1
изобретение касается обработки металлов давлением и относится к автоматизации агрегатов резки проката на сортовых и заготовочных станах.
Целью изобретения является увеличение точности отрезания мерньпс длин и уменьшение отходов.
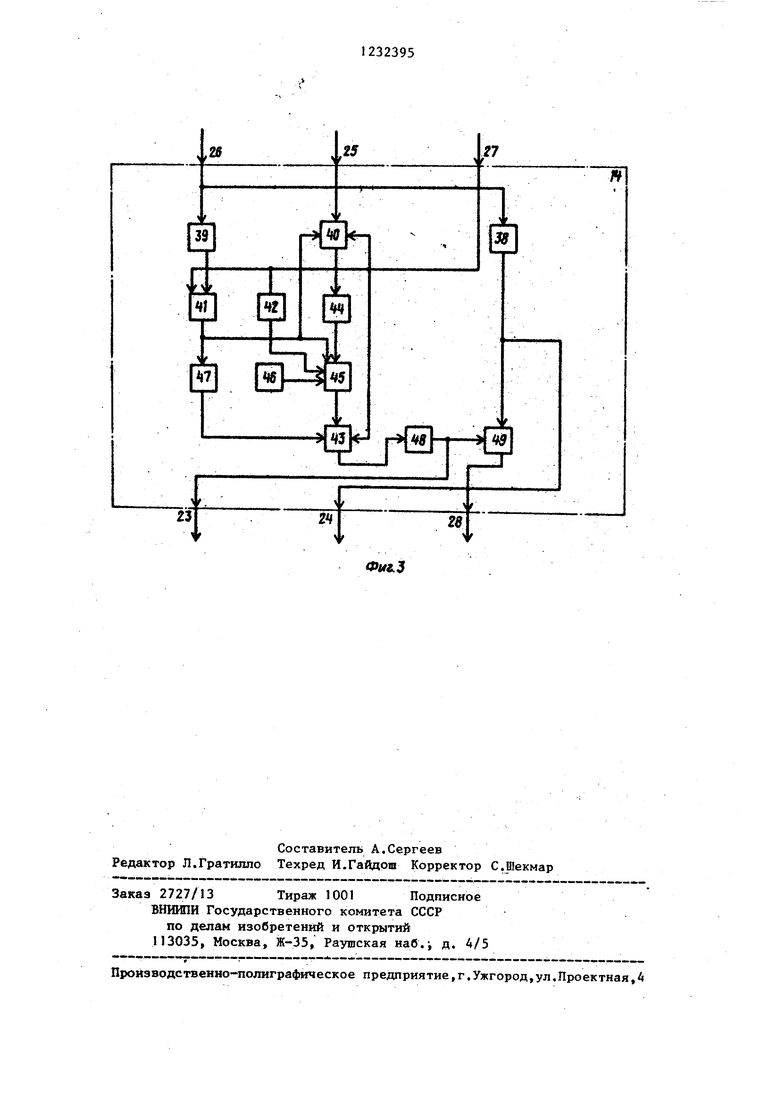
На фиг.1 представлена блок-схема устройства управления летучими ножницами; на фиг.2 - блок-схема блока согласования по положению; на фиг.З- блок-схема блока коррекции.
