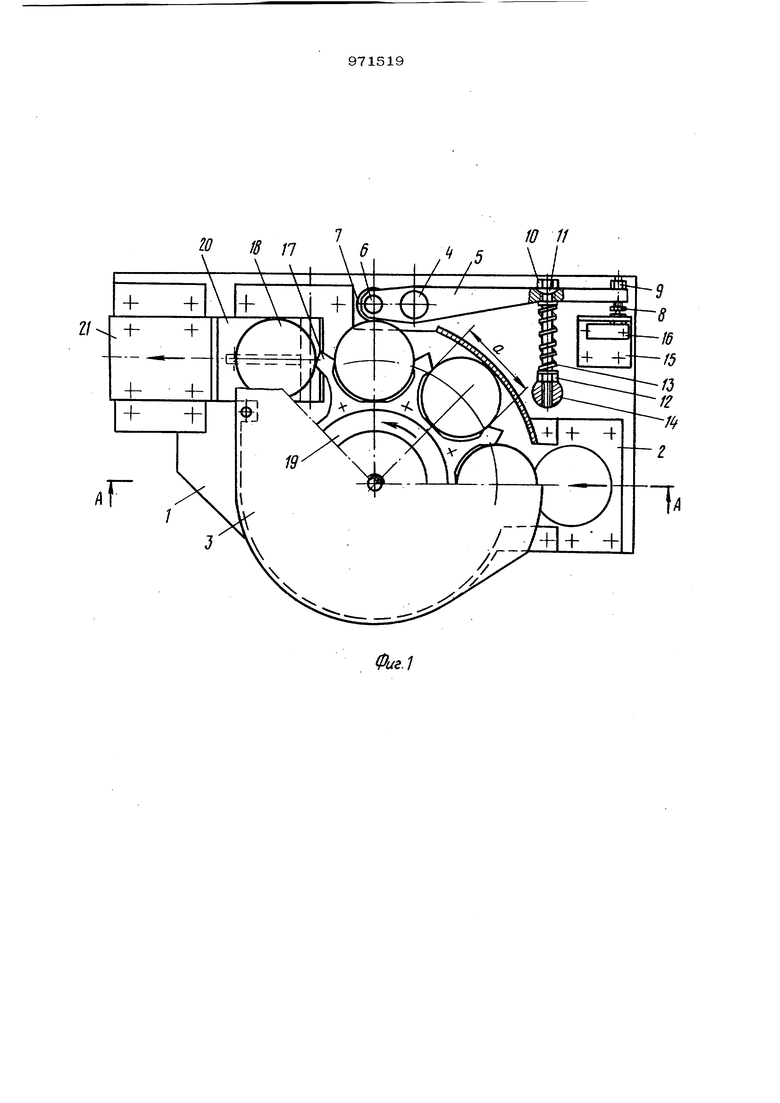
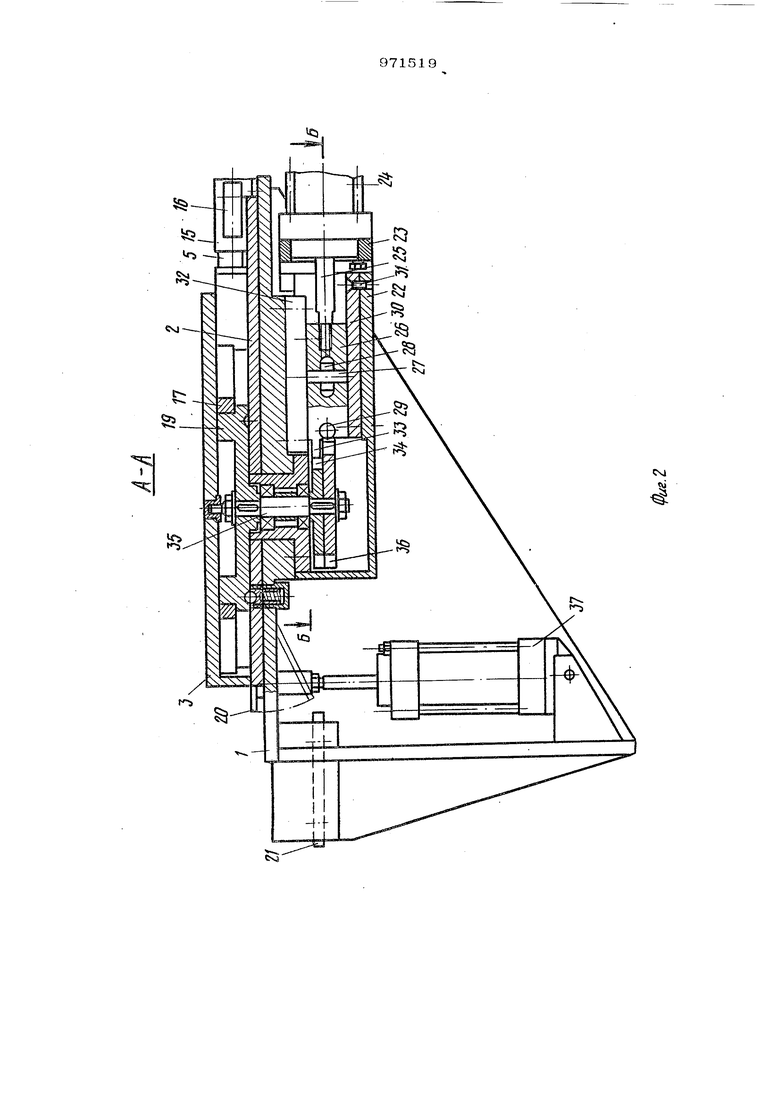
(54) АВТОМАТ ДЛЯ КОНТРОЛЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ПО НАРУЖНОМУ ДИАМЕТРУ Изобретение относится к области машиностроения, в частности к контрольносортировочной технике, и может быть использовано для контроля по диаметру заготовок для точной объемной штамповки. Известен автомат для контроля изделий по наружному диаметру, содержащий .питатель, приводной транспортный дискс захватьшающими гнездами, измерительную позицию и механизм разбраковки 1 . Недостатком автомата является сложность конструкции измерительной позиции включающей плавающую самоустанавли- вающуюся скобу и пневмоэлектроконтакч ный преобразователь. Целью изобретения является упрощение конструкции автомата. Указанная цель достигается тем, что в известном автомате для контроля шшин рических изделий по наружному диаметру содержащем питатель, приводной транспор ный диск с захватывающими гнездами, из мерительную позицию и механизм разбра- КОВКИ, захватывающие гнезца транспортного диска выполнены в виде проходного калибра-скобы, а измерительная позиция имеет микровыключатель и измерительный рычаг, большее плечо которого контактирует с микровьпслючателем, а меньшее имеет ролик для контакта с изделием. На фиг. 1 изображен автомат, вид сверху; на фиг. 2 - сечение А-А на фиг. 1; ш фиг. 3 - сечение Б-Б на фиг. 2. Автомат для контроля содержит корпус 1, ,на котором сверху установлена подкладная плита 2 с крьпикой 3. На оси 4 установлен рычаг 5, на одном плече которого на оси 6 размещен подшипник 7, а на другом - регулировочный винт 8 с котргайкой 9 и регулировочный болт 1О со сферической шайбой 11, контргайкой 12 и пружиной 13. Резьбовой конец болта 10 закреплен в держателе 14, установленном на корпусе 1. На последнем также смонтирован кронштейн 15, на котором закреплен микровыключатель 16.
