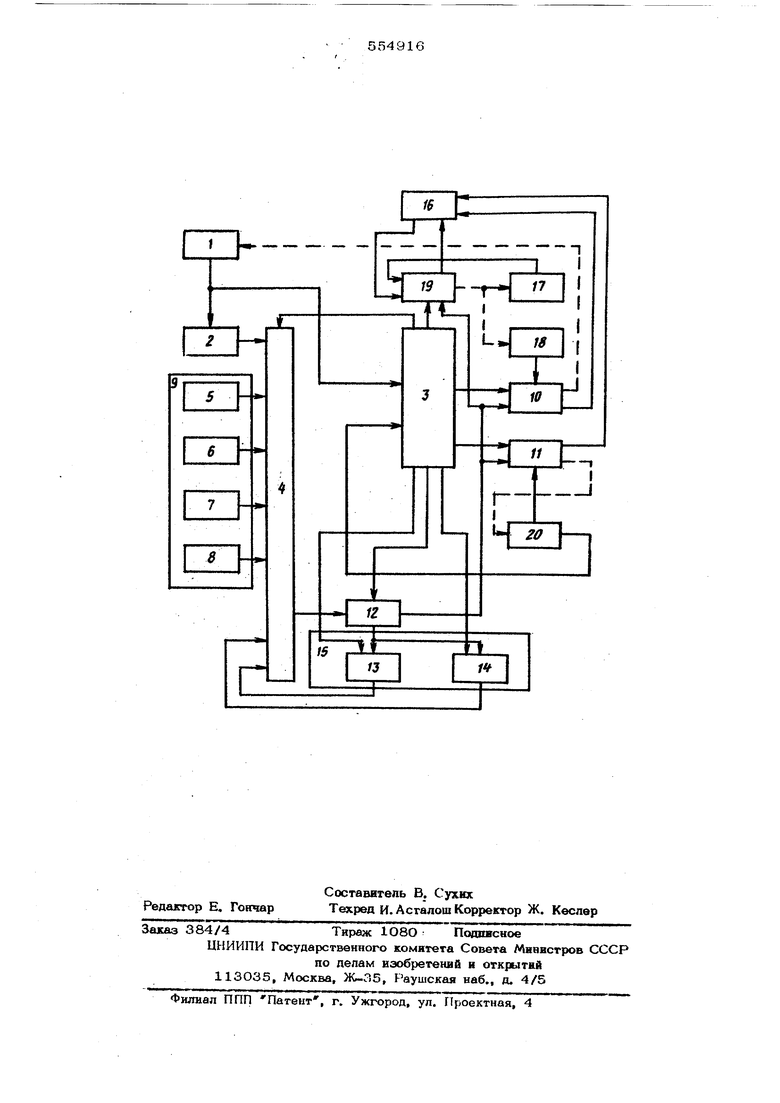
(54) УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ПРУЖИНОНАВИВОЧНОЙ МАШИНОЙ ма шагообразования и к блокам управления приводами механизмов реза и подачи, соеди ненным с выходами блок ч синхронизации, другие выходы которого подключены к входам коммутатора и блока памяти. На чертеже изображена блок-схема устройства. Блок схема устройства для программного управления пружшюнавивочной магииной содержит датчик 1 длины проволоки, счетчик импульсов 2, блок синхронизации 3, коммутатор 4, задатчик 5 длины пружины, задатчик 6 длины переходных винтков пружины, аадатчик 7 длины передних крайних витков и эадатчик 8 длины задних крайних вигков, образующие блок задалия программы9, блок управления 10 приводом механизма подачи, шаговый привод 11 механиэ ма шагообразования, блок сумк/ирования 12 регистры основной 13 и вспомогательной 14 памяти, образуюиле блок памяти 15, блок контроля 16, третий конечный выкпючатель 17 выполнения реза, второй конечный выключатель 18 включения подачи, блок управления приводом 19 механизма реза и первый конечный включателе 2О, Устройство работает следующим образом Включение устройства начинается с вклк чения механизма реза блоком управления 19. Механизм реза выходит из сектора взаимодействия с конечным вь ключателем 17 выполнения реза, отрезает проволоку и входит в сектор взаимодействия с конечи ным выключателем 18 включения подачи. Включается блок 10 управлет1ия механизмом подачи прополоки и приводится в движение проволока. Производится навивка передних крайних вигков. При прохождении проволоки датчик 1 вырабатывает импульсы которые считает счетчик 2, определяющий вепичкну текущего размера. Эти же импyлtJ сы запускают блок синхронизации 3. Механизм реза продолжает движение до входа в сектор взаимодействия с конечным выключателем 17 выполнения реза. После этого блок управления 19 выключает механизм реза. Блок синхронизации 3 после каждого им пульса датчика 1 производит подключение з аатчика 5 длины пружины, задатчика 6 :.илIты переходных витков пружины, задатчика 7 длины передних крайних витков, задатчика 8 длины задних крайних витков и счетчика 2 через коммутатор 4 к блоку суммирования 12, Блок 12 пропсз1 одиг вычитание текущего размера образуемого р, счетчике 2, из з/зданиИ з 1датчнков 5, 6, 7,8с учетом О1либок в огрпботке кеха- низмов подачи и и1агооб1-азоилния, запоминаемых в регистре 13 основной памяти. При равенстве суммтл текущего размера . и числа в регистре 13 основной памяти (при навивке первой пружины в регистре 13 записан О) заданию в задатчике 7 длины передних крайних витков на вы .оде блока 12 возникает импульс переноса, который совместно с соответствукхцим сигналом блока синхронизации 3, включает шаговый привод 11 механизма шагообразования. Meiханизм шаговой лапки начинает вводиться с определенным, отставанием. Навиваются йередние переходные витки. Отставание механизма и1аговой гапки фиксируется выключателем 2О исходного положе- ния механизма шаговой лапки. Величина отставания (текущая ошибка) вычисляется в блоке 12 и запоминается в регистре 14 вспомогательной памяти. При равенстве суммы текущего размера и числа в регистре 13 основной памяти сумме заданий длины передних крайних витков (задатчике 7/ и длины переходных вит ков пружины (задатчик б) ввод шаговой лапки прекрашается. Навиваются витки с постоянным шагом. Блок 12 складывает числа, записанные в регистре 13 основной памяти и регистре 14 вспомогательной памяти, и записывает результат в регистр 13 основной памяти. Так корректируется величина ошибки ввсм га шаговой лапки, которая используется для упреждения ввода шаговой лапки, при навиЕже последующих пружин. Подобным об разом корректируются еще две величины ошибок, также хранящиеся в регистре 13 основной памяти и используемые для упреждения моментов начала вывода шаговой лапки и отключения подачи. Когда сумма заданий дли1гы задних крайи Hirx витков (задатчик З) и длины переходных витков пружины (задатчик б), а также ои;ибки вывода шаговой лапки (регистр 13) становится равной разности задан .гя длины пружины и текущего размера, начина ется вывод шаговой .