Изобретение относится к области обработки материалов давлением с ультразвуком и может найти г применение в электронной промышленности, например, на операциях сборки полупроводниковых приборов и интегральных схем.
Известно устройстоя для ультразвуковой сварки, содерхсащее преобразователь, соединенный с волноводом, и инструмент для изгибных колебаний со вставкой более высокой добротности , установленный в пучности продольной волны волновода til.
Недостатком известного устройства является то, что в процессе работы от сварки к сварке происходит рассогласование резонансного режима, обус,ловленное тем, что вставка и стержен|5 инструмента обладают различными |соэффициентами линейного расширения псэд воздействием теплового потока, образующегося при ультразвуковых колебаниях инструмента.
Известно устройство для ультразвуновой сварки, содержащее преобразователь, соединенный с волноводом, выполненным в виде вилки с зубцами, имеющимиразные коэффициенты трансформации, и инструмент для изгибных колебаний 2 .
Недостатком такого устройства является сложность его наладки в работе, что вызывает нестабильность процесса сварки и низкую воспроизводимость качества соединений.
Известно также устройство для ультразвуковой сварки, в котором инструмент выполнен в виде усеченного в фокусах эллипсоида вращения с суммой длин фокальных радиусов, кратной длине полуволны ультразвуковых колебаний, распространяемых в нем ГЗЗ.
Недостатком этого устройства ялвяется низкое согласование ультразвуковой колебательной системы с нагрузкой, что снижает качество сварки.
Наиболее близким техническим решением, к изобретению является устройство для ультразвуковой сварки, содержащее преобразователь, соединенный с волноводом, и инструмент, установленный в волноводе перпендикулярно его оси Г41.
Недостатком известного устройства 25 является низкое значение сфокусированной энергии колебаний в зоне сварки, что снижает качество сварки.
Целью изобретения является повышение качества сварных соединений и
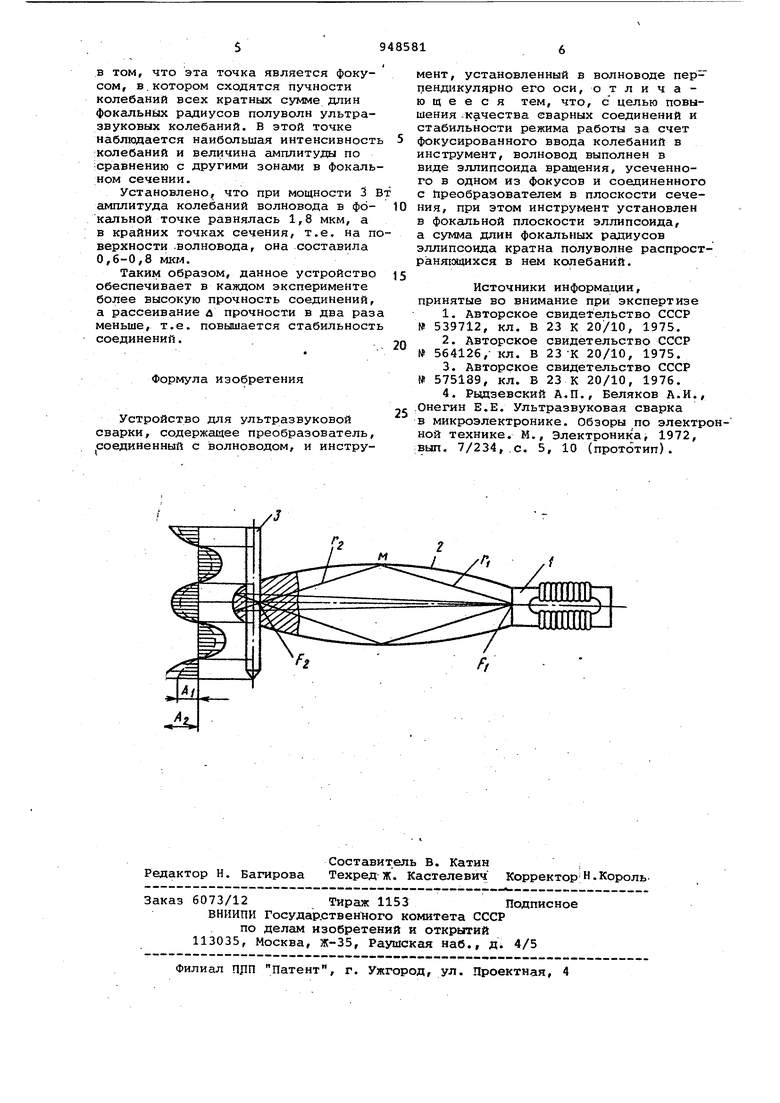
стабильность режима работы за счет фокусированного ввода колебаний в инструмент, Цель достигается тем, что в устр стве , содержащем преобразователь, соединенный с волноводом, и инстру мент., установленный в волноводе пе пендикулярно его оси, волновод, вып Нен в виде эллипсоида вращения,усе ченного в. одном из фокусов и соеди ненного с преобразователем в плоско ти сечения, при этом инструмент ус тановлен в фокальной плоскости эллипсоида, а сумма длин фокальных ра усов эллипсоида кратна полуволне ра пространяющихся в нем колебаний. На чертеже изображено предлагаем .