... I .. , , Изобретение относится к обработке металлов давлением с ультразвуком и может быть использовано в сварочном производстве, например при сборке полупроводниковых приборов и интегральных схем. Известен инструмент, состоящий из стержня резонансной длины с рабочим торцом, в котором на нерабочем торце выполнено коническое углубление с высотой, равной разности длины волн при работе инструмента. Такая констр кция инструмента обеспечивает резонансный режим работы при изменении частоты колебаний в процессе сварки Ci.l, Недостатком конструкции является изменение резонансной длины на нера)бочем торце, требукицее распространения волн через объем материала инструмента, что вызывает рассеяние энергии и делает малоэффективным его резонансный режим работы. Известен также инструмент для ультразвуковой сварки, состоящнй из ци- . линдрического стержня с конуснообразным рабочим торцом 2. Однако несмотря на то, что конструкция инструмента обладает простотой, она не обеспечивает возможности програ1« ированногб ввода ультразвуковых Iколебаний в зону уварки, что снижает качество воспроизведения сварных соединений, того, инструмент не обладает возможностью плавного локального ввода колебаний по периферии сварного сбедии{ения, которые вызывали бы увеличение сдвигающих напряжений и течение материала к центру сварного соединения .Отсутствие бегущей волны по периферии Инструмента на егб , рабочем торце снижает качество воспрсжзведения сварных соеданений. Цель изобретения - повышение стабильности качества сварнЫх соединений за счет круговой локализации деформаций по периферии сварного соединения
. 3 8
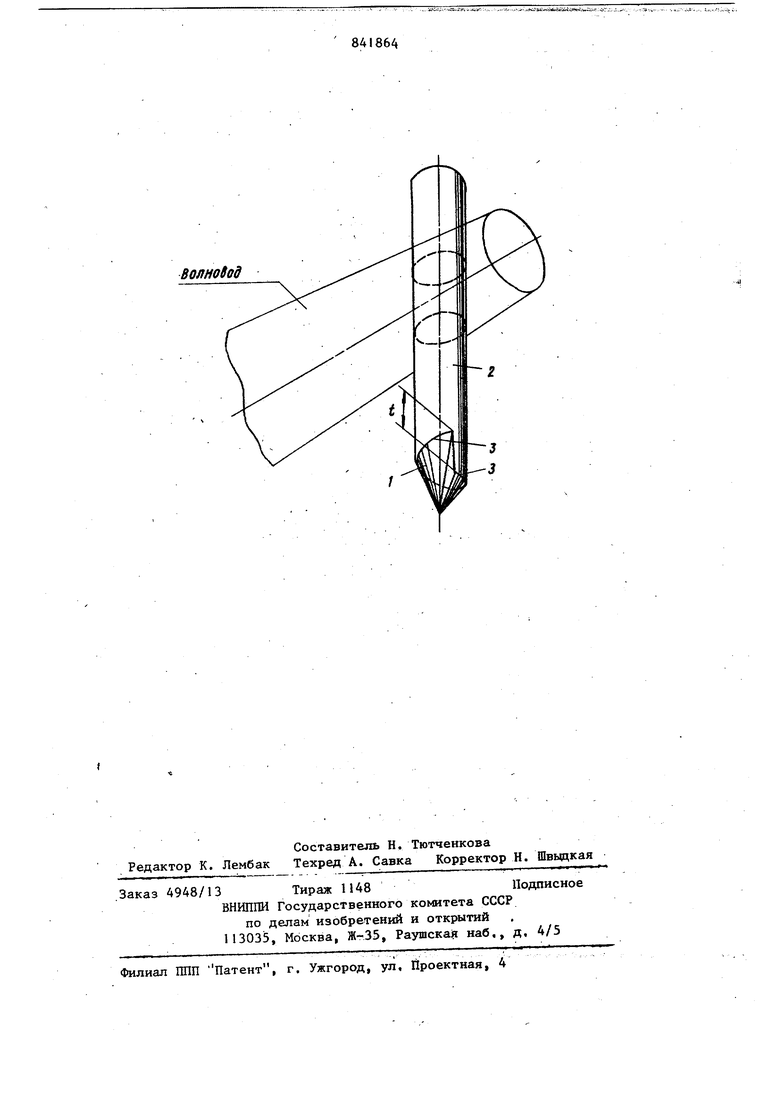
Поставленная цель достигается тем, что в известном инструменте для ультразвуковой сварки, состоящем из цилиндрического стержня резЪнансной длины с конусообразным рабочим торцом, линия сопряжения между конусообразным торцом и боковой поверхностью инструмента выполнена в виде одновитковой спирали с шагом, равньтм разности между максимальной и минимальной длинами волн, распространяющихся в инструменте в процессе сварки.
На чертеже представлен предлагаемый инстрзт ент. Инструмент выполнен с конусообразной поверхностью 1 и боковой поверхностью 2, сопрягающихся по одновитковой спирали 3 с шагом t, равным 15азности длин волн начала и ко ца сварки, .распространяющихся в ин.струменте,
Инструмент работает следующим образом. ,
Ультразвуковые колебания через волновод передаются на инструмент и выделяются на его рабочем торце. Инструмент настраивают в резонансный режим работы под нагрузкой и в мймент окончания процесса сварки также фиксируют резонансную частоту. Разница в резонансных длинах, соответствующих частотам начала и конца сварки , должна соответствовать шагу винтовой линии 3. В процессе сварки происходит изменение резонансной частоты колебаний инструмента в соответствии С его амплитудно-частотной характеристикой в нагруженном состоянии, Работа на нерезонансной частоте вызывает изменение амплитуды колебаний уменьшает интенсивность вводимой в зону сварки энергии и усложняет процесс контроля подстройки системы в процессе сварки.
Предлагаемый инструмент позволяет осзпцествлять самостоятельно без под18644
стройки частоты резонансный режим работы по закону вращающегося плавно изменяющегося волнового воздействия. Такой ввод энергии по. йериферии соеди5 -нения вызывает увеличение сдвигающих напряжений к центру соединения в свариваемых деталях. Кроме того, в рабочую зону постоянно локально вводятся колебания резонансной частоты, при
10 этом в некоторых случаях этот плавный ввод энергии по закону вращающегося поля нарушается в зависимости от усусловий схватывания деталей. Однако вращение поля остается, что также
15 уменьшает деформацию свариваемых деталей.
Формула изобретения
Инструмент для ультразвуковой сварки, состоящий из цилиндрического стержня с конуснообразным рабочим торцом, о т л и ча ю щ и и с я тем,
25 что, с целью повышения стабильности качества сварных соединений за счет круговой локализации деформаций.по периферии сварного соединения, линия сопряжения между конуснообразным
30 торцом и боковой поверхностью инструмента выполнена в виде одновитковой спрали с шагом, равным разности между максимальной и минимальной длинами волн, распространяющихся в инструменте
35 в процессе сварки.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 620354,.кл. В 23 К 19/04, 04.05.77.
40 2.Рь1Дзевский А. П. и др. Ультразвуковая сварка в микроэлектронике. Серия Технология, организация производства и оборудование. Вып. 7-(234), ЦНИИ Электроника, М., 1974
5 с. 10.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ультразвуковой свар-Ки | 1979 |
|
SU814625A1 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU590110A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU575189A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU948581A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841863A1 |
| Устройство для ультразвуковой сварки | 1975 |
|
SU554973A1 |
| Инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне по кольцевым участкам | 1977 |
|
SU620354A1 |
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |