Изобретение относится к области маши-- построения, в частности к автоматизации агрегатов резки проката на сортовых и заготовочных станах, и является усовершенствованием известного устройства по авт. св. № 1234072
Цель изобретения - увеличение выхода годного проката путем обеспечения действительного значения измеренной длины последней штуки раската в заданных диапазонах для большего количества раскатов, поступивших на раскрой.
На фиг. 1 представлена блок-схема устройства управления летучими ножницами; на фиг. 2 - блок-схема системы безостаточного раскроя проката; на фиг. 3 - блок- схема блока согласования по положению.
Устройство управления летучими ножницами 1 (фиг. 1) содержит первый датчик 2 импульсов, датчик 3 реза и тахогенератор 4, жестко закрепленные на валу летучих ножниц, жестко закрепленный на валу подающих роликов 5 второй датчик 6 импульсов, фотодатчик 7, узел 8 управления, первый блок 9 коррекции, блок 10 согласования по положению, ключ 11, задатчик 12 скорости, блок 13 согласования по скорости, второй блок 14 коррекции, третий блок 15 коррекции.
При этом входы 16-19 блока 10 согласования по положению соединены соответственно с выходами датчика 3 реза, фотодатчика 7, датчика 2 импульсов, ключа 11, а выходы 20 и 21 соединены соответственно с первым входом блока 13 согласования по скорости и входом 22 второго блока 14 коррекции, вход 23 которого соединен с датчиком 3 реза, а выход 24 соединен с входом 25 третьего блока 15 коррекции. Входы 26-28 третьего блока 15 коррекции соединены соответственно с выходами узла 8 управления, задатчика 12 скорости и тахогенератора 4, а выход 29
сд ел
J
00
N
этого блока соединен с вторым входом блока 13 согласования по скорости. При этом третий и четвертый входы блока 13 согласования по скорости соединены соответственно с выходами задатчика 12 скорости и тахогенератора 4, причем выход фотодатчика 7 соединен также с первыми входами узла 8 управления и первого блока 9 коррекции, а выход датчика 3 реза соединен также с вторыми входами первого блока 9 коррекции и узла 8 управления, выход второго датчика 6 импульсов соединен, с третьим входом первого блока 9 коррекции, выход которого соединен с первым входом ключа 11, второй вход которого соединен с выходом узла 8 управления, а выход - с входом задатчика 12 скорости. Устройство управления летучими ножницами содержит также систему 30 безостаточного раскроя, первый сумматор 31, первый вычислительный блок 32, первый задатчик 33 числа, первый блок 34 сравнения, первый блок 35 памяти, второй сумматор 36, второй задатчик 37 числа, счетчик 38, третий задатчик 39 числа, второй блок 40 сравнения, четвертый задатчик 41 числа, вы- читатель 42, первый ключ 43, второй ключ 44, элемент ИЛИ 45.
С выхода датчика 3 реза сигнал реза поступает на вход первого сумматора 31, а с выхода 46 блока 10 согласования по положению на другой вход первого сумматора 31 поступает код, соответствующий погрешности нареза штуки раската. С выхода фотодатчика 7 на первый вход первого сумматора 31 поступает сигнал сброса. С выхода 21 блока 10 согласования по положению на вход 47 системы 30 безостаточного раскроя поступает код Lgp, соответствующий длине, которая осталась до очередного реза, а на вход 48 блока 10 согласования по положению поступает с выхода 49 системы 30 безостаточного раскроя код, соответствующий текущей отрезаемой длине. На вход 50 системы 30 безостаточного раскроя с датчика 3 реза поступает сигнал реза, а с его выхода 51 на вход первого вычислительного блока 32 поступает код, соответствующий расчетному значению пути, который должен пройти задний конец раската от фотодатчика 7 до линии реза Lfy, , и с выхода 5 на вход первого блока 35 памяти поступает код начального максимального разброса погрешности измерения раскраиваемой длины Аю. На входы 53 и 54 системы 30 безостаточного раскроя поступают управляющие сигналы соответственно с выхода первого блока 34 сравнения и с выхода второго блока 40 сравнения, на вход 55 поступает код, соответствующий текущему номинальному значению максимального разброса погрешности измерения раскраиваемой длины, AI с выхода элемента ИЛИ 45, а на вход 56 поступает управляющий сигнал с фотодатчика 7.