Устройство управления летучими ножницами 1 (фиг.1) содержит датчик
2 импульсов, датчик 3 реза, тахоге- нератор А, жестко закрепленные на валу летучих ножниц, жестко закрепленный на валу подающих роликов 5 датчи 6 импульсов, первый фотодатчик 7, установленный до линии реза, второй фотодатчик 8, установленный после линии реза на базовом расстоянии, ключ 9, узел 10 управления, блок 1 согласования по положению, блок 12 согласования по скорости, задатчик 13 скорости, блок 14 коррекции, причем входы 15-20, выходы 21 и 22 блока 11 согласования по положению соединены соответственно с выходами датчика 2 импульсов, датчика 3 реза, фотодатчика 7, ключа 9, выходом 23 и 24 блока 14 коррекции, первым входом блока 12 согласования по скорости и вхо
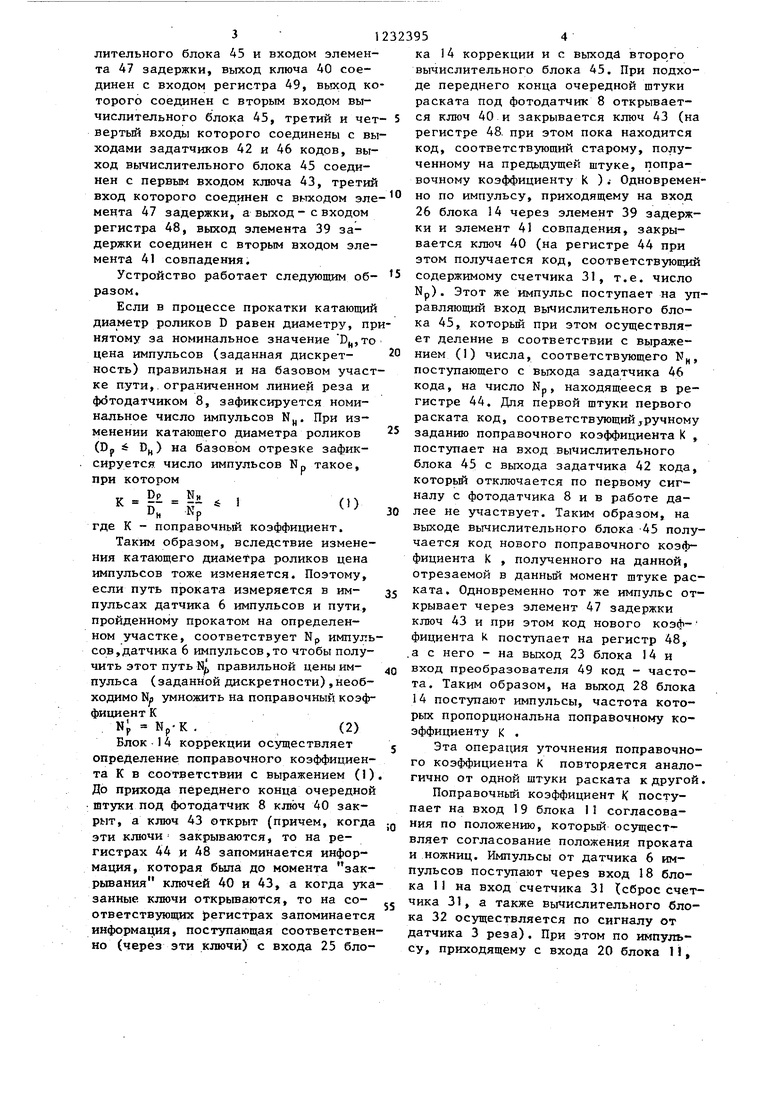
ходом 21 блока, первый вход 15 узла 29 определения рассогласования заданного и отработанного пути ножниц является входом блока, второй вход узла 29 определения рассогласования заданного и отработанного пути ножниц, соединенный с первым входом узла 30 управления, является входом 16 блока, а второй вход узла 30 управления является входом 17 блока, выход узла 29 определения рассогласования заданного и отработанного пути ; ножниц соединен с первым входом сумматора. 34, последовательно соединенного с преобразователем 36 код - напряжение и регулятором 37 положения, третий вход узла 30 управления соединен с выходом задат- чика 33 кода, вход 16 блока 1 1 согласования по положению соединен также с первыми входами счетчика 31 и вычислительного блока 32, вход 18 блока соединен с первым входом счет чика 31, выход которого является выходом 22 и соединен с вторым входом вычислительного блока 32, выход которого соединен с первым входом сумматора 35, второй вход которого соединен с выходом узла 30 управления, выход сумматора 35 соединен с вторым входом сумматора 34, третий и чет- вертьй входы первого вычислительног блока являются соответственно входами 19 и 20 блока 11 согласования по
дом 25 блока 14 коррекции, причем
входы 26 и 27 блока 14 коррекции сое- 35 положению, дикены соответственно с выходами клю- Блок 14 коррекции (фиг.З) содер- ча 9 и фотодатчика 8, выход 28 блока «ит элементы 38 и 39 задержки, ключ 14 коррекции соединен с входом задат- 40, элемент 41 совпадения, задат- чика 13 скорости, первьтй и второй, входы узла 10 управления соединены соответственно с выходами датчика 3 реза и фотодатчика 7, выход узла 10 управления соединен с первым входом ключа 9, второй вход которого соединен с вькодом датчика 6 импульсов, второй и третий входы блока 12 согласования по скорости соединены соответственно с вьпсодами задатчика 13 скорости и тахогенератора 4.