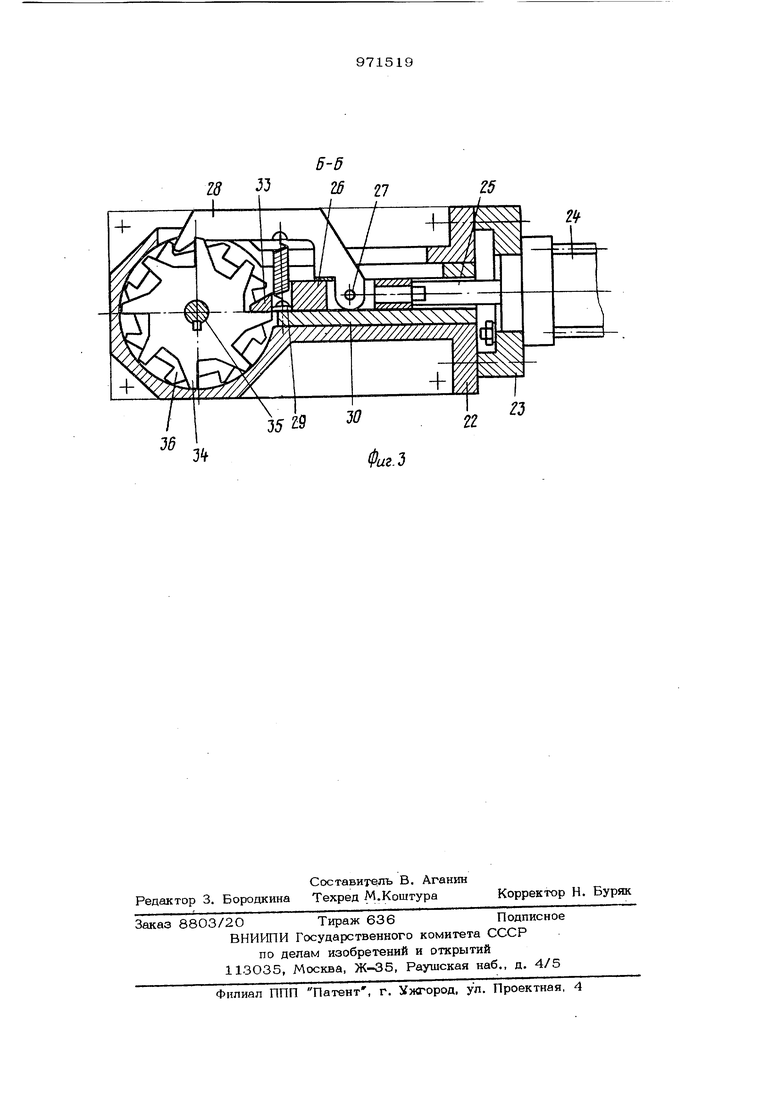
Расстояние d на транспортном диске 17 является непроходным калибром для бракованной детали 18. Этот диск установлен на ступице 19. В корпусе 1 размещены качающийся лоток 2О и планка 21, Для поворота и фиксации диска 17 снизу установлен храповой механизм, находящийся в корпусе 22, в котором расположена колодка 23 с пневмоцилиндром 24.. На конце штока 25 этого пневмодилинд- ра закреплена ползушка 26 с установленным в ней на оси 27 храповиком 28 и пружинодержателем 29. Ползз ика 26 совершает возвратно-поступательное движение в направляющей 30, закрепленной в .корпусе 22 винтами 31. Сверху эта пол- зушка ограничена шпонкой 32. На ползуш ке 26 имеется выступ 33, контактирующий с храповым колесом-фиксатором 34, которое установлено на одном валу 35 с рабочим храповым колесом 36. Для дополнительнойфиксации ступияы. 19 в корпусе 1 установлен щариковый фиксатор. Пневмоцилиндр 37 механизма отбраковки связан с лотком 20.
Автомат работает следующим образом
Детали 18 поступают из питателя (на чертеже не показан) и попадают в гнездо диска 17. Если диаметр детали меньше щири1-1ы паза с , то она проскальзывает на всю /глубину паза и после поворота на 45 диска 17 не касается подшипника 7 измерительного рычага 5. При следующем повороте диска на 45° деталь 18 сдвигается на лоток 20, откуда nocTy пает на дальнейшую обработку. Если диаметр этой детали окажется больше ширины паза са , то она, попав на измерительную позицию, повернет рычаг 5, а головка винта 8 нажмет на толкатель микровыключателя 16, который подаст команду на