Листовая сталь или иной магнитный материал, получаемый путем горячей или холодной прокатки, всегда обладает текстурой, т. е. частично упорядоченным расположением кристаллических зерен. Последнее в свою очередь определяет механические свойства материала: прочность, удлинение и т. п., которые в большей или меньшей степени зависят от направления прокатки листа.
Как правило, при глубокой вытяжке листового материала, обладающего текстурой, удлинение его вдоль и поперек направления прокатки значительно меньше, чем под углом в 45° к последнему.
Неравномерность вытяжки достигает в отдельных случаях 5-6Vo, что обусловливает излишнюю трату металла (допуски на неравномерную вытяжку), а во многих случаях полный брак деталей. Поэтому для устранения потерь прибегают к предварительной сортировке листового металла до пуска его в производство.
Для такой сортировки необходимо определять наличие текстуры в листовой стали без какого-либо нарушения целости листа.
Как известно, наличие текстуры материала сказывается на его магнитных свойствах, которые в этом случае также оказываются неодинаковыми в различных направлениях. Это явление, носяшее название магнитной анизотропии, может быть использовано для суждения о механических свойствах исследуемого материала и определения текстуры по его магнитным свойствам.
Так, например, в листовой автостали величина намагничения, как правило, минимальна в направлении, перпендикулярном к направлению прокатки, и максимальна в направлении, составляющем с ним угол порядка 45°.
Определяя изменение магнитной индукции при намагничении листа в различных направлениях, можно судить о наличии и величине текстуры в листе, а следовательно, о его механических свойствах.
Уже известны устройства для обнаружения текстуры материалов магнитными методами. Устройства эти в большинстве случаев состоят из электромагнита, снабженного одной или двумя обмотками и прижимаемого концами полюсов к поверхности исследуемого материала в различных направлениях. Исследуемый материал замыкает магнитную цепь электромагнита. При этом необходимо, чтобы зазор между полюсами электромагнита и листом оставался строго постоянным, так как даже ничтожное изменение его величины может совершенно исказить результат испытания.
Особенность предложенного, согласно изобретению, устройства заключается в форме выполнения сердечника электромагнита, обеспечивающей при всех его положениях постоянство зазора между ним и поверхностью исследуемого листа.
На чертеже фиг. 1 изображает электрическую схему предлагаемого устройства, фиг. 2 - примерную форму его осуществления.
Ярмо 1 электромагнита, служащего для намагничивания испытуемого листа 10 на некотором его участке, снабжено обмоткой возбуждения 2, питаемой постоянным током от источника 9 через регулировочный реостат 7, выключатель 5 и амперметр 6.
Помимо намагничивающей обмотки 2, электромагнит снабжен измерительными обмотками 3, соединенными через выключатель 5 с гальванометром 4. Измерение разности магнитной индукции в листе производится следующим образом: электромагнит У (фиг. 2) давлением пружины // прижимается полюсами к поверхности испь туемого листа. При этом участок листа между полюсами электромагнита намагничивается. При помощи рычага 5 электромагнит плавно поворачивается на угол 45-90°. Одновременно нажатием на кнопку контакта i6 замыкается цепь измерительных катушек и гальванометра. В случае наличия в листе текстуры, при повороте электромагнита гальванометр отклонится на больший или меньший , в зависимости от степени текстуры. Электромагнит поворачивается до тех пор, пока стрелка гальванометра отклонится на максимальный для данного листа угол. Максимальное отклонение гальванометра и является мерой анизотропии листа.
В случае же, если материал листа однороден, гальванометр соверщенно не дает отклонения, так как при повороте электромагнита магнитный поток в нем не будет меняться.
Как уже указывалось, при испытании необходимо, чтобы зазор между полюсами электромагнита и листом оставался строго постоянным.
Для этой цели ярмо электромагнита, согласно изобретению, выполнено в виде ряда тонких пластин (2-3 мм толщиной). Все Нластины собраны в кожухе и опираются на упругие резиновые прокладки. Вследствие такой гибкой связи пластины могут слегка перемещаться друг относительно друга. При работе полюсные концы каждой пластины в отдельности прижимаются к листу. В результате этого контакт между полюсами электромагнита и листом во время испытания сохраняется в достаточной мере постоян,ным.
Предмет изобретения.
