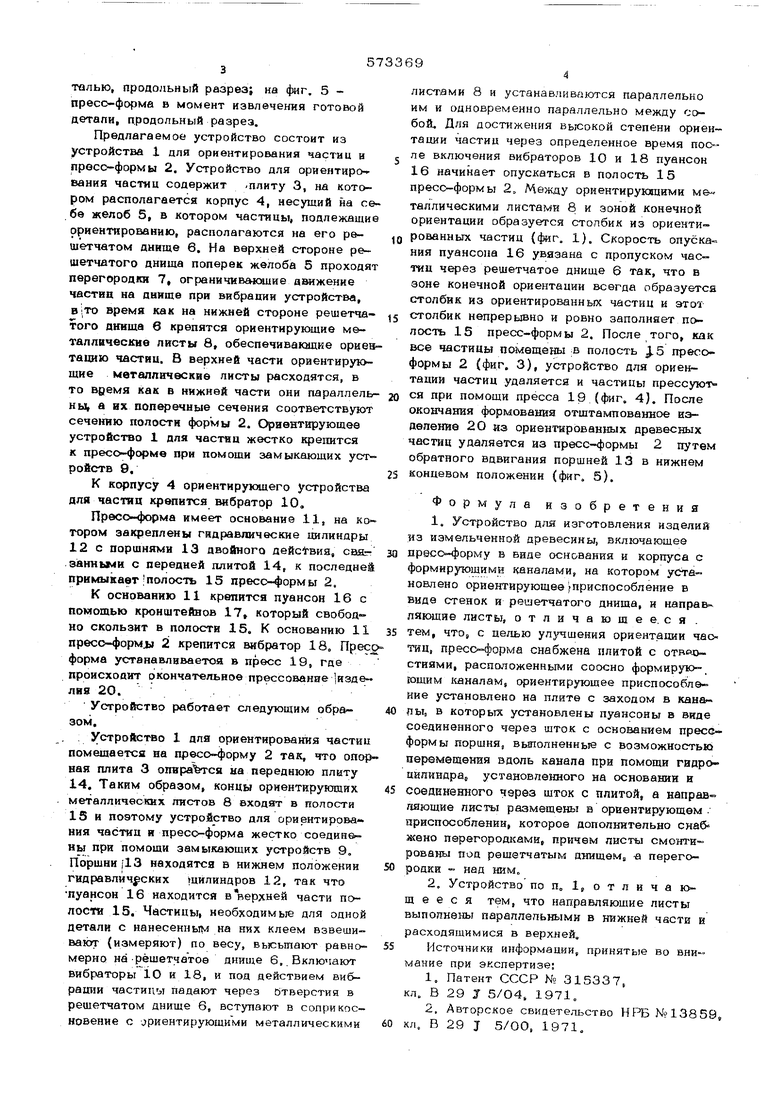
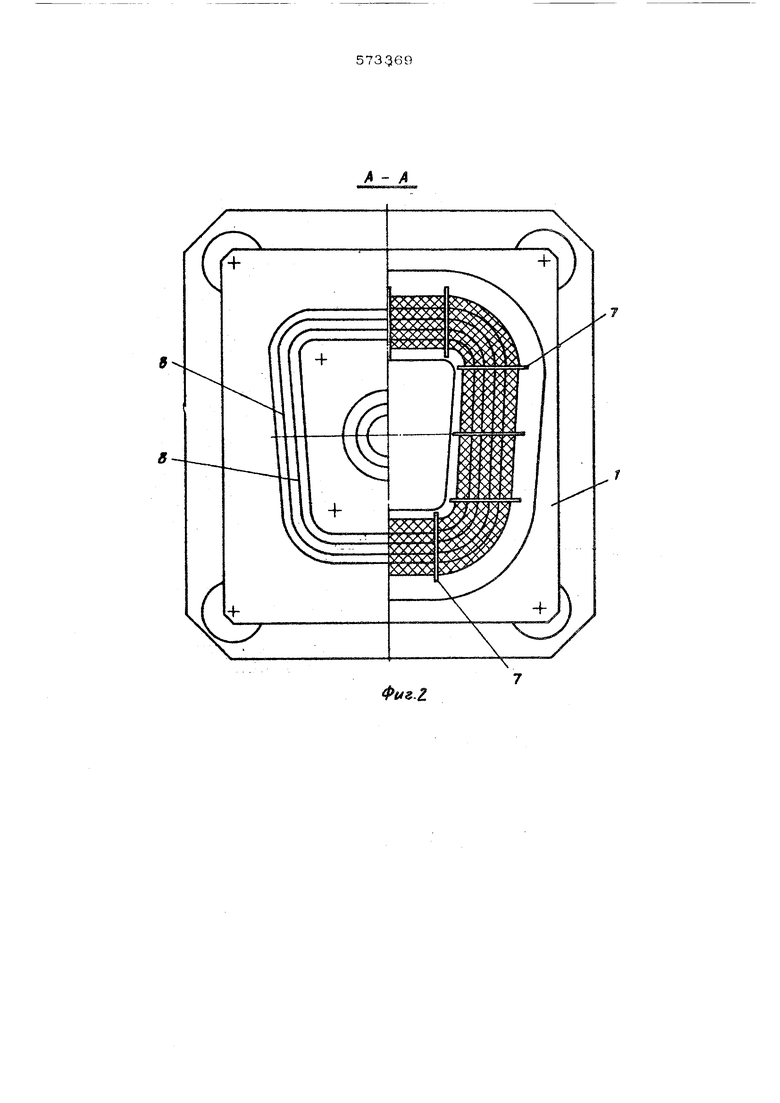
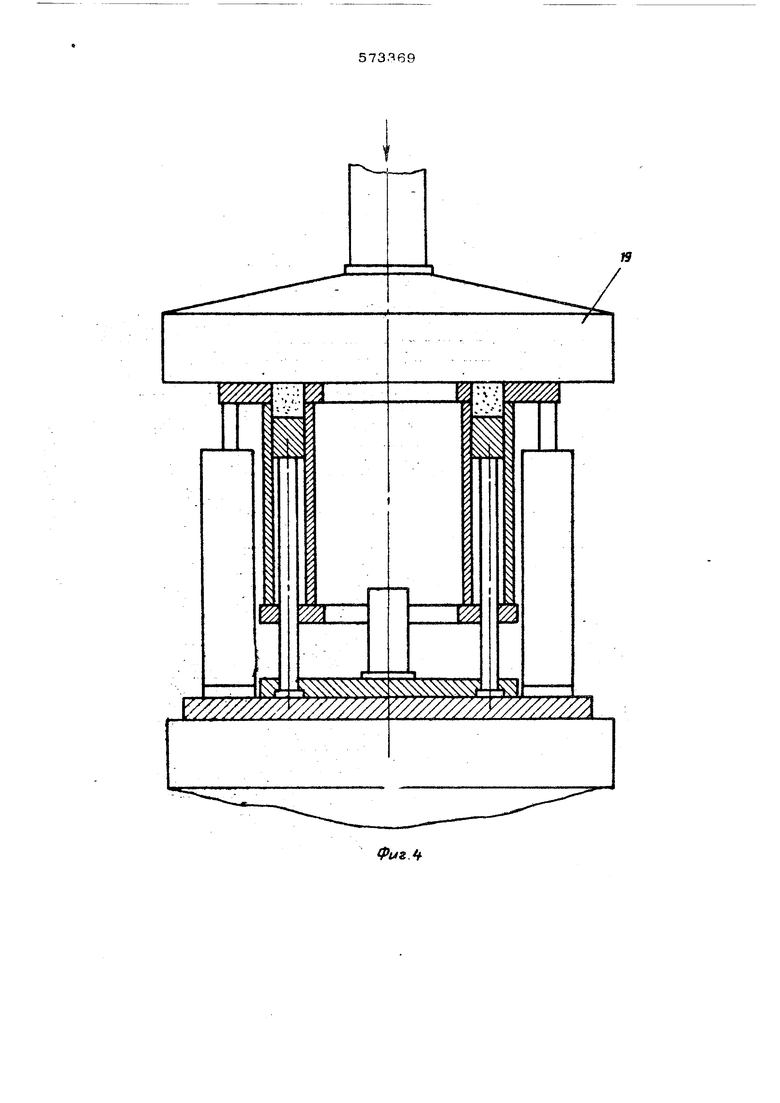
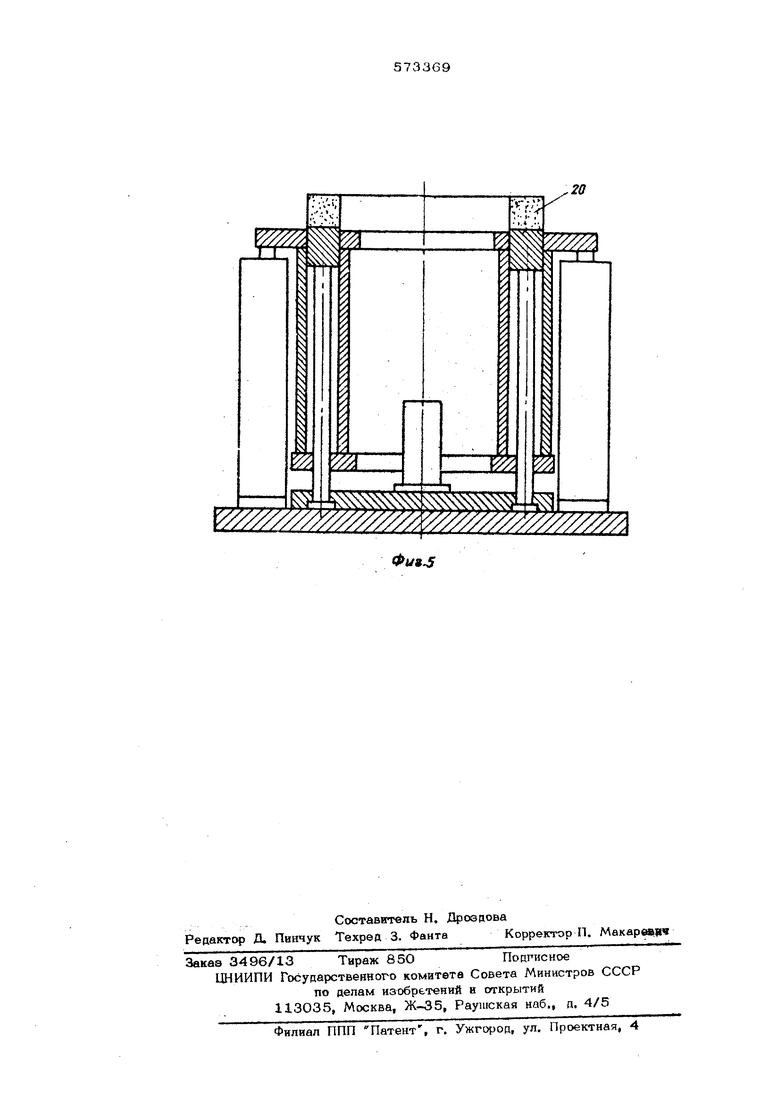
(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ИЗМЕЛЬЧЕННОЙ ДРЕВЕСИНЫ талью, продольный разрез; на фиг. 5 пресо-форма в момент извлечения готовой детали, продольный разрез. Предлагаемое устройство состоит из устройства 1 для ориентирования частиц и пресс-формы 2. Устройство для ориентирования частиц содержит -плиту 3, на котором располагается корпус 4, несуший на се бе желоб 5, в котором частицы, подлежащие ориентированию, располагаются на его решетчатом днище в. На верхней стороне решетчатого днища поперек желоба 5 проходят перегородки 7, ограничива ацие движение частиа на днище при вибрации устройства, BiTO время как на нижней стороне решетчатого дкнша 6 крепятся ориентирующие металлическве листы 8, обеспечивающие ориен тацию частиц. В верхней части ориентирукншие металлические листы расходятся, в то веемя как в нижней части они параллель ны а их поперечные сечения соответствуют сечению полости формы 2. С иентирующее устройство 1 для частни жестко крепится к пресо-форме при помоши замыкающих устройств 9, К ксфпусу 4 ориентирующего устройства для частиц крепится вибратор 10, Пресо-форма имеет основание 11, на ко тором закреплены гидравлические цилиндры 12 с поршнями 13 двоимого , сангзаниьыи с передней плитой 14, к последней