0
Сигнал с фотодатчика 7 поступает на входы первого вычислительного блока 32, первого блока 34 сравнения, первого блока 35 памяти. Входы первого вычислительного блока 32 соединены также с выходами первого сумматора 31 и первого задатчика 33 числа, а выход его соединен с одним из входов первого блока 34 сравнения, другой вход которого соединен с выходом первого блока 35 памяти, входом второго сумматора 36 и входом вычитателя 42. Первый выход первого блока 34 сравнения соединен с входом счетчика 30, а его второй выход соединен с входами первого блока 35 памяти, счетчика 38, второго сумматора 36, первого ключа 43. Выход второго задатчика 37 числа соединен с одним из входов второго сумматора 36, выход которого соединен с одним из входов первого ключа 43. Выход второго блока 40 сравнения соединен также с входами первого блока 35 памяти, счетчика 38, вычитателя 42, второго ключа 44, а его входы соединены с выходами счетчика 38 и третьего задатчика 39 числа. При этом один из входов вычитателя 42 соединен с выходом чет5 вертого задатчика 41 числа, а его выход с одним из входов второго ключа 44. Входы элемента ИЛИ 45 соединены с выходами ключей, а его выход соединен с входом первого блока 35 памяти.
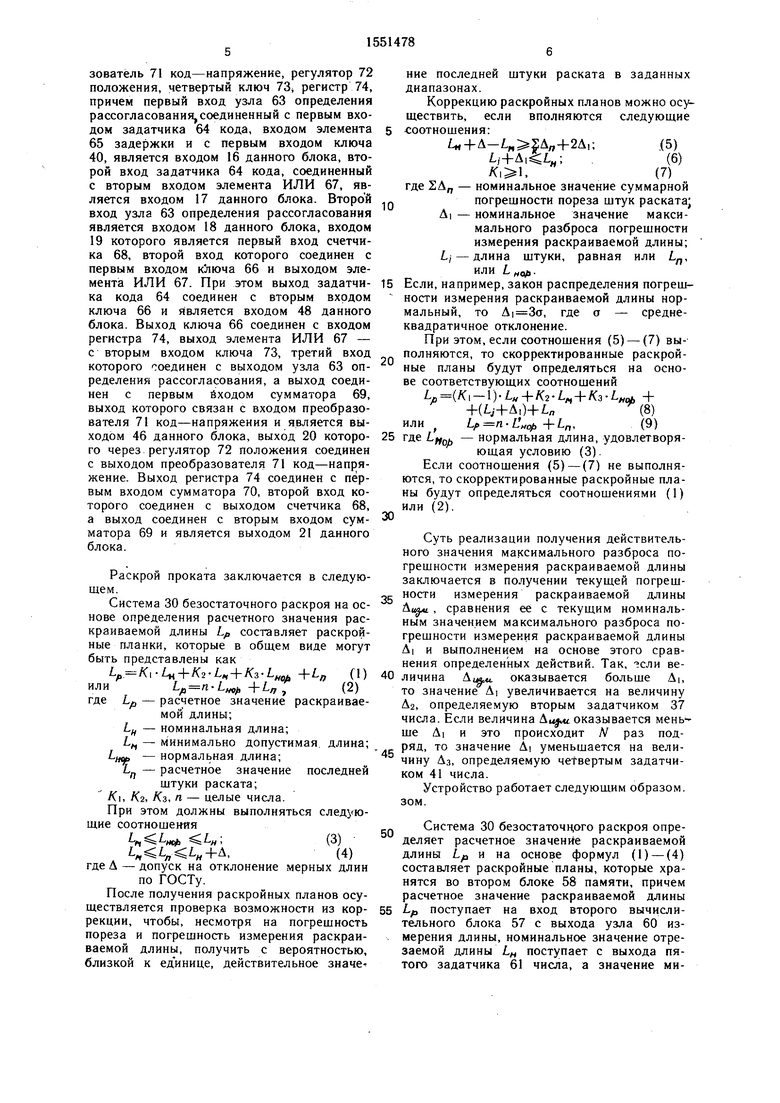
Система 30 безостаточного раскроя
0 (фиг. 2) содержит второй вычислительный блок 57, второй блок 58 памяти, блок 59 управления, узел 60 измерения раскраиваемой длины, пятый и шестой задатчики 61 и 62 числа, причем узел 60 измерения раскраиваемой длины, пятый и шестой задатчи5 ки 61 и 62 числа соединены соответственно с первым, вторым и третьим входами второго вычислительного блока, четвертый, пятый, шестой и седьмой входы которого соединены соответственно с первым, вторым,
0 третьим и четвертым выходами блока управления. Восьмой вход второго вычислительного блока 57 соединен с выходом второго блока 58 памяти, а девятый и десятый входы являются входом 47 и 55 соответственно системы 30 безостаточного раскроя.
