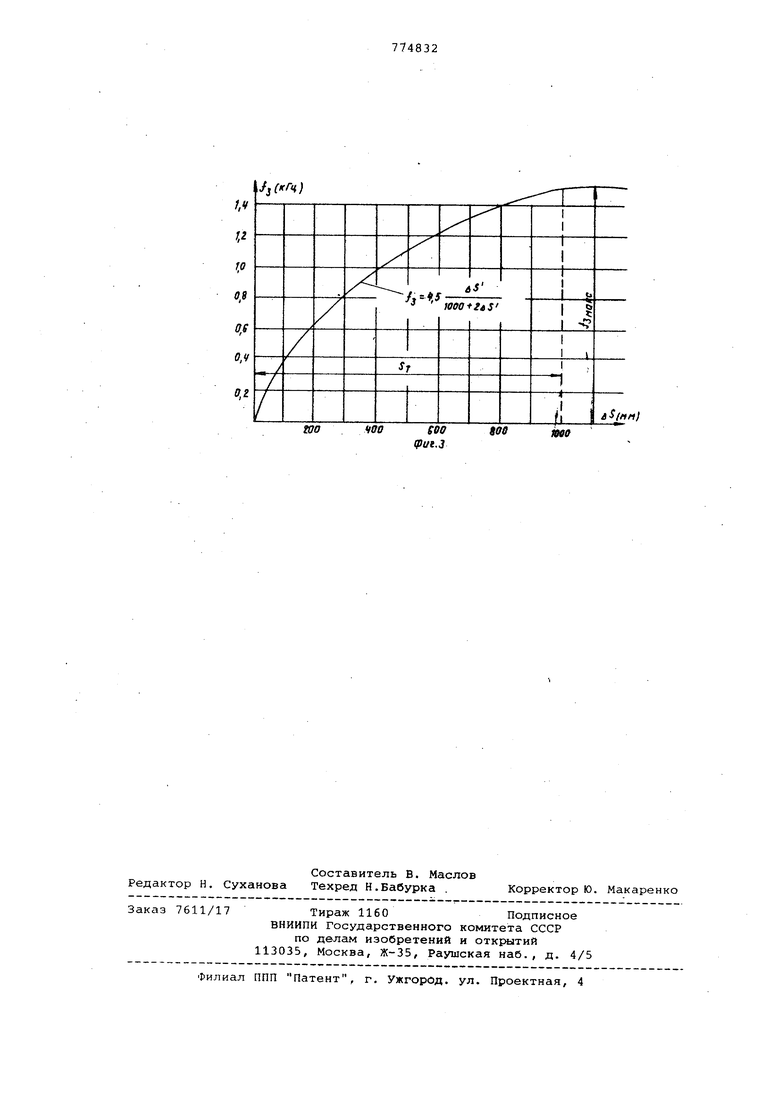
Такое построение ФПКЧ 32 обеспечивает следующую зависимость задающей
5 частоты f от кода рассогласования uS : f,, fo.S/ (ST + 2i.S ) .
Устройство работает следующим образом.
Очередной ввод заданий программ
0 пореза полосы производится от управляющей вычислительной машины (УВМ), на которой производится расчет оптимального плана раскроя полосы металла, или оператором с ПУ 24 программы порезки полосы в ПЗБ 25.