примыкает:полость 15 пресс- формы 2. К основанию 11 крепится пуансон 16 с помощью кронштейнов 17 который свободно скользит в полости 15. к основанию 11 пресс-формул 2 крепится вибратор 18. Прес форма устанавливается в пресс 19, где происходит окончательное прессование 1изде. ЛИЯ 20. Устройство работает следующим образом, : Устройс-гао 1 для ориентирования частиц помешается на првсо-форму 2 так, что опор ная плита 3 опирается на переднюю плиту 14, Таким образом, концы ориентирунлпнх . металлических листов 8 входят в полости 15 и поэтому устройство для ориентирования частиц и пресо-форма жестко соедин&ны при помощи замыкающих устройств 9, Поршни |13 находятся в нижнем положении гидравлических гцилинцров 12, так что пуансон 16 находится вверхней части полости 15, Частицы, необходим ьге для одной детали с нанесенным на них клеем взвешивают (измеряют) по весу, высьшают равномерно на-рёщетчатое днище 6,. Включают вибраторы 10 и 18, и под действием вибрации частицы падают через бТверстия в решетчатом днище 6, вступают в соприкосновение с ориентирующими металлическими листами 8 и устанавливаются параллельно им и одновременно параллельно между собой. Для достижения высокой степени ориентации частиц через определенное время пооле включения вибраторов 10 и 18 пуансон 16 начинает опускаться в полость 15 пресс-формы 2„ Между ориентирующими ме-таллическимн листами 8 и зоной конечной ориентации образуется