I
Изобретение относится к области ультразвуковой сварки и может найти применение в ииструментальпом производстве, например, для изготовления инструментов ультразвуковой сварки.
Известен инструмент для ультразвуковой сварки, состояш,ий из стержня резонансной длины с рабочим торцом и выполненный из равномерно закаленного по всему объему материала.
Известный инструмент имеет вдоль направления распространения ультразвуковой волны однородную структуру. Однородность выделяемых на торце инструмента колебаний с равномерной интенсивностью по рабочей поверхности не позволяет получить одинаковую прочность при сварке в зоне соединения вследствие неодпородности напряженно-деформируемого состояния в объеме свариваемой детали под рабочим торцом инстру.мента.
Наиболее близким к изобретению является инструмент для ультразвуковой сварки, содержащий стержень с рабочим торцом и полостью с криволинейиой поверхностью.
Однако инструмент не обеспечивает высокого качества воспроизведения сварных соединений. Отсутствие тангенциальной составляюпдей ультразвуковых колебаний в центральной зоне на торце инструмента и тангенциальных напряжений в центральной зоне свариваемых
2
деталей не обеспечивает соединения по всей свариваемой поверхности вследствие неравномерности энерго-силовых параметров процесса, происходящего в свариваемой зоне.
Целью изобретения является повышение качества сварных соединений путем получения на рабочем торце тангенциальной составляющей колебаний.
Для этого в предлагаемом инструменте поверхность полости выполнена винтовой с шагом, равным Vi6-/8 длины волны и высотой профиля, равной 0,25-0,35 наружного диаметра стержня.
В полости стержня концентрично ему может быть размещена вставка, имеющая ответную поверхность полости стержня конфигурацию с длиной винтовой линии по выступаю1цей части профиля кратной полуволне колебаний, распространяющихся в ней, а вставка выполнена из материала с более высокой добротностью по отношению к материалу стержня.
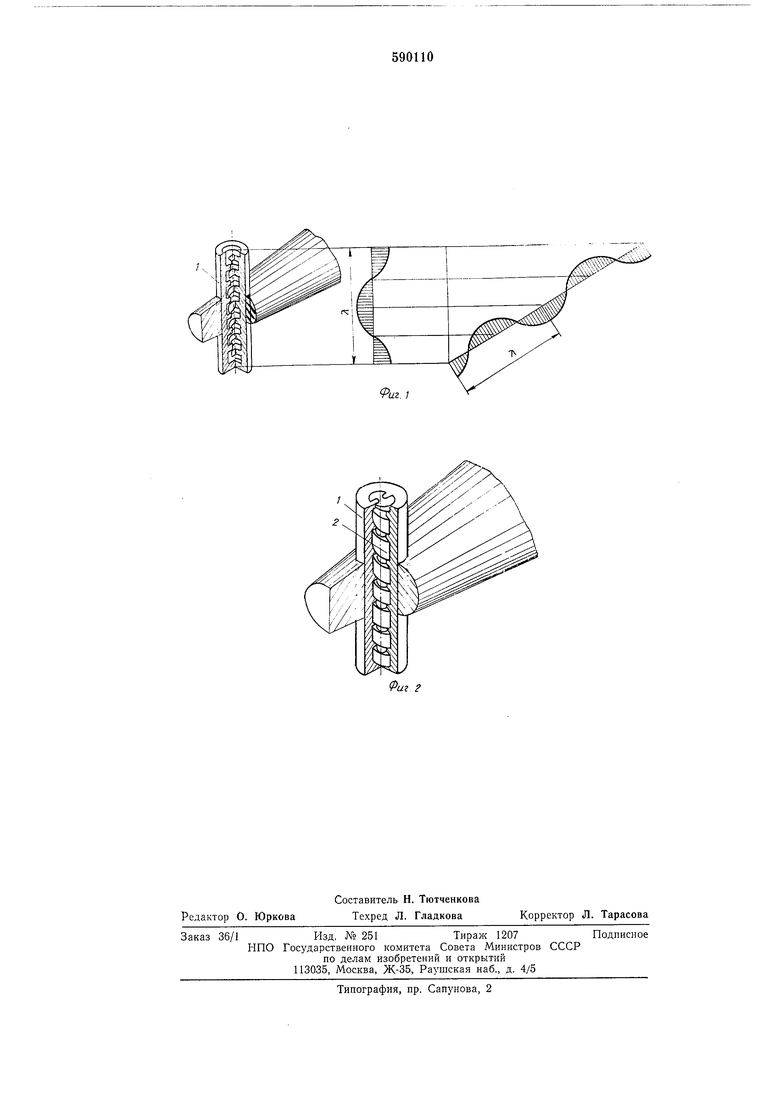
На фиг. 1 схематически изобра кен предлагаемый инструмент, состоящий из полого цилиндрического стержня 1 с полостью, выполненной винтовой с высотой профиля витка, равной 0,25-0,35 наружного диаметра стержня, и шагом равным Vie-Vs длины волны, и
прнведена эпюра распределения волны К в инструменте по наружной поверхности и развсргка внутренней поверхности.
