держки, причем четвертый вход блока согласования по положению соединен с первым входом счетчика, выход которого соединен с первым входом второго сумматора, второй вход которого соединен с выходом регистра, а выход соединен с вторым выходом блока согласования по положению и соединен с вторым входом первого сумматора, выход узла определения рассогласования заданного и отработанного пути ножниц соединен с первым входом второго ключа, второй и третий входы которого соединены с первым входом узла определения рассогласования заданного и отработанного пути ножниц и с выходом элемента задержки, выход которого соединен с первым входом первого сумматора, вход первого регистра соединен с выходом второго ключа, первый вход которого соединен с выходом задатчика кода, а второй вход - с выходом элемента ИЛИ и вторым входом счетчика, входы элемента ИЛИ соединены с выходом элемента задержки и вторым входом блока, первый вход которого соединен с входом элемента задержки. 3. Устройство по пп. 1 и 2, отличающееся тем, что второй блок коррекции содержит первый и второй ключи, регистр, первый и второй элементы задержки, первый и второй задатчики кода, узел сравнения, сумматор, причем первый вход блока соединен с первым входом первого ключа, второй вход блока соединен с вторым входом первого ключа и входом первого элемента задержки, выход сумматора соединен с выходом блока, выход
1
Изобретение относится к автоматизации агрегатов резки проката на сортовых и заготовочных станах и касается обработки металлов давлением.
Целью изобретения является увеличение точности пореза проката и уменьшение отходов.
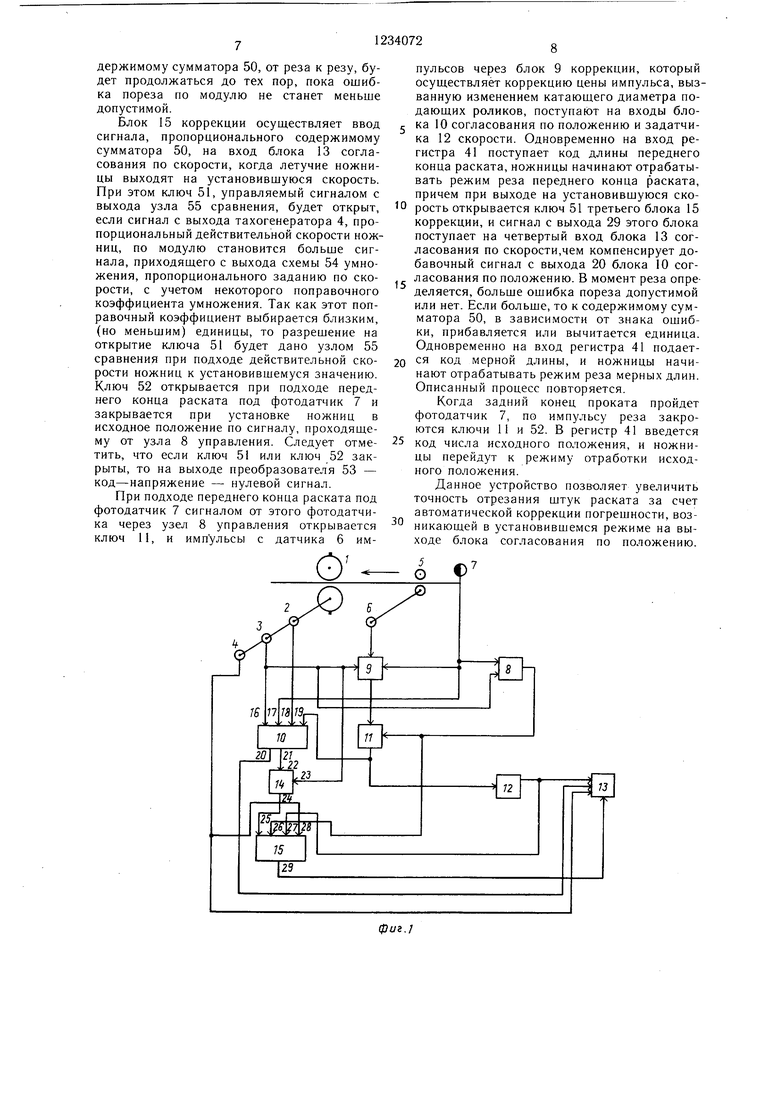
На фиг. 1 представлена блок-схема устройства управления летучими ножницами; на фиг. 2 - блок-схема блока согласования по положению; на фиг. 3 - блок- схема второго блока коррекции; на фиг. 4 - блок-схема третьего блока коррекции.