Устройство для обнаружения неоднородностей, в частности, для обнаружения текстуры, в листовых магнитных материалах, выполненное в виде электромагнита, прижимаемого концами полюсов к поверхности материала и снабженного двумя обмотками, отличающееся тем, что, с целью обеспечения постоянства магнитного сопротивления в месте соприкосновения полюсов электромагнита с поверхностью изделия, последний выполнен из ряда не связанных друг с другом пластин, упруго прижимаемых каждая в отдельности к исследуемой поверхности.
к авторскому свидетельству К. В. Григорова
Л 57317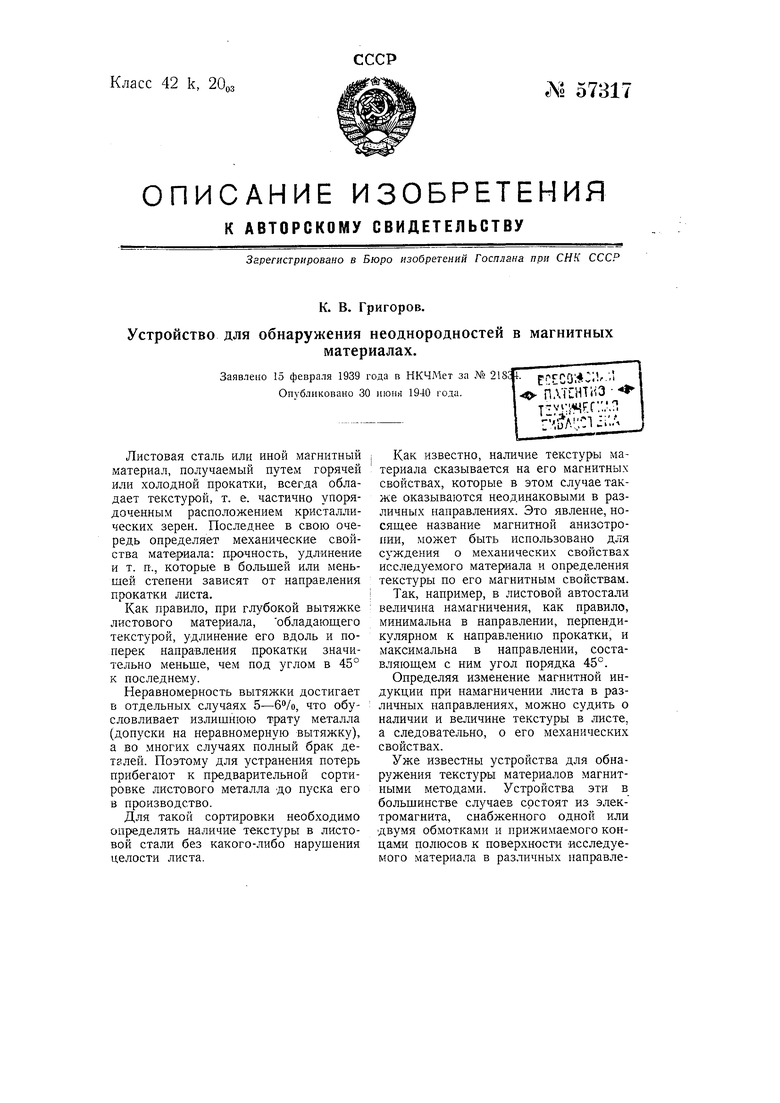
| название | год | авторы | номер документа |
|---|---|---|---|
| Прибор для исследования анизотропии листов ферромагнитных материалов | 1935 |
|
SU49433A1 |
| Устройство для определения текстуры листовых магнитных материалов | 1937 |
|
SU53034A1 |
| Способ контроля штампуемости листовых ферромагнитных материалов | 1984 |
|
SU1211646A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СТЕПЕНИ СОВЕРШЕНСТВА | 1970 |
|
SU282528A1 |
| Способ определения степени совершенства кристаллографической текстуры в отдельных участках целых листов магнитных материалов и устройство для его реализации | 1980 |
|
SU896585A1 |
| Устройство для контроля анизторопии магнитных свойств ферромагнитных материалов | 1979 |
|
SU773547A1 |
| Способ определения степени совершенства кристаллографической текстуры рулонного ферромагнитного материала | 1977 |
|
SU748232A1 |
| Способ неразрушающего контроля изделий из магнитных металлов | 1975 |
|
SU560174A1 |
| УСТРОЙСТВО ДЛЯ НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ УДЕЛЬНЫХ ПОТЕРЬ В АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2029313C1 |
| Устройство для измерения магнитной анизотропии ферромагнитных материалов | 1979 |
|
SU855567A1 |