устройство. Устройство содержит преобразователь 1 с волноводом 2 и установленный в нем инструмент 3, Волновод 2 выполнен в виде эллипсоида вращения, усеченного в одном из фокусов F и соединенного с плоскостью сечения {фокус F) с преобразователем а инструмент 3 установлен в фокальной плоскости (фокус Fn) перпендикулярно оск волновода, при этом сум ма длин фокальных радиусов г и Гп волновода кратна полуволне распрост раняющихся в нем колебаний. На чертеже также приведены эпюры колебани инструмента с собственной амплитуг . дои А и суммарной амплитудой, от внешней возмущающей силы, вызываювдае локальное смещение фокуса FJJ вдоль оси волновода. Устройство работает следующим образом. Ультразвуковые колебания от преобразователя 1 через волновод 2 вводятся в инструмен,;г. 3, Ось инструмента, размещенная в (рокусе ,Fq волновода, за счет интенсификации колебаний перемещается в направ лении оси волновода на расстояние, большее, чем ось инструмента на границе с поверхностью волновода, Это вызывает дополнительный изгиб о инструмента от воздействия внешней возмущающей силы. Кроме изгиба оси инструмента от этой силы, в нем происходят и собственные изгибные колебания, которые в сумме увеличивают общую амплитуду колебаний инст румента на торцах. В данном устройстве дополнительн увеличение изгиба оси инструмента происходит, за. счет увеличения амгйи.туды колебаний в фокальной точке FQ . Этот эффект происходит вслед ствие фокусирования энергии колебаний в фокальной точке волновода, выполненного в виде эллипсоида вращения. Такой локальный характер ввода с1мплитуды колебаний в инструмент пр водит и тому, что ось инструмента в фокальной точке перемещается за каждый полупериод на величину амплитуды больщую, чем ось инструмента на границе крепления по поверхности волновода. Изгиб оси инструмента происходит в фокальной точке на величину, разности амплитуд колебаний в точке F и на поверхности волновода в этом сечении. Следует отметить, что использование эллиптического волновода позволяет повысить точность со1 ласования и снизить трудоемкость при его креплении, например , пайкой инструмента в волноводе по сравнению с другими, обеспечивающими увеличение амплитуды колебаний. Использование эллиптической геометрии волновода позволяет получить новый эффект колебаний в фокальном сечении крепления инструмента и этим вызвать его дополнительный изгиб. Геометрия непосредственно самой фигуры эллипса обеспечивает постоянство сумм длин фокальных радиусов. Это позволяет, передавать колебания от преобразователя (в фокальной плоскости точки F в фокус Fi) . При этом вся энергия колебаний от преобразователя вводится в фокус F волновода и передается в инструмент. Кратность сумгФл-длин фокальных радиусов длине полуволны колебаний, распространяющихся в волноводе, обеспечивает постоянство резонансного режима всех длин волн сходящихся в фокус F,. Такой прием позволяет создать стабильность режима работы инструмента. Кроме того, эллиптическая геомегтрия волновода создает {по сравнению ff волноводами известной геометрии) при нагрузках повыщенную жесткость. Увеличение жесткости волновода под нагрузкой снижает его деформацию и тем самым стабилизирует его механику т врлноводные свойства. Дополнительный изгиб оси инструмента, установленного в фокальной плоскости эллиптического волновода, достигается за счет разности