столбик из ориентированных частиц (фиг, 1). Скорость опуска- ния пуансона 16 увязана с пропуском частии через решетчатое днище 6 так, что в зоне конечной ориентации всегда образуется столбик из ориентированных частиц и этот столбик непрерывно и ровно заполняет полость 15 пресс-формы 2. После того, как все частицы П(вщены :В полость Д. 5 пресоформы 2 (фиг. 3), устройство для ориентации частиц удаляется и частицы прессуют ся при помощи пресса 19 (фиг. 4). После окончания формовавия отщтампованное иэделение 20 из ориентированных древесных частиц удаляется из пресс-формы 2 путем обратного вдвигания поршней 13 в нижнем концевом положении (фиг. 5). Формула изобретения 1.Устройство для изготовления изделий ,из измельченной древесины, включающее иресо-форму в виде основания и корпуса с формирующими цакапами, на котором установлено ориентирующееfприспособление в виде стенок и решетчатого днища, и направ ляющие листы, отличающее, ся . тем, что, с целиью улучшения ориентации частиц, пресс-форма снабжена плитой с отвод стиями, расположенными соосно формирую-, рщим каналам, с иентирующее приспособление установлено на плите с заходом в кана оы, в которых установлены пуансоны в виде соединенного через шток с основанием прессформы поршня, выполненные с возможностью перемещения вдоль канала при помощи гндроаалинара установленного на основании и соединенного через щток с плитой, а направ- пиющие листы размещены