Блок I1 согласования по положению (фиг.2) содержит узел 29 определения рассогласования заданного и отработанного Пути ножниц, узел 30 управления, счетчик 31, вьгчислительный блок 32, задатчик 33 кода, сумматоры 34 и 35, преобразователь 36 код - напряжение, регулятор 37 положения, причем выход последнего является вычик 42 кода, ключ 43, регистр 44, вы
40 числительный блок 45, задатчик 46 ко да, элемент 47 задержки, регистр 48 преобразователь 49 код - частота, причем вход 26 блока соединен с входами элементов 38 и 39 задержки, вто
45 рой вход блока соединен с первым вхо дом ключа 40, вход 27 блока соединен с первыми входами элемента 41 совпадения и ключа 43, иходом задатчика 42 кода и вторым входом ключа 40, вы
50 ход регистра 48 соединен с выходом 23 блока и входом преобразователя 49 код - частота, выход элемента 38 задержки является выходом 24 блока и BTopbw входом преобразователя 49
55 код - частота, выход которого является выходом блока, третий вход клю- ча 40 соединен с выходом элемента 4 совпадения, с первым входом вычис
0
ходом 21 блока, первый вход 15 узла 29 определения рассогласования заданного и отработанного пути ножниц является входом блока, второй вход узла 29 определения рассогласования заданного и отработанного пути ножниц, соединенный с первым входом узла 30 управления, является входом 16 блока, а второй вход узла 30 управления является входом 17 блока, выход узла 29 определения рассогласования заданного и отработанного пути ; ножниц соединен с первым входом сумматора. 34, последовательно соединенного с преобразователем 36 код - напряжение и регулятором 37 положения, третий вход узла 30 управления соединен с выходом задат- чика 33 кода, вход 16 блока 1 1 согласования по положению соединен также с первыми входами счетчика 31 и вычислительного блока 32, вход 18 блока соединен с первым входом счетчика 31, выход которого является выходом 22 и соединен с вторым входом вычислительного блока 32, выход которого соединен с первым входом сумматора 35, второй вход которого соединен с выходом узла 30 управления, выход сумматора 35 соединен с вторым входом сумматора 34, третий и чет- вертьй входы первого вычислительного блока являются соответственно входами 19 и 20 блока 11 согласования по
35 положению, Блок 14 коррекции (фиг.З) содер- «ит элементы 38 и 39 задержки, ключ 40, элемент 41 совпадения, задат-
чик 42 кода, ключ 43, регистр 44, вы40 числительный блок 45, задатчик 46 кода, элемент 47 задержки, регистр 48, преобразователь 49 код - частота, причем вход 26 блока соединен с входами элементов 38 и 39 задержки, вто45 рой вход блока соединен с первым входом ключа 40, вход 27 блока соединен с первыми входами элемента 41 совпадения и ключа 43, иходом задатчика 42 кода и вторым входом ключа 40, вы50 ход регистра 48 соединен с выходом 23 блока и входом преобразователя 49 код - частота, выход элемента 38 задержки является выходом 24 блока и BTopbw входом преобразователя 49
55 код - частота, выход которого является выходом блока, третий вход клю- ча 40 соединен с выходом элемента 41 совпадения, с первым входом вычис.лительного блока 45 и входом элемента 47 задержки, выход ключа 40 соединен с входом регистра 49, выход которого соединен с вторым входом вычислительного блока 45, третий и чет- вертый входы которого соединены с выходами задатчиков 42 и 46 кодов, выход вычислительного блока 45 соединен с первым входом ключа 43, третий вход которого соединен с вьтходом эле мента 47 задержки, а выход - с входом регистра 48, выход элемента 39 задержки соединен с вторым входом элемента 41 совпадения.