5
При подходе переднего конца очередной полосы металла к датчику 8 рольганг 2 перед ножницами переводится на ползучую скорость, остановка рольганга 2 производится при сраба0тыва-нии датчика 8. После полной остановки полосы опускаются верхние валки подающих роликов 5 и из ПЗБ 25 вводится Б сумматор 30 величина обрезки, производимой при нулевом резе, а ре
5 версивный счетчик положения устанавливается в состояние и в дальнейшем, до срабатывания датчика 9, поддерживается в этом состоянии. Сигнал рассогласования л5 на выходе сумматора 30 преобразуется 32 в
0 последовательность импульсов i,, которая подается на первый вход ВОГЧ 33. На второй вход этого блока пост пают импульсы рабочей частоты Гр , п(1.п ченные после редукции и.мпульсов tA, .мтчика 18 перемещения, установленного на подающих роликах 5. Импульсы разностной частоты f, получаемые на выходе БОРЧ 33, суммируются в ЦИ 35, выходная величина которого N преобразуется в ПКА 36 в напряжение задания ckoрости и, которое через КПП 37 подается в САУП подачи 22 тянущих роликов и они осуществляют перемещение полосы. При достижении передним концом полосы датчика 9 в РСП 28 заносится отрицательная величина, соответствующая расстоянию этого датчика от линии реза и начинается суммирование импульсов рабочей частоты fр. При достижении величиной 5ф значения равного 5 величина рассогласования становится равной нулю, полоса останавливается и БУ 26 выдает в САУП ножниц 23 сигнал на производство нулевого реза. По сигналу датчика 19 положения ножа ножниц после окончания нулевого реза БУ 26 выдает команду на опускание мерительного ролика 12, контроль перемещения полосы переводится на датчик 14 перемещения, а ПЗУ 25 получает команду на установку очередного задания на величину отрезаемого листа. Одновременно РСП 28 устанавливае ся в исходное состояние. Под действи ем величины рассогласования (преобразуемой в блоках 31-37 как это указано вьпде) между заданным S- и фактическим 5ф положением переднего конца полосы, относительно линии реза производится транспортировка полосы при помощи САУП подачи 20-22. При достижении выходным значением РСП 28 величины, равной заданной дли не листа, подача полосы прекращается и БУ 26 выдает в САУП ножниц 23 сигнал на производство очередного реза. В процессе измерения фактического положения переднего конца полосы для повышения точности измерения при порезке длинных листов содержимое РСП корректируется путем занесения в него по сигналам датчиков 10 и 11 (по переднему концу полосы) величин, соответствующих расстояниям установки этих.датчиков от линии реза. Автоматический безупорный останов и мерный порез полосы с использованием датчика 14 перемещения продолжается до тех пор, пока задний конец полосы не достигнет датчика 6. При этом БУ 26 вырабатывается сигнал о переводе всех САУП подачи полосы на ползучую скорость с последующей остановкой по сигналу датчика 7. После этого по команде БУ 26 производится подъем верхних подающих роликов 5 и мерительного ролика 12 перед ножни цами 4 и опускание мерительного роли ка 13 за ножницами поперечной резки Контроль перемещения полосы переводится на датчик 15 перемещения, а КПП 37 переводит управление на САУП подачи 21, и полоса подается вперед. В заданном положении полоса авто ла-гк чески останавливается и производится отрезка, последнего листа (по аналогии с порезкой предыдущих листов). После этого по команде БУ 26 осуществляется подъем мерительного ролика 13. Получение оптимальной тахограммы торможения подающих полосу приводов обеспечивает ФПКЧ 32, работа которого происходит следующим образом. В исходном состоянии оба триггера 46 и 47 и выход элемента И 42 находятся в положении логической единицы. При этом через элемент И 43 проходят импульсы тактовой частоты от генератора опорных частот к первой группе ключей 38. С каждым импульсом тактовой частоты fo в накапливающий сумматор 40 добавляется величина AS в прямом параллельном коде. При переполнении сумматора 40 формирователь 41 выдает импульс, по переднему фронту которого производится через вторую группу ключей 39 занесение в накапливающий сумматор 40 величины S-, в дополнительном параллельном коде и накладывается запрет на суммирование величины &s на следующие два такта тактовой частоты F. Это эквивалентно тому, что из содержимого накапливающего сумматора при возникновении переполнения вычитается величина + 2u.s . Наложение запрета производится следующим образом. Задним фронтом импульса формирователя 41 триггер 47 устанавливается в положение нуль. При этом на выходах элементов И 42 и 43 такж« устанавливается нуль, а на выходе элемента НЕ 45 устанавливается единица и следующий импульс опорной частоты проходит через элемент И 44 на счетный вход триггера -46. По заднему фронту этого импульса триггер 46 устанавливается в состояние нуль и выдает импульс на счетный вход триггера 47, который устанавливает его в состояние единица. Следующий импульс опорной частоты f проходит через элемент И 44 на счетный вход триггера 46, задним фронтом устанавливая его в состояние единица. При этом на выходе элемента И 42 появляется единица, разрешающая прохождение следующих импульсов опорной частоты через элемент И 43 на управляющий вход первой группы ключей 38. Одновременно на выходе элемента НЕ 45 появляется сигнал нуль, закрывающий элемент И 44. На этом цикл формирования импульса переполнения заканчивается. Таким образом, выходная частота ФПКУ 32 f-tj , определяемая частотой переполнения накапливающего сумматора 40, .