На фиг. 2 изображен инструмент, выполненный из полого цилиндрического стержня 1 с полостью, занолненной материалом вставки 2 с добротиостыо не ннже добротности материала стержня.
Инструмент работает следуюш,им образом. Ультразвуковые колебания, приходящие от преобразователя, распространяются по наружной поверхности стержня 1 и но внутренней винтовой поверхности в объеме материала вставки 2. По наружной поверхности стержня 1 ультразвуковые колебания вводятся в зону сварки с присутствием нормальной составляющей напряжений, а по винтовой поверхности - тангенциальной составляющей напряжений.
Инструмент для ультразвуковой сварки можно изготовить следующим образом. Заготовку, например, в виде полого стержня нагревают до температуры пластической деформации и деформируют наружную новерхность валками по винтовой линии. При этом происходит формоизменение полости в соответствии с характером распределеиия деформации ио наружной поверхности. Затем производят обработку, например точепие и шлифовку наружной поверхности. Для получения инструмента со вставкой внутреннюю полость заполняют расплавленным материалом, например сплавом типа «калмоной с температурой плавления 1050°С. В качестве материала стержня можно ис:иользо1вать штамповые или инструментальные сплавы, например 5ХНВ, Х12М, ХВГ, 45ХЗВЗМФС. Добротность материала вставки должна быть выше добротности материала стержня, т. е. амнлитуда колебаний на торце инструмента под вставкой будет больше, чем под остальной поверхностью торца.
Как известно, сварное соединение образуется в местах иаибольшего течения металла, т. е. в соответствии с эпюрой касательпых напряжений, при плоской осадке, а в центральной зоне сварное соединение, на Зчастках с радиусом, примерно 0,5-0,7 (т. е. 0,25-0,35 высоты профиля витка) радиуса всей сварной зопы, не образуется. Поэтому для получения соединения с равиомериой прочностью по всей свариваемой поверхности необходимо увеличить тангенциальные напряжения в центральной зоне и уменьшить их величину по иериферип зоны сварки. С этой целью внутреннюю полость изготавливают по винтовой линии и таким образом обеспечивают неравномерность ввода ультразвуковых колебаний. Величиной шага винтовой линии регулируют угол ввода выделяемых локальио на торце крутильных ультразвуковых колебаний в центральную зону сварки и тем самым определяют требуемую величииу сдвигающих напря/кений, компенсирующую их иедостаток в этой зоне в объеме свариваемого материала. Ша витка должен быть не более Vs длины волны, так как в случае превышения этого размера одии виток заходит на другой, что вызывает полное затухание амплитуды колебаний, которые могут быть противоположны по фазе. Нижний предел шага витка ограничен величиной рассеяния акустической энергии в объеме биметаллического стержня.
При шаге витка менее 5% от длины волны не происходит выделение колебаний в объеме материала по винтовой лииии, и распространение акустической энергии происходит вдоль оси инструмента.
При прохождении ультразвуковых колебаний через материалы с различным волновым сопротивление, толщина одного из которых
превышает 0,05-0,1 длины волны, наблюдается диффузионное отражение и отсутствует выделение сдвигающей составляющей в объеме материала тонкого слоя. Для исключения диффузиоиного отрал ;ения
шаг витка выбирают в пределах 0,05-0,1 длины волны, соответственно Vie-Vs длины волны.
Описываемый инструмент обеспечивает равномерное раснределение нормальных и касательных напряжений в свариваемой зоне и тем самым равномерность прочности в зоне сварных соединений и качество их воспроизведения. Равномерность прочности в зоне сварного соединения обеспечивает значительное снижение электрического сопротивления но поверхности контакта, исключает разогрев этой зоны и повышает надежность соединения, например, в полупроводниковых приборах.
