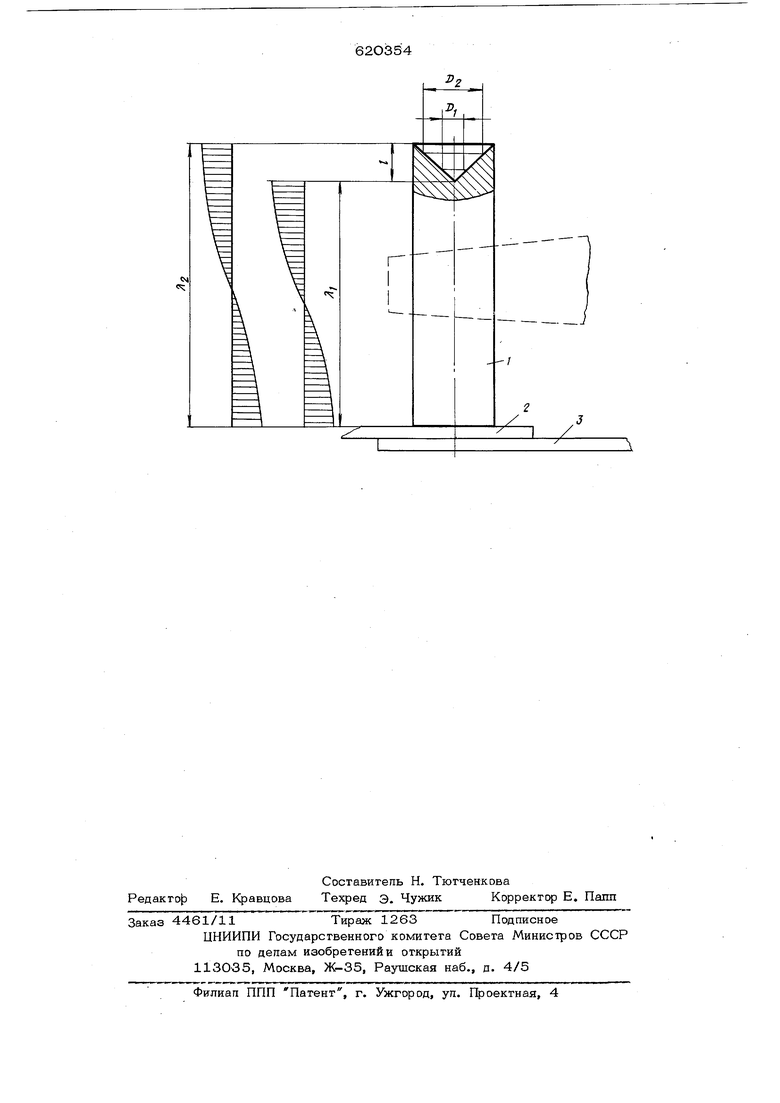
Изобретение oт зocитcя к упьтразвуковой обработке материалов, в частности, ультразвуковой сварки, и может найти применение в сварочном производстве, микроэлектронике, например при сборке полупроводниковых приборов и интегральных схем. Известен инструмент для ультразвуковой обработки, выполненный в виде стерж ня резонансной длины с рабочим и нерабочим торцами l . В нем обеспечена равномерная интенсивность колебаний на рабочем торце, но невозможно осущест вление локализации амплитуды колебаний в зоне сварки под рабочим торцом и требуется дополнительная громоздкая и слож ная система автоподстройки частоты коле баний и их отключения в момент образования сварного соединения, что сопровождается изменением волнового сопротивления и значительным увеличением амплиту ды колебаний. Это фиксируется дополнительными устройствами отключения и регулирования амплитуды колебаний на рабочем торце. Известен также инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне сварки по кольцевым участкам, выполненным в виде стержня с рабочим и нерабочим торцами L2J . Количество кольцевых участков зависит от количества цилиндров в инструменте, наличие которых определяет чувствительность модуляции амплитуды колебаний. С увеличением количества цилиндров качество сварного соединения повышается, но одновременно с этим возникают трудности изготовления инструмента, связанные с его сборкой, которая не всегда обеспечивает минимальные потери акустической энергии на поверхностях соединения цилиндров и стержня. Целью изобретения является упрощение конструкции инструмента. Это достигается тем, что в предложенном инструменте на нерабочем торце соосно стержню выполнено коническое уг лубление с площадью основания равной площади поперечного сечения стержня и высотой, определяемой из спедующего соотношения:н е-п где Н - высота конического угпубпения; 6 - разность дпин наибопьшей и наименьшей попувопн, распространяющихся в инс1:рументе; И - частное от деления дпины стержня на длину попувопны, распространяющей ся в инструменте. На чертеже схематически изображен предложенный инструмент. Инструмент, выполненный в виде стерж ня 1 с рабочим и нерабочим торцом, содержит коническое углубление с площадью основания, равной площади поперечного се чения стержня и высотой 6 , равной разности наибольшей и наименыцей Я / длин полуволн колебаний, распространяющихся в инструменте в прояессе сварки деталей 2 и 3. Если инструмент выполнен например, волновой длины высоту Н конуса выбирают равной( /(. (Л - Ль ) мм.