Устройство управления летучими ножницами 1 (фиг. 1) содержит первый датчик 2 импульсов, датчик 3 реза и тахогенератор 4, жестко закрепленные на валу летучих ножниц, жестко закрепленный на валу подающих роликов 5 второй датчик 6 импульсов, фотодатчик 7, узел 8 управления, первый блок 9 коррекции, блок 10 согласования по положению, ключ 11, задатчик 12 скорости, блок 13 согласования по скорости, второй
первого ключа соединен с входом регистра, первый выход которого соединен с первым входом узла сравнения, а второй выход - с первым входом второго задатчика кода, второй выход - с первым входом второго задатчика кода, второй вход узла сравнения соединен с выходом первого задатчика кода, а выход - с первым входом второго ключа, второй вход которого соединен с выходом первого элемента задержки, выход второго ключа соединен с входом второго элемента задержки и вторым входом второго задатчика кода, первый и второй входы сумматора соединены соответственно с выходами второго задатчика кода и второго элемента задержки.
4. Устройство по пп. 1-3, отличающееся тем, что третий блок коррекции содержит первый и второй ключи, преобразователь код-напряжение, узел сравнения, схему умножения, причем первый вход блока соединен с первым входом первого ключа, а второй вход данного блока соединен с вторым входом второго ключа, третий вход блока соединен с входом схемы умножения, выход которого соединен с первым входом узла сравнения,второй вход которого соединен с четвертым входом блока, выход узла сравнения соединен с вторым входом первого ключа, выход которого соединен с первым входом второго ключа, выход которого соединен с входом преобразователя код - напряжение, выход которого соединен с выходом блока.
блок 14 коррекции, третий блок 15 коррекции. При этом входы 16-19 блока 10 согласования по положению соединены соответственно с выходами датчика 3 реза, фотодатчика 7, датчика 2 импульсов, ключа 11,
а выходы 20 и 21 соединены соответственно с первым входом блока 13 согласования по скорости и входом 22 второго блока 14 коррекции, вход 23 которого соединен с датчиком 3 реза, а выход 24 соединен
с входом 25 третьего блока 15 коррекции. Входы 26, 27 и 28 третьего блока 15 коррекции соединены соответственно с выходами узла 8 управления,задатчика 12 скорое ти и тахогенератора 4, а выход 29 этого блока соединен с вторым входом блока 13 согласования по скорости. При этом третий и четвертый входы блока 13 согласования по скорости соединены соответственно с выходами задатчика 12 скорости и тахогенератора 4, причем выход фотодатчика 7
соединен также с первыми входами узла 8 управления и первого блока 9 коррекции, а
выход датчика 3 реза соединен также с вторыми входами первого блока 9 коррекции и узла 8 управления, выход второго датчика 6 импульсов соединен с третьим входом первого блока 9 коррекции, выход которого соединен с первым входом ключа 11, второй вход которого соединен с выходом узла 8 управления, а выход - с входом задатчика 12 скорости.
Блок 10 согласования по положению (фиг. 2) содержит узел 30 определения рас-, согласования заданного и отработанного пути ножниц, задатчик 31 кода, элемент 32 задержки, первый ключ 33, элемент 34 ИЛИ, счетчик 35, первый сумматор 36, второй сумматор 37, преобразователь 38 код - напряжение, регулятор положения 39, второй ключ 40, регистр 41, причем первый вход узла 30 определения рассогласования заданного и отработанного пути ножниц, соединенный с первым входом задатчика 31 кода, входом элемента 32 задержки и с первым входом второго ключа 40, является входом 16 данного блока, второй вход задатчика 31 кода, соединенный с вторым входом элемента 34 ИЛИ, является входом 17 данного блока. Второй вход узла 30 определения рассогласования заданного и отработанного пути ножниц является входом 18 данного блока, входом 19 которого является первый вход счетчика 35, второй вход которого соединен с первым входом первого ключа 33 и выходом элемента 34 ИЛИ. При этом выход задатчика 31 кода соединен с вторым входом первого ключа 33, выход которого соединен с входо.м регистра 41. Выход элемента 32 задержки соединен с первым входом элемента 34 ИЛИ и с вторым входом второго ключа 40, третий вход которого соединен с выходом узла 30 определения рассогласования заданного и отработанного пути ножниц, а выход соединен с первым входом первого сумматора 36, соединенного последовательно с преобразователем 38 код - напряжение и регулятором 39 положения, выход которого является выходом 20 данного блока. Выход регистра 41 соединен с первым входом второго сумматора 37, второй вход которого соединен с выхадом счетчика 35, а выход - соединен с вторым входом первого сумматора 36 и является выходом 21 данного блока.
Второй блок коррекции (фиг. 3) содержит первый ключ 42, первый элемент 43 задержки, регистр 44, узел 45 сравнения, первый задатчик 46 кода, второй задатчик 47 кода, второй ключ 48, второй элемент 49 задержки, сумматор 50, причем вход блока соединен с первым входом первого ключа, второй вход блока соединен с вторым входом первого ключа и входом первого элемента задержки, выход сумматора является выходом блока, выход первого ключа соединен с входом регистра, первый выход которого соединен с первым входом узла сравнения, а второй выход - с первым входом второго задатчика кода, второй вход узла сравнения соединен с выходом первого задатчика кода, а выход - с первым входом второго ключа, второй вход которого соединен с выходом первого элемента задержки, выход второго ключа соединен с входом второго элемента задержки и вторым входом второго задатчика кода, первый и второй входы сумматора соединены соответственно с
0 выходами второго задатчика кода и второго элемента задержки.
Третий блок коррекции (фиг. 4) содержит первый ключ 51, второй ключ 52, преобразователь 53 код-напряжение, схему 54 умножения, узел 55 сравнения, причем пер вый вход блока соединен с первым входом первого ключа 51, а второй вход блока соединен с вторым входом второго ключа 52, третий вход блока соединен с входом схемы 54 умножения, выход которой соединен с
Q первым входом узла 55 сравнения, второй вход которого является четвертым входом блока, выход узла 55 сравнения соединен с вторым входом первого ключа 51, выход которого соединен с первым входом второго ключа, выход которого соединен с входом
5 преобразователя код-напряжение, выход которого является выходом блока.
Устройство работает следующим образом. На вход блока 13 согласования по скорости поступают сигналы с задатчика 12 скоQ рости, блока 10 согласования по положению, сигнал обратной связи с тахогенератора 4 и с выхода блока 15 коррекции, посредством которых данный блок осуществляет согласование заданного и действительного значения скорости летучих ножниц. При нормальной работе, когда летучие ножницы выходят на установивщуюся скорость, сигнал с выхода 20 блока 10 согласования по положению должен быть равен нулю, так как в этот момент рассогласование между заданным положением проката и ножниц должно стать
равным нулю. Однако вследствие изменения во времени параметров аналоговой части системы (вызванного нагревом или охлаждением двигателя или тахогенератора, дрейфом параметров усилителей) при выходе на
, установившуюся скорость на выходе 20 блока 10 согласования по положению будет некоторый добавочный сигнал, отличный от нуля и определяющий ошибку пореза. Так, например, если «ушел нуль регулятора скорости блока 13 согласования по скорос0 ти, имеющий пропорциональную характеристику, то нулевому сигналу на входе в регулятор скорости будет соответствовать ненулевой сигнал на выходе из него. Поэтому при выходе летучих ножниц на установившуюся скорость, когда сигнал на вхо5 де в регулятор скорости должен стать близким к нулю, скорость летучих ножниц будет изменяться таким образом, пока на выходе 20 блока 10 согласования по положению не образуется некоторый добавочный сигнал, отличный от нуля, при котором сигнал на выходе регулятора скорости станет близким к нулю. Этот добавочный сигнал с выхода 20 блока 10 согласования по положению будет представлять собой сигнал, пропорциональный рассогласованию по пути между ножницами и прокатом, и к моменту реза будет определять ошибку пореза Очередной штуки раската.
Поэтому в блок 10 согласования по положению введены элементы, посредством которых в момент реза можно определить ошибку пореза (она будет равна содержимому сумматора 37 в момент реза).
Блок 14 коррекции определяет, лежит ли данная ошибка в допустимых пределах. Если да, то устройство не реагирует. Если она выходит за допустимые пределы, то блок 14 коррекции будет на своем выходе после каждого реза «накапливать число, которое через блок 15 коррекции, в момент выхода летучих ножниц на установившуюся скорость, будет поступать на вход блока 13 согласования по скорости и тем самым компенсировать часть добавочного сигнала с выхода 20 блока 10 согласования по положению, уменьшая к моменту реза рассогласование между заданными положениями проката и ножниц, т.е. уменьшая ошибку пореза. Следует отметить, что полная «компенсация будет осуществлена не сразу же после первого реза, а через несколько, когда на выходе 24 блока 14 коррекции «накопится такое число, при котором добавочный сигнал с выхода 20 блока 10 согласования по положению, при выходе летучих ножниц на установившуюся скорость, равен нулю, т.е. к м.оменту реза рассогласования между заданными положениями ножниц и проката не будет и, следовательно, ошибка пореза будет равна нулю. Если ошибка пореза в силу проведенных причин снова выйдет за допустимые пределы, то второй и третий блоки коррекции автоматически «введут ее в заданные пределы, сделав меньше допустимой.
Блок 10 согласования по положению имеет узел 30 определения рассогласования заданного и отработанного положения ножниц, на вход которого поступают импульсы с первого датчика импульсов и который управляется сигналом реза. В этом блоке имеется также узел определения рассогласования между заданным и отработанным положением проката, который состоит из задат- чика 31 кода, который через .ключ 33, управляемый элементом 34 ИЛИ и элементом 32 задержки дает на вход регистра 41 код задания или мерной длины, или длины переднего конца проката или числа исходного положения, счетчика 35, на первый вход которого поступают (через 0лок 9 коррекции и ключ 11) импульсы с датчика 6 импульсов. Сброс счетчика осуществляется по
импульсу реза, проходящему через элемент 32 задержки и элемент 34 ИЛИ на его второй вход. Таким образом, на выходе счетчика 35 - код, равный текущему пути проката. Этот код поступает на первый вход сумматора 37, на другой вход которого поступает код задания с регистра 41. Данный сумматор осуществляет алгебраическое суммирование данных кодов, при этом на выходе его получается код рассогласования заданного и отработанного пути проката. Этот код поступает на второй вход сумматора 36, на первый вход которого через ключ 40 поступает сигнал рассогласования между заданным и отработанным положением ножниц. Наличие ключа 40 обусловлено тем, чтобы в момент реза код, равный заданию по пути ножниц и поступающий от узла 30 на вход сумматора 36, не внес погрешности в точное определение значения ошибки пореза, т.е. по импульсу реза, приходящему на второй вход этого ключа, он закрывается, а по импульсу реза, задержанному элементом 32 задержки и приходящему на третий вход данного ключа, он открывается. Сумматор 36 осуществляет алгебраическое суммирование кодов, приходящих на его входы, и
через преобразователь 38 код - напряжение и регулятор 39 положения сигнал рассогласования между положением проката и ножниц поступает на выход 20 блока.
На выход 21 блока 10 согласования
по положению поступает код рассогласования заданного и отработанного пути проката, который поступает на первый вход 22 блока 14 коррекции и который в момент реза представляет собой ошибку пореза. Так, в момент реза открывается ключ 42, и код
ошибки пореза через первый вход 22 блока 14 коррекции поступает на вход регистра 44. С первого выхода регистра 44 код, равный модулю ошибки, поступает на первый вход узла 45 сравнения, а со второго выхода регистра 44 код знака ошибки поступает на второй вход задатчика 47 кода. В узле 45 сравнения сравнивается модуль ошибки и модуль допустимой ошибки, код которой поступает с выхода задатчика 46 кода. Если текущая ошибка меньше допустимой, то на выходе узла 45 сравнения будет запрещающий сигнал, который не откроет ключ 48. Если текущая ошибка больше допустимой, то на выходе узла 45 сравнения будет разрешающий сигнал, ключ 48 откроется, и по импульсу реза, задержанному элементом 43 задержки, на выходе задатчика 47 кода появится или положительное или отрицательное (в зависимости от знака текущей ошибки пореза) число, равное единице. Причем по этому же импульсу реза, задержанному элементом 49 задержки, ук;азанное число будет алгебраически прибавлено к предыдущему содержимому сумматором 50, исходное состояние которого нулевое. Этот проце.сс «прибавления к содержимому сумматора 50, от реза к резу, будет продолжаться до тех пор, пока ошибка пореза по модулю не станет меньше допустимой.