перемещение поршня пневмохщлиндра 37 внизЛ1ри следующем повороте диска 17 на 45° деталь 18 соскользнет по лотку 2О на планку 21, откуда попадет в тару для брака. Точная фиксация детали на контрольной позиции обеспечивается конструкцией храпового механизма. По окончании поворота колеса 36 выступ 33 ползушки 26 контактирует с зубом колеса 34. Таким образом, положение диска 17 точно зафиксировано.
Формула изобретения
Автомат для контроля цилиндрических изделий по наружному диаметру, содержащий питатель, приводной транспортный диск с захватывающими гнездами, измерительную позицию и механизм разбраковки, отличающийся тем, что, с целью упрощения конструкции автомата, захватывающие гнезда транспортного диска выполнены в виде проходного калибра-скобы, а измерительная позиция имеет микровыключатель и измерительны рычаг, большее плечо которого контактирует с микровыключателем, а меньшее имеет ролик для контакта с. изделием.
Источники информации,принятые во внимание при экспертизе
1. Коченов М. И. и др. Контрольноизмерительные автоматы и приборы для автоматических линий. М., Машиностроение, 1965, с. 74, фиг. 46. .
Р 18 л
«/ ЮЛ 6
.
Ю 11
1
//
СЧ1
28 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
| Устройство для сортировки цилиндрических изделий по наружному диаметру | 1986 |
|
SU1319933A1 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| Транспортно-технологический ротор | 1988 |
|
SU1586795A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| Устройство для упаковывания цилиндрических изделий | 1984 |
|
SU1303496A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ МАГНИТОПРОВОДОВ ГЕНЕРАТОРОВ | 1973 |
|
SU387754A1 |
| Автомат для изготовления электрических катушек | 1981 |
|
SU1023419A1 |