5 Первый выход второго вычислительного блока 57 соединен с входом второго блока памяти, а второй, третий и четвертый выходы являются выходами 52, 51 и 49 соответственно системы 30 базостаточного раскроя, входы которой 50, 53, 54 и 56 сое0
динены соответственно с первым, вторым третьим и четвертым входом блока управления.
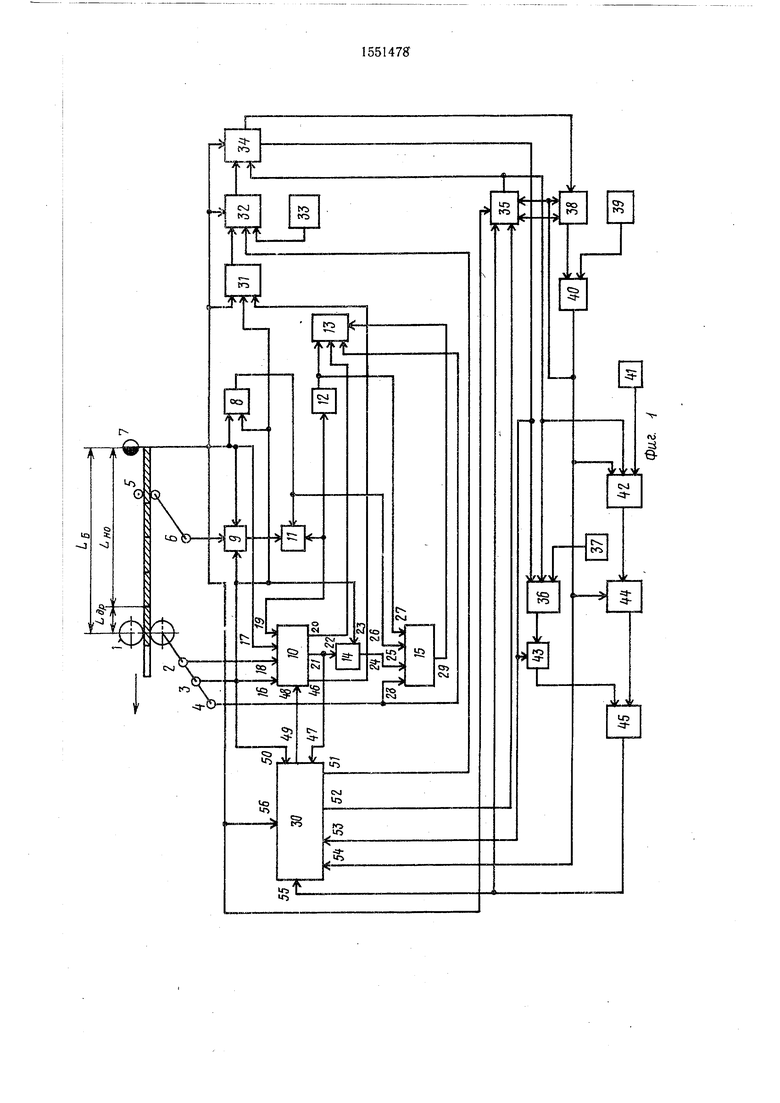
Блок 10 согласования по положению (фиг. 3) содержит узел 63 определения рассогласования заданного и отработанного пути ножниц, задатчик 64 кода, элемент 65 задержки, третий ключ 66, второй элемент ИЛИ 67, второй счетчик 68, третий сумматор 69, четвертый сумматор 70, преобразователь 71 код-напряженке, регулятор 72 положения, четвертый ключ 73, регистр 74, причем первый вход узла 63 определения рассогласования, соединенный с первым входом задатчика 64 кода, входом элемента 65 задержки и с первым входом ключа 40, является входом 16 данного блока, второй вход задатчика 64 кода, соединенный с вторым входом элемента ИЛИ 67, является входом 17 данного блока. Второй вход узла 63 определения рассогласования является входом 18 данного блока, входом 19 которого является первый вход счетчика 68, второй вход которого соединен с первым входом ключа 66 и выходом элемента ИЛИ 67. При этом выход задатчика кода 64 соединен с вторым входом ключа 66 и является входом 48 данного блока. Выход ключа 66 соединен с входом регистра 74, выход элемента ИЛИ 67 - с вторым входом ключа 73, третий вход которого соединен с выходом узла 63 определения рассогласования, а выход соединен с первым входом сумматора 69, выход которого связан с входом преобразователя 71 код-напряжения и является выходом 46 данного блока, выход 20 которого через регулятор 72 положения соединен с выходом преобразователя 71 код-напряжение. Выход регистра 74 соединен с первым входом сумматора 70, второй вход которого соединен с выходом счетчика 68, а выход соединен с вторым входом сумматора 69 и является выходом 21 данного блока.
Раскрой проката заключается в следующем.
Система 30 безостаточного раскроя на основе определения расчетного значения раскраиваемой длины Lp составляет раскройные планки, которые в общем виде могут быть представлены как
L KI-LH+KI-LK + (1) илиLp n-Lwt, +Ln ,(2)
где Lp - расчетное значение раскраиваемой длины;
LH - номинальная длина; Lh - минимально допустимая длина; Z-ии, - нормальная длина;
Ln - расчетное значение последней
штуки раската; К, Кг, Кз, п - целые числа. При этом должны выполняться следующие соотношения
W LH;(3)
,(4)
где Д - допуск на отклонение мерных длин
по ГОСТу.
После получения раскройных планов осуществляется проверка возможности из коррекции, чтобы, несмотря на погрешность пореза и погрешность измерения раскраиваемой длины, получить с вероятностью, близкой к единице, действительное значение последней штуки раскатав заданных диапазонах.
Коррекцию раскройных планов можно осуществить, если вполняютсяследующие соотношения:
,(5)
L,(6)
,(7)
где 2Д„ - номинальное значение суммарной погрешности пореза штук раската
Д: - номинальное значение максимального разброса погрешности измерения раскраиваемой длины; L - длина штуки, равная или Ln,
или LHOfi.
Если, например, закон распределения погреш- ности измерения раскраиваемой длины нормальный, то , где а - среднеквадратичное отклонение.
При этом, если соотношения (5) - (7) выполняются, то скорректированные раскройные планы будут определяться на основе соответствующих соотношений
L (Ki-)-LH+K2-LH + K3-LHof + +(+Д,)+1„ (8)
или f 1р п-Пнф+Ln,(9)
5 где Lffgp - нормальная длина, удовлетворяющая условию (3)
Если соотношения (5) - (7) не выполняются, то скорректированные раскройные планы будут определяться соотношениями (1)
или (2). 0
Суть реализации получения действительного значения максимального разброса погрешности измерения раскраиваемой длины заключается в получении текущей погрешности измерения раскраиваемой длины &ири. , сравнения ее с текущим номинальным значением максимального разброса погрешности измерения раскраиваемой длины Д| и выполнением на основе этого сравнения определенных действий. Так, ве0 личина &IMM. оказывается больше Д|, то значение Д увеличивается на величину Д2, определяемую вторым задатчиком 37 числа. Если величина Ьадлс оказывается мень ше AI и это происходит N раз подряд, то значение Д| уменьшается на величину Аз, определяемую четвертым задатчиком 41 числа.
Устройство работает следующим образом, зом.