Устройство работает следующим об- разом.
Если в процессе прокатки катающий диаметр роликов D равен диаметру, принятому за номинальное значение Р,то цена импульсов (заданная дискрет- ность) правильная и на базовом участке пути,. ограниченном линией реза и фотодатчиком 8, зафиксируется номинальное число импульсов N. При изменении катающего диаметра роликов (Dp Вц) на базовом отрезке зафиксируется число импульсов NP такое,
при котором
хг,
(О
к
- Hi 1
D
Nr
где К - поправочньй коэффициент.
Таким образом, вследствие изменения катающего диаметра роликов цена импульсов тоже изменяется. Поэтому, если путь проката измеряется в им- пульсах датчика 6 импульсов и пути, пройденному прокатом на определенном участке, соответствует Np импульсов, датчика 6 импульсов,то чтобы получить этот путь N правильной цены им- пульса ( заданной дискретности) , необ- ходамо Na умножить на поправочный коэффициент К
N; Np-K .(2)
Блок 14 коррекции осуществляет определение поправочного коэффициента К в соответствии с выражением (1) До прихода переднего конца очередной штуки под фотодатчик 8 ключ 40 закрыт, а ключ 43 открыт (причем, когда эти ключи закрываются, то на регистрах 44 и 48 запоминается информация, которая была до момента зак- рьшания ключей 40 и 43, а когда указанные ключи открьшаюгся, то на со- ответствующих регистрах запоминается информация, поступающая соответственно (через эти ключи) с входа 25 бло10
5 5
205
30
35 оj. jg ,, ка 4 коррекции и с выхода второго вычислительного блока 45. При подходе переднего конца очередной штуки раската под фотодатчик 8 открывается ключ 40 и закрывается ключ 43 (на регистре 48. при этом пока находится код, соответствующий старому, полученному на предыдущей штуке, поправочному коэффициенту k )i Одновременно по импульсу, приходящему на вход 26 блока 14 через элемент 39 эадерж- ки и элемент 41 совпадения, закрывается ключ 40 (на регистре 44 при этом получается код, соответствующий содержимому счетчика 31, т.е. число Np). Этот же импульс поступает на управляющий вход вычислительного блока 45, который при этом осуществляет деление в соответствии с выражением (1) числа, соответствующего N, поступающего с выхода задатчика 46 кода, на число Np, находящееся в регистре 44. Для первой щтуки первого раската код, соответствующий,ручному заданию поправочного коэффициента К , поступает на вход вычислительного блока 45 с выхода задатчика 42 кода, которьш отключается по первому сигналу с фотодатчика 8 и в работе далее не участвует. Таким образом, на выходе вьгчислительного блока -45 получается код нового поправочного коэффициента К , полученного на данной, отрезаемой в данный момент штуке раската. Одновременно тот же импульс открывает через элемент 47 задержки ключ 43 и при этом код нового коэф- фициента k поступает на регистр 48, .а с него - на выход 23 блока 14 и вход преобразователя 49 код - частота. Таким образом, на выход 28 блока 14 поступают импульсы, частота которых пропорциональна поправочному коэффициенту к .