Блок 15 коррекции осуществляет ввод сигнала, пропорционального содержимому сумматора 50, на вход блока 13 согласования по скорости, когда летучие ножницы выходят на установившуюся скорость. При этом ключ 51, управляемый сигналом с выхода узла 55 сравнения, будет открыт, если сигнал с выхода тахогенератора 4, пропорциональный действительной скорости ножниц, по модулю становится больше сигнала, приходящего с выхода схемы 54 умножения, пропорционального заданию по скорости, с учетом некоторого поправочного коэффициента умножения. Так как этот поправочный коэффициент выбирается близким, (но меньшим) единицы, то разрешение на открытие ключа 51 будет дано узлом 55 сравнения при подходе действительной скорости ножниц к установившемуся значению. Ключ 52 открывается при подходе переднего конца раската под фотодатчик 7 и закрывается при установке ножниц в исходное положение по сигналу, проходящему от узла 8 управления. Следует отметить, что если ключ 51 или ключ 52 закрыты, то на выходе преобразователя 53 - код-напряжение - нулевой сигнал.
При подходе переднего конца раската под фотодатчик 7 сигналом от этого фотодатчика через узел 8 управления открывается ключ II, и импульсы с датчика 6 им5
пульсов через блок 9 коррекции, который осуществляет коррекцию цены импульса, вызванную изменением катающего диаметра по- даюших роликов, поступают на входы блог ка 10 согласования по положению и задатчи- ка 12 скорости. Одновременно на вход регистра 41 поступает код длины переднего конца раската, ножницы начинают отрабатывать режим реза переднего конца раската, причем при выходе на установившуюся ско0 рость открывается ключ 51 третьего блока 15 коррекции, и сигнал с выхода 29 этого блока поступает на четвертый вход блока 13 согласования по скорости,чем компенсирует добавочный сигнал с выхода 20 блока 10 согласования по положению. В момент реза определяется, больше ошибка пореза допустимой или нет. Если больше, то к содержимому сумматора 50, в зависимости от знака ошибки, прибавляется или вычитается единица. Одновременно на вход регистра 41 подается код мерной длины, и ножницы начинают отрабатывать режим реза мерных длин. Описанный процесс повторяется.
Когда задний конец проката пройдет фотодатчик 7, по импульсу реза закроются ключи 11 и 52. В регистр 41 введется код числа исходного положения, и ножницы перейдут к режиму отработки исходного положения.
Данное устройство позволяет увеличить точность отрезания штук раската за счет автоматической коррекции погрешности, возникающей в установившемся режиме на выходе блока согласования по положению.
0
5
0
I 21
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления летучими ножницами | 1987 |
|
SU1551478A2 |
| Устройство управления летучими ножницами | 1984 |
|
SU1232395A1 |
| Устройство для управления летучимиНОжНицАМи | 1974 |
|
SU844089A1 |
| Устройство управления безупорным мерным резом полосы | 1978 |
|
SU774832A1 |
| Устройство согласования скоростей проката и вращения барабана летучих ножниц | 1979 |
|
SU872066A1 |
| Система управления станом с порезкой проката на ходу | 1976 |
|
SU654934A1 |
| Устройство управления летучими ножницами | 1983 |
|
SU1159733A1 |
| Устройство управления безупорным остановом полосы металла | 1974 |
|
SU533411A1 |
| Цифровое устройство управления летучими ножницами (его варианты) | 1983 |
|
SU1156871A1 |
| Система управления приводом летучих ножниц | 1984 |
|
SU1260121A1 |

11/
25
Составитель А. Сергеев
Редактор М. БандураТехред И. ВересКорректор М. Пожо
Заказ 2682/13Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
2В
2728
29 фиг-
| Фишбейн В | |||
| Г | |||
| и др | |||
| Цифроанало- говая система управления электроприводом летучих ножниц | |||
| - Электротехническая промышленность | |||
| Сер | |||
| Электропривод, 1978, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Насос | 1917 |
|
SU13A1 |
| Горнштейн Л | |||
| А | |||
| и др | |||
| Опыты разработки новой системы программного управления летучими ножницами агрегатов поперечной резки | |||
| - В сб.: Инструктивные указания по проектированию электротехнических промышленных установок | |||
| ГПИТПЭП, 12, 1976 | |||
| Разработка новых методов расчета и проектирования систем автоматизированного электропривода летучих ножниц сортовых станов | |||
| ВНИИМЕТМАШ, 1976 (Отчет, 181 с) с | |||
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