Система 30 безостаточного раскроя определяет расчетное значение раскраиваемой длины Lp и на основе формул (1) - (4) составляет раскройные планы, которые хранятся во втором блоке 58 памяти, причем расчетное значение раскраиваемой длины р поступает на вход второго вычислительного блока 57 с выхода узла 60 измерения длины, номинальное значение отрезаемой длины LH поступает с выхода пятого задатчика 61 числа, а значение ми5
нимально допустимой длины Ln - с выхода шестого задатчика 62 числа.
После составления раскройного плана- второй вычислительный блок 57 проверяет возможность его коррекции на основе соотношений (5)-(7) и корректирует его, если это возможно, причем после составления скорректированный раскройный план передается во второй блок 58 памяти для хранения, откуда по сигналу реза значение отрезаемой длины поступает во второй вычислительный блок 57, а оттуда - на выход 49. В начальный момент времени для коррекции раскройных планов используется некоторое начальное номинальное значение максимального разброса погрешности измерения раскраиваемой длины АЮ, которое с выхода 52 системы 30 безостаточного раскроя поступает на вход первого блока 35 памяти.
Исходное состояние счетчика 38 - нулевое, причем этот счетчик сбрасывается по сигналам, приходящим с выходов первого блока 34 сравнения и второго блока 40 сравнения. Первый сумматор 31 сбрасывается в нулевое состояние по сигналу, приходящему с выхода фотодатчика 7, запускающего ножницы на рез переднего конца раската. Синхронизация работы устройства происходит по сигналу с фотодатчика 7. Первый сумматор 31 в момент реза штуки раската по сигналу, приходящему от задатчика 3 реза, производит алгебраическое суммирование погрешности пореза штуки раската Д„, получающейся как разность заданного и отработанного пути проката, проходящей с выхода 46 блока 10 согласования по положению. В момент подхода заднего конца раската под фотодатчик 7, когда абсолютно точно известно расстояние, которое пройдет задний конец раската от фотодатчика 7 до лини реза L , на выходе первого сумматора 31 получается код, соответствующий суммарной погрешности пореза отрезанных штук раската. В этот же момент из системы 30 безостаточного раскроя с выхода 51 на вход первого вычислительного блока 32 поступает код L&,, соответствующий расчетному значению длины, который должен пройти задний конец раската от фотодатчика 7 до линии реза. Этот код получается суммированием во втором вычислительном блоке 57 кодов еще не отрезанных длин LHO (поступающих из второго блока 58 памяти) и кода длины, ко- торуЮ пройдет прокат до момента первого после срабатывания фотодатчика 7 реза Lgj, , поступающего на вход 47 системы 30 безостаточного раскроя с выхода 21 блока 10 согласования по положению. Путем вычитания из кода L6, задаваемого первым задатчиком 33 числа, кодов Lep и кода ошибки порезов, на выход первого вычислительного блока 32 поступает
код абсолютного значения текущей ошибки измерения длины раската Дддо . Данный код сравнивается в первом блоке 34 сравнения с текущим номинальным значением максимального разброса погрешности измерения раскраиваемой длины, поступающим из первого блока 35 памяти. Если А из/ч больше AI, то на втором выходе первого блока 34 сравнения вырабатывается управляющий сигнал, который сбрасывает счетчик 38 и дает разрешение второму сумматору 36 сложить код величины AI и код числа А2, определяемого вторым задатчиком 37 числа. Сумма этих чисел через первый ключ 43 и элемент ИЛИ 45
поступает в систему 3 безостаточного раскроя на вход 55, где по сигналу, приходящему на ее вход 53, через второй вычислительный блок 37 записывается во второй блок 58 памяти, причем по этому же сигналу эта сумма записывается и в пер0 вый блок 35 памяти, в которых это новое номинальное значение А служит для более точной коррекции раскройных планов в соответствии с формулами (5) - (9). Если Дю„ не больше AI, то на первом
5 выходе первого блока 34 сравнения вырабатывается управляющий сигнал, который подсчитывается счетчиком 38, причем, когда число в счетчике 38 станет равно числу N, определяемому третьим задатчиком 39 числа, на выходе второго блока 40 сравне0 ния будет выработан управляющий сигнал, который сбросит счетчик 38, даст разрешение вычитателю 42 вычесть из кода AI число Аз, определяемое четвертым задатчиком 41 числа. Разность этих чисел через второй ключ 44 и элемент ИЛИ 45 поступит
5 на 55 вход системы 30 безостаточного раскроя, где по сигналу, приходящему на ее вход 54, через второй вычислительный блок 57 запишется во второй блок 58 памяти, причем по этому же сигналу эта
0 разность запишется и в первый блок 35 памяти, в которых это новое номинальное значение будет служить для более точной коррекции раскройных планов в соответствии с формулами (5) - (9). Таким образом, устройство будет самонастраиваться на дейст5 вительное значение максимального разброса погрешности измерения раскраиваемой длины, причем расчетное значение максимального разброса погрешности измерения раскраиваемой длины будет не меньше его действительного значения, а при соответствую0 щем выборе величин Да, АЗ, N эти значения будут приблизительно равны.
Формула изобретения
1. Устройство управления летучими ножницами по авт. св. № 1234072, отличающееся тем, что, с целью увеличения выхода годного металла путем получения действительного значения последней штуки раската в заданных- диапазонах для большего количества раскатов, дополнительно введены первый и второй сумматоры, первый вычислительный блок, первый, второй, третий и четвертый задатчики числа, первый и второй блоки сравнения, первый блок памяти, счетчик, вычитатель, первый и второй ключи, элемент ИЛИ и система безостаточного раскроя, которая первым входом соединена с выходом датчика реза, вторым входом - с выходом фотодатчика и первыми входами первого сумматора, первого вычислительного блока, первого блока сравнения и первого блока памяти, третьим входом - с выходом элемента ИЛИ и вторым входом первого блока памяти, четвертым входом - с управляющим входом второго ключа, первыми входами вычитателя и счетчика и выходом второго блока сравнения, пятым входом - с управляющим входом первого ключа, первым входом второго сумматора, четвертым входом первого блока памяти, вторым входом счетчика и первым входом первого блока сравнения, шестым входом - с первым выходом блока согласования по положению, первым выходом - с пятым входом блока согласования по положению, вторым выхрдом - с вторым входом первого вычислительного блока, третьим выходом - с пятым входом первого блока памяти, выход которого соединен с вторыми входами первого сумматора и вычитателя, к третьему входу которого подключен четвертый за- датчик числа, а выход связан с информационным входом второго ключа, выходом соединенного с первым входом элемента ИЛИ, второй вход которого связан через ключ с выходом второго сумматора, к третьему входу которого подключен второй задатчик числа, выход первого блока памяти соединен также с вторым входом первого блока сравнения, второй выход которого связан с третьим входом счетчика, выходом подключенного к первому входу второго бло5 ка сравнения, к второму входу которого подсоединен третий задатчик числа, при этом выход датчика реза соединен с вторым входом первого сумматора, третий вход которого связан с третьим выходом блока согласования по положению, а выход - с пер0 вым входом первого вычислительного блока, третьим входом соединенного с первым за- датчиком числа, а выходом - с третьим входом первого блока сравнения.
5 2. Устройство по п. 1, отличающееся тем, что система безостаточного раскроя выполнена в виде узла измерения раскраиваемой длины, пятого и шестого задатчи- ков числа, блока управления, второго блока памяти и второго вычислительного бло0 ка, первый вход которого соединен с узлом измерения раскраиваемой длины, второй и третий входы - соответственно с пятым и шестым задатчиками числа, четвертый, пятый, шестой и седьмой входы - со5 ответственно с первым, вторым, третьим и четвертым выходами блока управления, восьмой вход - с входом второго блока памяти, девятый вход является шестым, а десятый вход - третьим входом системы безостаточного раскроя, первый, второй и
0 третий выходы которой соединены с первым, вторым и третьим входами соответственно второго вычислительного блока, четвертый вход которого соединен с входом второго блока памяти, при этом к первый, второй, третий и четвертый входы блока управления являются соответственно первым, пятым, четвертым и вторым выходами системы безостаточного раскроя.