пропорциональна опорной частоте fo и величине кода л5 и обратно пропорциональна величине S + 2д.5 , т.е. И AS 1f с. ST + 2л.5 Эта зависимость с достаточной то ностью реализует параболическую зав симость выходной частоты f от U.S, что позволяет получать равноускорен ное движение полосы в процессе торможения. Устройство обеспечивает высокую точность безупорного мерного реза и повышение производительности участк порезки. Формула изобретения 1. Устройство управления безупорным мерным резом полосы, содержащее системы автоматического управления приводами подачи полосы и ножницами датчик положения ножа ножниц, датчик наличия полосы, коммутатор приводов подачи, соединенный с системами авто матического управления приводами подач, блок управления, соединенный с коммутатором приводов подачи полосы с приводом ножниц, с датчиками наличия полосы и с датчиком положения но жей, импульсные датчики перемещения блок редукции частоты, связанные с блоком управления и импульсными датчиками перемещенияf реверсивный счет чик положения переднего конца полосы относительно линии реза, связанный с блоком управления и блоком редукции частоты, пульт управления, программно-задающий блок, соединенный с пультом управления и блоком управления, блок цифровой индикации, соединенный с программно-задающим блоком и выходом реверсивного счетчика положения, сумматор, входы которого подключены к реверсивному счетчику положения и к программно-задающему блоку, а выход - к блоку управления, блок ограничения кода, соединенный с выходом сумматора, преобразователь код-аналог, соединенный с коммутатором приводов подачи полосы, отли чающееся тем, что, с целью повышения точности безупорного мерного реза и увеличения производительности, оно снабжено функциональным преобразователем код-частота, соединенный с блоком ограничения кода, блоком ограничения разностной частоты, связанным с блоком редукции частоты и функциональным преобразователем код-частота, генератором опорных частот, вьисоды которого подключены к функциональному преобразователю код-частота и блоку ограничения разностной частоты, цифровым интегратором, вход которого соединен с выходом блока ограничения разностной частоты, а выход - с преобразователем код-аналог. 2. Устройство по п, 1, отличающееся тем, что, с целью получения оптимальной тахограммы торможения подакяцих роликов, функциональный преобразователь код-частота содержит первую группу ключей, вход которой соединен с блоком ограничения кода, вторую группу ключей, узел набора кода, соединенный с второй группой ключей, сумматор, связанный с первой и второй группами ключей, первый и второй триггеры, выход первого триггера соединен со счетным входом второго, формирователь, вход которого соединен с сумматором, а выход - с нулевым входом первого триггера, единичным входом второго триггера, второй группой ключей и блоком ограничения разностной частоты, первый элемент И, входы которого соединены с выходами первого и второго триггеров, элемент НЕ, вход которого соединен с выходом первого элемента И, второй элемент И, вход которого соединен с выходом первого элемента И, третий элемент И, вход которого соединен с выходом элемента НЕ, другие входы второго и третьего элементов И соединены с генератором опорных частот. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 498107, кл. в 23 О 25/16, 1973. 2.Авторское свидетельство СССР 533411, кл. В 21 В 37/00, 1974.




| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Линия для непрерывного изготовления гофрированных полос | 1987 |
|
SU1496854A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |
| Система управления приводом летучих ножниц | 1987 |
|
SU1523269A1 |
| Способ непрерывного изготовления металлических обшивок для панелей с утеплителем и устройство для его осуществления | 1989 |
|
SU1735028A1 |
| Цифровая система регулирования электропривода | 1980 |
|
SU930246A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391814A1 |
| Способ управления станом с перфорацией и порезкой гнутых профилей на ходу и устройство для его осуществления | 1989 |
|
SU1680406A1 |
п
От ГОЧ Л
W
Л
Om60KJ S
J9
-
W
J1
;TJ
г
г:Ш
I 7 1-,
1
4S
1,f 2 (О 0,9
0,S
o.v
O.I