лашш и навиваются задние переходные витки. После возврата шаговой лапки в исходное положение навиваются задние крайние витки пружины. Блок 12 вычисляет теку- Шую ошибку вывода шаговой лапки и записывает ее в регистр 13 вспомогательной памяти. Затем блок суммирования 12 складывает числа в регистрах 13 и 14 и записывает рюзультат в регистр 13 основной памяти. Когда заданная длина пружины равна сумме текущего размера и ошибки, записанной в регистре 13 оснопной памяти, блок утгравления Ю отключает пода , Hs вивка пружин) завершается oтp эoaниe При входе механизма реза в сектор действия конечного выключателя .18 в.клк чения подачи блок суммирования 12 вычисляет текущую о1Г1ибку длины пружитл, записывает ее в регистр 14 вспомогатель- ной памяти, затем складывает числа в регистрах 13 и 14 и записывает результат в регистр 13 осног.нон памяти, как ошибку длииь пружины. После этого блок управления 10 производит исходную установку бло ка памяти 15 за исключением регистра 13 основной памяти и включает подачу. На чинается навивка следующей пружины. Если при задании программы нарушаютс реально возможные соотношения в длинах крайних витков пружины, всей пружины и переходных витков пружины, изменяется Последовательность поступления сигналов в блоки 19, 10, 11 и последовательность управления соответствующими механизмами Это регистрирует блок контроля 16 определения ошибки в задании, который подает сигнал на отключение механизмов автомата При навивке первой и каждой предыду шей пружины в устройстве запоминаются ошибки, вызванные инерционностью и запаз дыванием механизмов подачи и шагообрюзо- вания, которые учитываются при навивке следующих пружин. Величина ошибки все по результатам время корректируется навивки каждой предыдущей пружины; в это смысле устройство является адаптивным. Допонительное повышение производительности изготовления пружины достигается аа счет упреждения включения подачи. При этом холостой ход механизма реза происходит во время начала навивки пружины, а рез происходит сразу после окончания подачи. Применение данного устройства програмкого управления пружинонавивочной машиной позволяет навивать пружины с более высокой то1п остью и повышенной производительностью, а пов1.1шение точности изготовления пружины и производительности обеспечивается учетом ошибок, вызванных инерционностями и запаздываниями механизмов подачи и шагообразования. Формула изобретения Устройство для программного управления пружинонавивочной машиной, содержащее блок задания программы, шаговый привод механизма шагообразования, подключен1а.1й . к. первому конечному выключателю и, последовательно соединенные блок управления приводом механизма реза, второй конечный выключатель, блок управления приводом механизма подачи, датчик длины проволоки и счетчик импульсов, отличаюшевс я тем, что, с целью повышения точности и быстродействия устройства, в него введены третий конечт 1й выключатель, сседине ный с блоком управления приводом механизма реза, блок контроля. Подключенный к шаговому приводу механизма шагообразования и к блокам управления приводами механизмов реза и подачи, и последовательно соединенные блок синхронизация, входы которого подключены к датчику длины проволоки н к первому конечному выклюгчателю, блок суммирования, блок памяти и коммутатор, входы коммутатора подключены к выходам блока задания программы и счетчика импульсов, а выход через блок суммирования ния - к шаговому приводу механизма шагообразования и к блокам }гправления приводами механизмов реза и подачи, соединенным с выходами блока синхронизации, дру гие выходы котврого подключены к входам коммутатора и блока памяти.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шагозадающее устройство к пружинонавивочному автомату | 1976 |
|
SU578145A1 |
| Устройство управления пружинонавивочной машиной | 1975 |
|
SU543452A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВОЙ ПРУЖИНЫ ПУТЕМ НАВИВКИ И ПРУЖИНОНАВИВОЧНАЯ МАШИНА | 2011 |
|
RU2469811C1 |
| Пружинонавивочное устройство | 1973 |
|
SU478656A1 |
| Шагозадающее устройство к пружинонавивочному автомату | 1985 |
|
SU1301538A1 |
| НАВИВКИ ПРУЖИП | 1966 |
|
SU182676A1 |
| Муфта пружинонавивочного автомата | 1961 |
|
SU147570A1 |
| Шагозадающее устройство к пружинонавивочному автомату | 1974 |
|
SU528990A1 |
| Устройство для навивки пружин | 1979 |
|
SU820987A1 |
| Устройство для изготовления винтовых пружин | 1985 |
|
SU1268260A1 |