47 45 51 52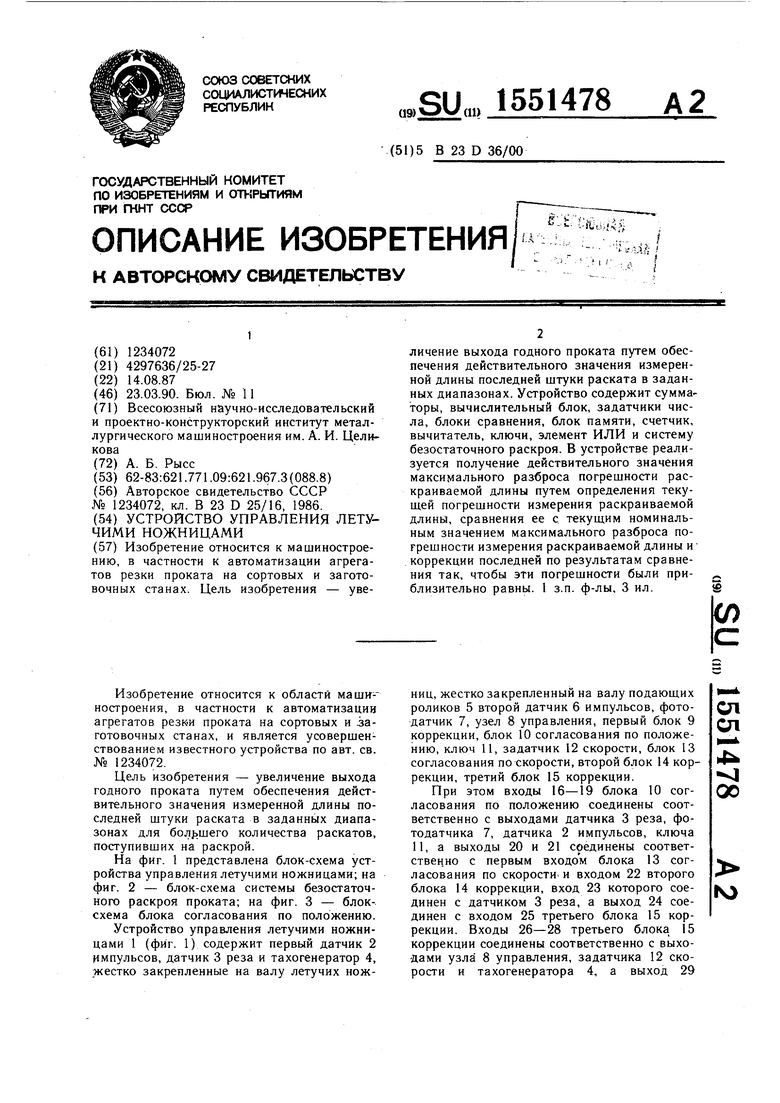


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Система управления раскроем раскатов металла на режущем механизме непрерывно-заготовочного стана | 1979 |
|
SU836869A1 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ПАКЕТА ШТАНГ НА МЕРНЫЕ ДЛИНЫ | 1967 |
|
SU224913A1 |
| Устройство для автоматического измерения длины слитка в машине непрерывного литья заготовок | 1986 |
|
SU1503988A1 |
| Система управления раскроем раската на летучих ножницах | 1986 |
|
SU1391813A1 |
| Устройство для оптимального раскроя слитка машины непрерывной разливки металла | 1987 |
|
SU1447552A1 |
| Устройство для оптимального раскроя слитка в машине непрерывной разливки металла | 1984 |
|
SU1212691A1 |
| Устройство для раскроя мелкосортного раската | 1986 |
|
SU1357101A1 |
Изобретение относится к машиностроению, в частности к автоматизации агрегатов резки проката на сортовых и заготовочных станах. Цель изобретения - увеличение выхода годного проката путем обеспечения действительного значения измеренной длины последней штуки раската в заданных диапазонах. Устройство содержит сумматоры, вычислительный блок, задатчики числа, блоки сравнения, блок памяти, счетчик, вычитатель, ключи, элемент ИЛИ и систему безостаточного раскроя. В устройстве реализуется получение действительного значения максимального разброса погрешности раскраиваемой длины путем определения текущей погрешности измерения раскраиваемой длины, сравнения ее с текущим номинальным значением максимального разброса погрешности измерения раскраиваемой длины и коррекции последней по результатам сравнения так, чтобы эти погрешности были приблизительно равны. 1 з.п. ф-лы, 3 ил.
Фиг. 2
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
