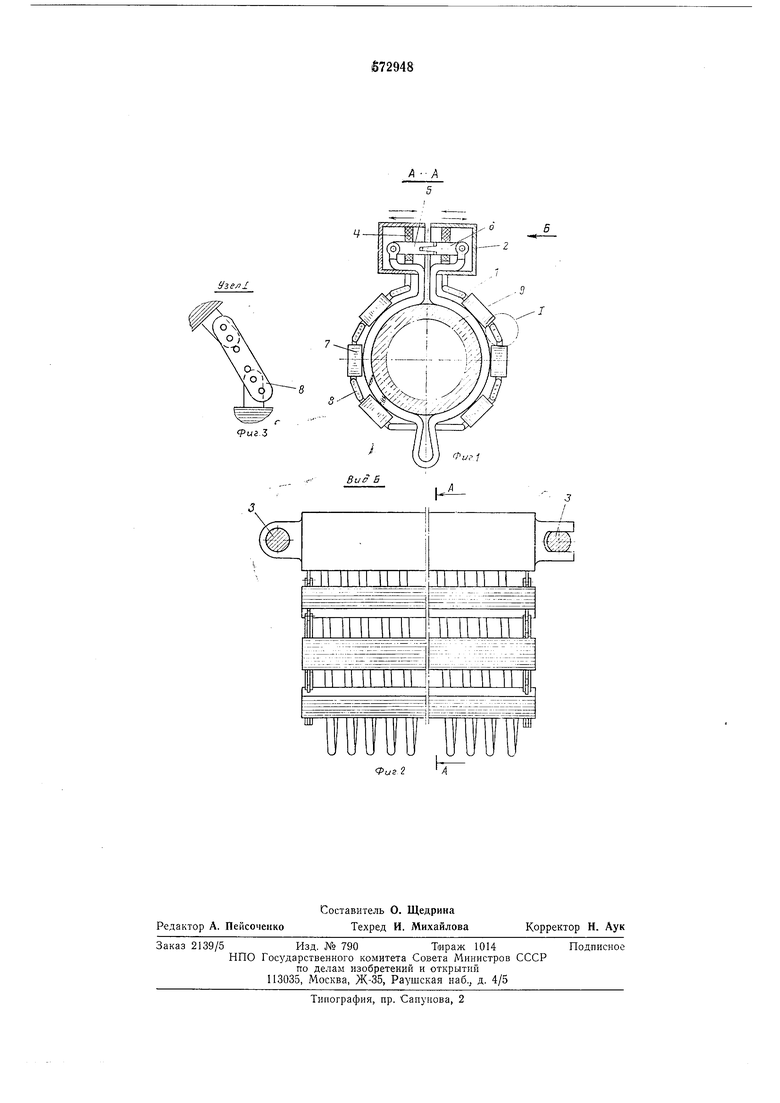
что позволяют регулировать расстояние между соседними магнитопроводами.
В исходном положении ползуны клеммника 2 раздвинуты один от другого на расстояние, больплее чем деталь 9, подлежащая нагреву. Расстояния между магнитопроводами отрегулированы так, что при замыкании клеммника секции магнитопровода плотно обхватывают токопровод и помещенную внутри него деталь. Длина витков также отрегулирована па соответствующий диаметр нагреваемой детали так, что лищняя часть каждого из витков пропущена между нижними магнитопроводами в виде петли. В таком положении иидуктор готов к работе. В пего помещают подлежащую нагреву деталь, сдвигают ползуны клеммника до замыкания и включают индуктор в сеть. После нагрева детали до требуемой температуры индуктор отключают от сети, раздвигают ползуны клеммника и выгружают нагретую деталь.
Клеммник позволяет регулировать число витков, участвующих в работе, что может быть вызвано иеобходимостью изменения потребляемой мощпости или изменением длины нагреваемых деталей. Для уменьшения числа витков , например, вдвое с целью увеличения потребляемой мопиюсти нужно закоротить попарно клеммы соседних губок и соответствующих им ножей.
Для умепьщения числа витков, участвующих в работе, с целью нагрева деталей, длина которых меньще, чем длина индуктора, нужно закоротить клеммы тех витков, которые выходят за габариты нагреваемых деталей.
Формула изобретения
Разъемный индуктор для нагрева деталей, иреимущественно перед сборкой и разборкой, содержащий индуктирующий токопровод, выполненный в виде, по меньшей мере, одного разомкнутого витка, концы которого соединены разъемным клеммником, отличающийся тем, что, с целью повыщения коэффициепта мощности, токопровод выполнен гибким и обхвачен снаружи магпитопроводом, выполненным в виде набора секций из ферромагнитного материала, подвижно соединениых между собой, например щарнирно.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР №68059, кл. С 21D 1/12, 1939.
2. Патент США № 2933584, 219-10.79, опубл. 1960.
Фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для низкотемпературного нагрева деталей токами промышленной частоты | 1981 |
|
SU993488A1 |
| Устройство индукционного нагрева деталей | 1989 |
|
SU1684940A1 |
| Устройство для индукционного нагрева деталей | 1989 |
|
SU1712429A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА ДЕТАЛЕЙ ПРИ НАНЕСЕНИИ МЕТАЛЛОКЕРАМИЧЕСКОГО СЛОЯ СПЕКАНИЕМ | 2010 |
|
RU2414812C1 |
| ИНДУКТОР ДЛЯ НАГРЕВА ВНУТРЕННИХ ПОВЕРХНОСТЕЙ С МАЛЫМ РАССТОЯНИЕМ МЕЖДУ НАГРЕВАЕМЫМИ СТОРОНАМИ | 1998 |
|
RU2130698C1 |
| СПОСОБ ИНДУКЦИОННОЙ РАСПРЕССОВКИ | 1997 |
|
RU2121420C1 |
| Индукционный нагреватель | 1982 |
|
SU1025736A1 |
| Устройство для дуговой сварки | 1990 |
|
SU1719168A1 |
| МНОГОФАЗНАЯ ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2006 |
|
RU2333439C2 |
| Индуктор | 1972 |
|
SU464082A1 |