Формула изобретения
1.Инструмент для ультразвуковой сварки, содержащий стержень с рабочим торцом и полостью с криволинейной поверхностью, отличающийся тем, что, с целью повыщения качества сварных соединений путем получения на рабочем торце тангенциальной составляющей колебаний, поверхность полости выполнена винтовой с шагом, равным Vie-Vs
длины волиы, и высотой профиля, равной 0,25-0,35 наружного диаметра стержня.
2.Инструмент ио п. 1, отличающийся тем, что в полости стержня концентрично ему размещена вставка, имеющая ответную поверхности полости стержня конфигурацию с длиной винтовой линии по выступающей части профиля кратной полуволне колебаний, распространяющихся в ней, при этом вставка выполнена из материала с более высокой добротностью ио отношению к материалу стержня.
9и.г.1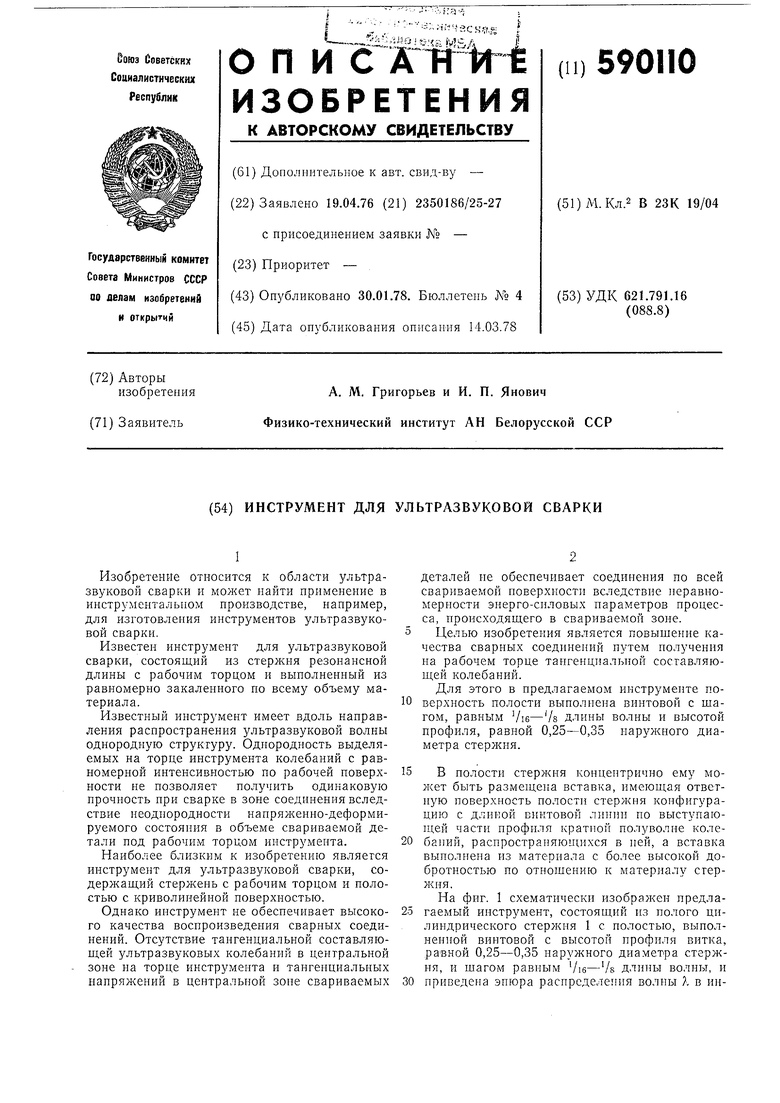
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1982 |
|
SU1031695A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| Инструмент для ультразвуковой сварки | 1975 |
|
SU536918A1 |
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Способ стыковой сварки деталей из полимерных материалов | 1984 |
|
SU1245442A1 |
| УСТРОЙСТВО ДЛЯ ШОВНОЙ УЛЬТРАЗВУКОВОЙ СВАРКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2013 |
|
RU2537681C2 |
| СПОСОБ СВАРКИ Л^ЕТАЛЛОВ | 1966 |
|
SU182488A1 |
| Устройство для ультразвуковой свар-Ки | 1979 |
|
SU814625A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU575189A1 |
| Инструмент для ультразвуковой сварки | 1976 |
|
SU602331A2 |