Конус на нерабочем торце инструмента макет быть выпол нен, как внутри тела стержня, так и снаружи. На чертеже показаны также зпюры кол баний для пояснения изменения дпины волны, распространяющейся в инструменте. Инструмент работает следующим образом. Ультразвуковые колебания от волновода (штриховые линии) передаются в инструмент 1. При сварке двух деталей 2 и 3 вследствие изменения напряженно-дефор мируемого состояния и фазовых превращений с образованием эвтектики изменяется волновое сопротивление нагрузки, приводящее к изменению резонансной частоты и длины вопны колебаний в инструменте. Полного провара соединения можно достичь при локализации выполнения сварки по кольцевым зонам. Выполнение нерабочего Topufl инструмента с коническим углублением позволяет при изменении рез онансной длины вопны в процессе сварки изменять, дпину волны в пределах высоты конуса, т.е. при этом, резонирует объем материала ( в виде пустотелого цилиндра), например, диаметром D , под которым амплитуда колебаний, а следовательно и выделяемая на торце кольцевой зоны энергия, выше, чем на остальной части рабочего торца. При дальнейшем изменении волнового сопротивления резонирует другой объем материала в виде пустотелого цилиндра, например, диаметром 13 под которым интенсивность колебаний выше. Таким образом, в процессе сварки происходит саморегулирование амплитуды колебаний на рабочем торце по кольцевым зонам, которое обеспечивает полный провар сварного соединения. Коническое углубление может быть выполнено ступенчатой формы для более точного дифференцированного выделения кольцевых зон. Кроме того, конус может быть выполнен и наружу, это является следст вием настройки инструмента в свободном состоянии или под нагрузкой, т.е. в зависимости от того будет ли частота увеличи- аться или уменьшаться в процессе сварки и где необходимо получить начало образования сварного соединения - в центре или на периферии. Формула изобретения Инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне сварки по кольевым участкам, выполненный в виде стержня с рабочим и нерабочим торцами, о т- личающийся тем, что, с целью прощения конструкции, на нерабочем торе CODCHO стержню выполнено коническое глубление с площадью основания равной лощади поперечного сечения стержня и ысотой, определяемой из следующего сотношения : Н e-h, де Н - высота конического углубления; е - разность длин наибольшей и наиеньшей полуволн, распространяющихся в нструменте; t1 - частное от деления длины стержя на длину полуволны, распространяющейя в инструменте. Источники информации, принятые во нимание при экспертизе: 1.Волосатов В, А. Ультразвуковая бработка, Лениздат, 1973, с. 96. 2.Авторское свидетельство СССР 536918, кл. В 23 К 19/04, 1975,
м «
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1976 |
|
SU575189A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU590110A1 |
| Устройство для ультразвуковой свар-Ки | 1979 |
|
SU814625A1 |
| Резонансный однополуволновый акустический преобразователь | 1975 |
|
SU621133A1 |
| Устройство для ультразвуковой свар-Ки | 1979 |
|
SU812474A1 |
| Инструмент для ультразвуковой сварки | 1979 |
|
SU829372A1 |
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU948581A1 |