1
Изобретение относится к ультразвуковой сварке и может найти применение в сварочном производстве, микроэлектронике, например дпя сварки полупроводниковых приборов.
Известен инструмент дгш упьтразвуко- вой сварки, состоящий из стержня резонансной длины, выполненного из одного материала с неоднородной по сечению (радиусу) структурой 1. ;
Известный инструмент обладает высокимя акустическими свойствами, но не обеспечивает равномерность прочности сварного соединения. Наибольшие касатепьньте напряжения в сварном соединении в процессе сварки возникают по периферии, а в центре они почти равняются нулю, поэтому в центральной зоне сварного соединения отсутствует сварка.
Наиболее близким по технической сущности к изобретению является инструмент дгш ультразвуковой сварки, выполненный в виде тела вращения с рабочим торцом |2j.
Известный инструмент обеспечивает работу при высоких усилиях нагружения, но не позволяет получить равт1омерность прочности в зоне сварного соединения вследствие одинаковой амплитуды колебаний на его торце и разного напряженно-деформированного состояния, возникающего в объеме свариваемого материала.
Цель изобретения - повышение качества сварных соединений путем у&еличеиий интенсивности колебаний в центре сварки.
Это ,остиг.абтся. т&м, что предлагаемый инструмент выполнен в виде усеченного в фокусах эллипсоида врйщення с суммой длин фокальных к кратной длине полуволны распространяющихся в нем ультразвуковых колебаний.
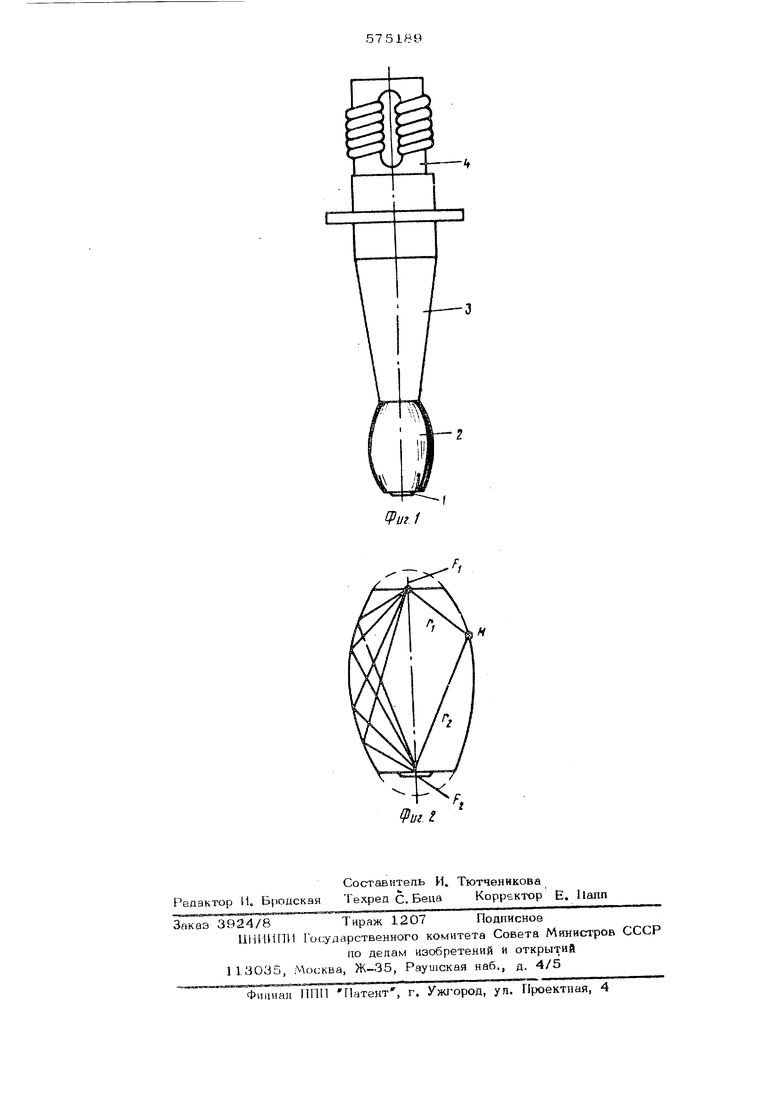
На фиг. 1 изображен описываемый инструмент; на фиг. 2 - схема, направлений распространения ультразвуковых волн в инструменте.
Инструмент с .рабочим торцом 1 выполненной в виде усеченного в фокусах эллипсоида 2 вращения с суммой длин фокальных радиусов, кратной длине полуволны распространяющихся .в нем ультразвуковых колебаний, установлен в волноводе 3, соединенном с преобразователем 4 ультразвуковых копебаннй.
Инструмент работает следующим образом.
Ультразвуковые колебания, приходящие от преобразователя 4 через волновод 3 распро траняютс-я в объеме материала инструмента Различные резонансные длины на пути прохождения ультразвуковой вопны вызывают различную интенсивность колебаний на рабочем торпе 1 инструмента. Ультразвуковые волны, приходящие в Пейтр рабочего торца 1, имеют наибольшее число резонансных дл в объеме материала инструмента при отражении от, его поверхности. Учитывая, что сумма дпин фокальных радиусов, например, Г , постоянна, происходит сложение интенсивностей вопн, пряходя щих в .фокальную зону на рабочем торце при) отражении от боковой noBepJCHOtrfH. В сечении элаипсот ида вращения лежит эппнпс с геометрическим местом точек, для которых сумма расстояний от двух заданных точек (фокусов) есть величина постоянная. Сварное соединение образуется в местах наибольшего течения металла, T.fe. в соответствии с эпюрой касательных напряжений при ппоской осадке, а в центральной зоне сварное соединение не образуется. Поэтому дгш повышения качества воспроизведения сварных соединений за счет равномерной прочности по всей евариваемой поверхности необходимо увеличить интенсивность копебанвй в центральной зоне, а, следовательно их амплитуду и тем самым локализовать напряженно-деформируемое состояние в объеме свариваемого материала.
Предлагаемый инструмент могут выполнить на стали 40Х для сварки на частоте 20 КГЦ алюминия толщиной 1 мм с диаметром рабочего ixipua 10 мм. Длина полуволны колебаний в инструменте из стали 4ОХ на частоте 20 кгц равняется 80 мм. Инструмент изготавливают в виде элипсоида вращения с длиной большой оси, равной 80 мм, затем в фокусах Fj, и f отрезают. Сумма длин Г и f на пути прохождения вол ны при отражении от боковой поверхности, например, в точке М равняется 8О мм. Фор мулаизобретения Инструмент для ультразвуковой сварки, выполненный в виде тела вращения с рабочим торцом, отличающийся тем, что, с целью повышения качества сварных соединений путем увеличения интенсивности колебаний в центре воны сварки, он выполЛен в виде усеченного в фокусах snпипсоида вращения с суммой дпин фокальных радиусов, кратной длине полуволны распространяющихся в нем ультразвуковых колебаний. Источники информации, принятые во внимание при якспертизе: 1. Вопосатрв В. А.„ Ультразвуковая обработка, Д низдат, 1973, с. 67. 2. Волосатов В. А, Ультразвуковая обработка, Лениздат, 1973, с. 96, рис. 48.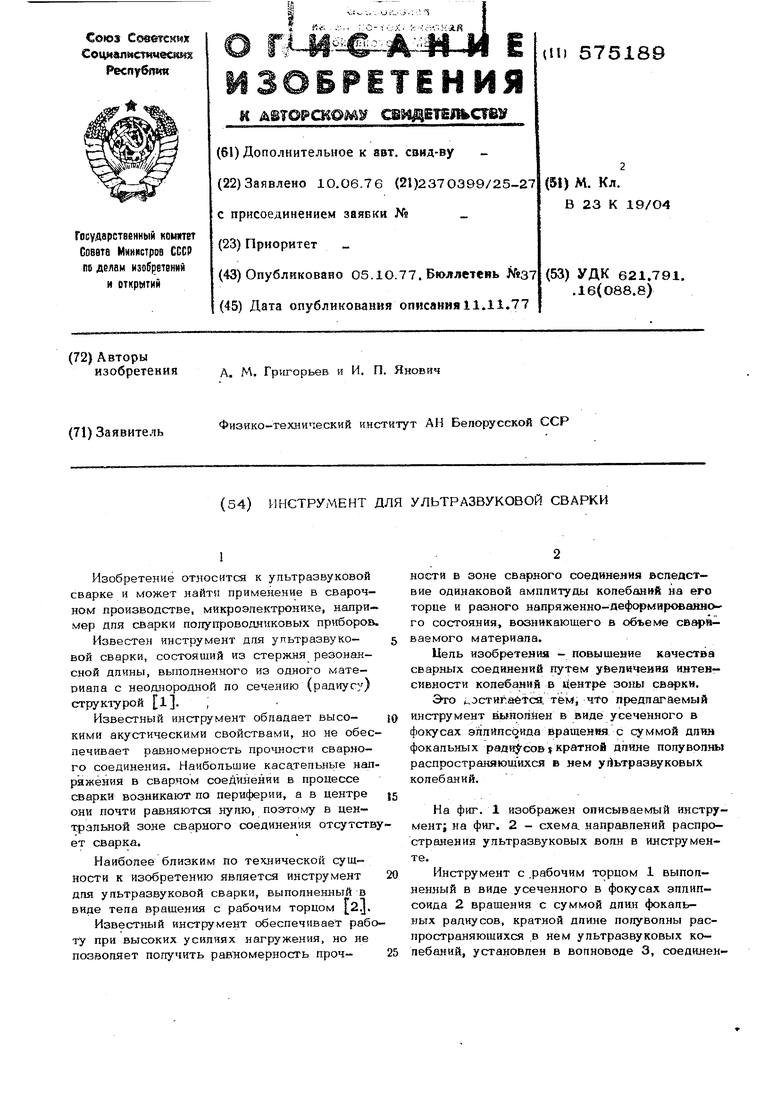
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой сварки | 1980 |
|
SU948581A1 |
| Ультразвуковой инструмент для разделения костной ткани | 1982 |
|
SU1049058A1 |
| Инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне по кольцевым участкам | 1977 |
|
SU620354A1 |
| Магнитострикционный излучатель | 1979 |
|
SU839071A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU590110A1 |
| Устройство для ультразвуковой очистки | 1983 |
|
SU1175578A1 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| Акустический волновод для волочения металла с применением ультразвуковых колебаний | 1982 |
|
SU1079329A1 |