амплитуд колебаний в фокусе F, и на боковой поверхности волновода. В инструменте возникают собственные ультразвуковые колебания, частота и вид {продольные, изгибные) которых определяется размерами инструмента. При этом ось инструмента еще дополнительно изгибается вследствие разности амплитуд по сечению волновода. Поэтому под внешей возмущающей силой подразумевается механическое воздействие на ось инструмента под усилием смещения с величиной, равной разности амплитуд по сечению волновода. Физическая сущность дополнительного увеличения амплитуды в фокальной точке F волновода заключается в том, что эта точка является фокусом, в.котором сходятся пучности колебаний всех кратных сумме длин фокальных радиусов полуволн ультразвуковых колебаний. В этой точке наблюдается наибольшая интенсивност :колебаний и величина амплитуды по сравнению с другими зонами в фокаль ном сечении. Установлено что при мощности 3 амплитуда колебаний волновода в ф6кальной точке равнялась 1,8 мкм, а в крайних точках сечения, т.е. на п верхности .волновода, она составила 0,6-0,8 мкм. Таким образом, данное устройство обеспечивает в каждом эксперименте более высокую прочность соединений, а рассеивание л прочности в два раз меньше, т.е. повышается стабильност соединений. Формула изобретения Устройство для ультразвуковой сварки, содержащее преобразователь, соединенный с волноводом, и инструмент, установленный в волноводе пер пендикулярно его оси, отличающееся тем, что, с целью повышения качества сварных соединений и стабильности режима работы за счет фокусированного ввода колебаний в инструмент, волновод выполнен в виде эллипсоида вращения, усеченного в одном из фокусов и соединенного с преобразователем в плоскости сечения, при этом инструмент установлен в фокальной плоскости эллипсоида, а сумма длин фокальных радиусов эллипсоида кратна полуволне распространяющихся в нем колебаний. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 539712, кл. В 23 К 20/10, 1975. 2.Авторское свидетельство СССР № 564126, кл. В 23-К 20/10, 1975. 3.Авторское свидетельство СССР № 575189, кл. В 23 К 20/10, 1976. 4.Рыдзевский А.П., Беляков А.И., ,Онегин Е.Е. Ультразвуковая сварка в микроэлектронике. Обзоры по электронной технике. М., Электроника, 1972, вып. 7/234,.с. 5, 10 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1976 |
|
SU575189A1 |
| Магнитострикционный излучатель | 1979 |
|
SU839071A1 |
| Ультразвуковой инструмент для разделения костной ткани | 1982 |
|
SU1049058A1 |
| Устройство для ультразвуковой очистки | 1983 |
|
SU1175578A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU965674A1 |
| Устройство для ультразвуковой обработки твердых материалов | 1981 |
|
SU984465A1 |
| Способ возбуждения изгибных колебаний в инструменте | 1973 |
|
SU460897A1 |
| Устройство для ультразвуковой резки твердых материалов | 1981 |
|
SU984769A1 |
| Устройство для ультразвуковой сварки | 1975 |
|
SU564126A1 |
| Способ ультразвуковой сварки | 1979 |
|
SU872122A1 |