Эта операция уточнения поправочного коэффициента К повторяется аналогично от одной штуки раската к другой.
Поправочный коэффициент К поступает на вход 19 блока 11 согласования по положению, который осуществляет согласование положения проката и ножниц. Импульсы от датчика 6 импульсов поступают через вход 18 блока 11 на вход счетчика 31 (сброс счетчика 31, а также вычислительного блока 32 осуществляется по сигналу от датчика 3 реза). При этом по импульсу, приходящему с входа 20 блока I,
осуществляется умножение вычислительным блоком 32 в соответствии с выражением (2) содержимого счетчика 31 и кода поправочного коэффициента К , поступающих соответственно на второй и четвертьш входы первого вычислительного блока 32. Причем до прихода переднего конца очередной штуки раската под фотодатчик 8 .этот перес- чет ведется по старому поправочному коэффициенту К, а после прихода переднего конца очередной штуки раската под фотодатчик 8 этрт пересчет ведется по новому, уточненному на дан- ной штуке поправочному коэффициенту К . Таким образом, на выходе вычислительного блока 32 - код, равный скорректированному числу NP, показывающему какой путь прошел прокат от мо- мента очередного реза. Этот код поступает на первый вход сумматора 35, на второй вход которого с задатчика 33 кода через узел 30 управления поступает код номинальной мерной длины или длины передиего конца раската, или числа исходного положения. Таким образом, на выходе сумматора 35, который осуществляет алгебраическое суммирование кодов, поступающих на его входы - 1(од, соответствующий рассогласованию заданного и отработанного положений проката. Этот код поступает на второй вход сумматора 34, на первый вход которого поступает код рассогласования заданного и отработанного пути ножниц. Сумматор 34 осуществляет алгебраическое суммирование этих кодов и с его выхода сигнал рассогласования по положению проката и ножниц поступает через преобразователь 36 код - иапряжение и регулятор 37 положения на выход 21 блока 11 согласования по положению. Этот сигнал поступает на первый вход блока 12 согласования по скорости, на второй вход которого поступает сигнал задатчика 13 скорости, а на третий вход данного блока поступает сигнал обратной связи с тахогенератора 47. Таким образом, блок 12 согласования по скорости осуществляет согласование заданного и действительного значений скорости летучих ножниц.
Ключ 9 служит для пропускания импульсов на вход блока 11 согласования по положению и на вход блока 14 коррекции и з равляется узлом 10 управления, который выдает сигиал на открытие первого ключа 9 в зависимости от режима работы (рез мерных длин переднего конца раската или отработка исходного положення). По приходу переднего конца раската под фотодатчик 7 узлом 10 управления выдается управляющий сигнал на открытие первого ключа 9 и импульсы с датчика 6 импульсов поступают на входы блока 11 согласования по положению и блока 14 коррекции. Одновременно сигнал фотодатчика 7 дает блоку 11 согпасова- ния по положению информацию, что режется передний конец раската. При этом блок 11 согласования по положению осуществляет согласование положения ножниц и проката, а блок 12 согласования по скорости осуществляет согласование заданного и действительного значений скорости летучих ножниц. После реза переднего конца раската по нмпульсу реза происходит переход к режиму реза мерных длин.Причем, когда передний конец очередной штуки раската подходит к фотодатчику 8, осуществляется коррекция поправочного коэффициента К и пути, пройденного прокатом от очередного реза.При этом блок 11 согласования по положению осуществляет согласование положения ножниц и проката, а блок 12 согласования по скорости осуществляет согласование заданного и действительного значений скорости летучих ножниц. После того, как задний конец раската пройдет фотодатчик 7 по очередному резу, узел 10 управления закрывает первый ключ 9 и ножницы начинают отрабатьшать режим исходного положения. При подходе переднего конца следующего раската под фотодатчик 7 процесс управления повторяется аналогично описанному.
Предлагаемое устройство позволяет увеличить точность отрезания штук раската и уменьшения отходов за счет уточнения поправочного коэффициента на данной штуке раската.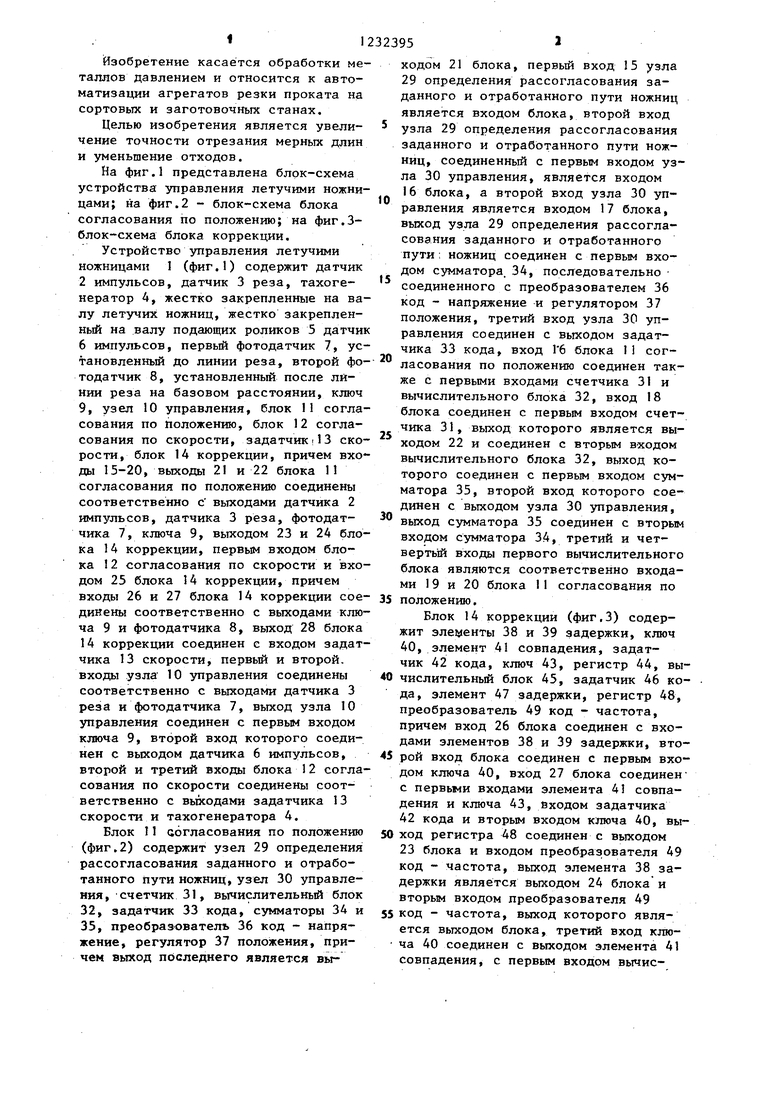
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1984 |
|
SU1234072A1 |
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство для управления летучимиНОжНицАМи | 1974 |
|
SU844089A1 |
| Устройство для управления летучими ножницами сортопрокатных и трубных станов | 1976 |
|
SU656754A1 |
| Устройство автоматического управления летучими ножницами для резки передних торцов проката | 1988 |
|
SU1637963A1 |
| Устройство для управления летучими ножницами | 1976 |
|
SU733888A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Устройство для подачи команды на пуск летучих ножниц | 1976 |
|
SU664767A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шагас Л.Я | |||
| Разработка новых методов расчета и проектирования систем автоматизированного электропривода летучих ножниц сортовых станов | |||
| ВНИ№ етмаш | |||
| Водяные лыжи | 1919 |
|
SU181A1 |