в ориентирующем . приспособлении, которое дополнительно снаб жено перегородками, причем листы смонтированы под решетчатым днищем, -а перегородки - над ним. 2,Устройство поп„ 1, отлича юш е е с я тем, что направляющие листы выполнены параплепьнымк в нижней части и расходящимися в верхней, Источники информации, принятые во внимание при экспертизе: 1.Патент СССР № 315337, кл. В 29 J 5/О4. 1971„ 2.Авторское свидетельство НГ-Ъ №13859, кл. В 29 J 5/00, 1971.
К т /7/Л /7/// /
V
IK
Фиг.1 /
4 - |
X
.1
m-m.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления прессованных изделий из мелких удлиненных древесных частиц и устройство для его осуществления | 1984 |
|
SU1384190A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСТОЯННОГО МАГНИТА | 2008 |
|
RU2427050C1 |
| Устройство для формования заготовки в роторной раздувной машине | 1986 |
|
SU1503677A3 |
| Способ получения высокотемпературных керамических сверхпроводников | 1988 |
|
SU1547241A1 |
| Автомат для гидропластической обработки цилиндрических зубчатых колес | 1985 |
|
SU1593974A1 |
| УСТРОЙСТВО ПОШТУЧНОЙ ПОДАЧИ ИЗ НАВАЛА И ОРИЕНТИРОВАНИЯ ОБЪЕМНЫХ ДЕТАЛЕЙ | 2008 |
|
RU2381168C1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для перемещения форм | 1971 |
|
SU646902A3 |
| Устройство для прессования магнитных порошковых материалов | 1972 |
|
SU445525A1 |
| Установка для укладки в тару цилиндрических изделий | 1981 |
|
SU1004202A1 |

Фи
