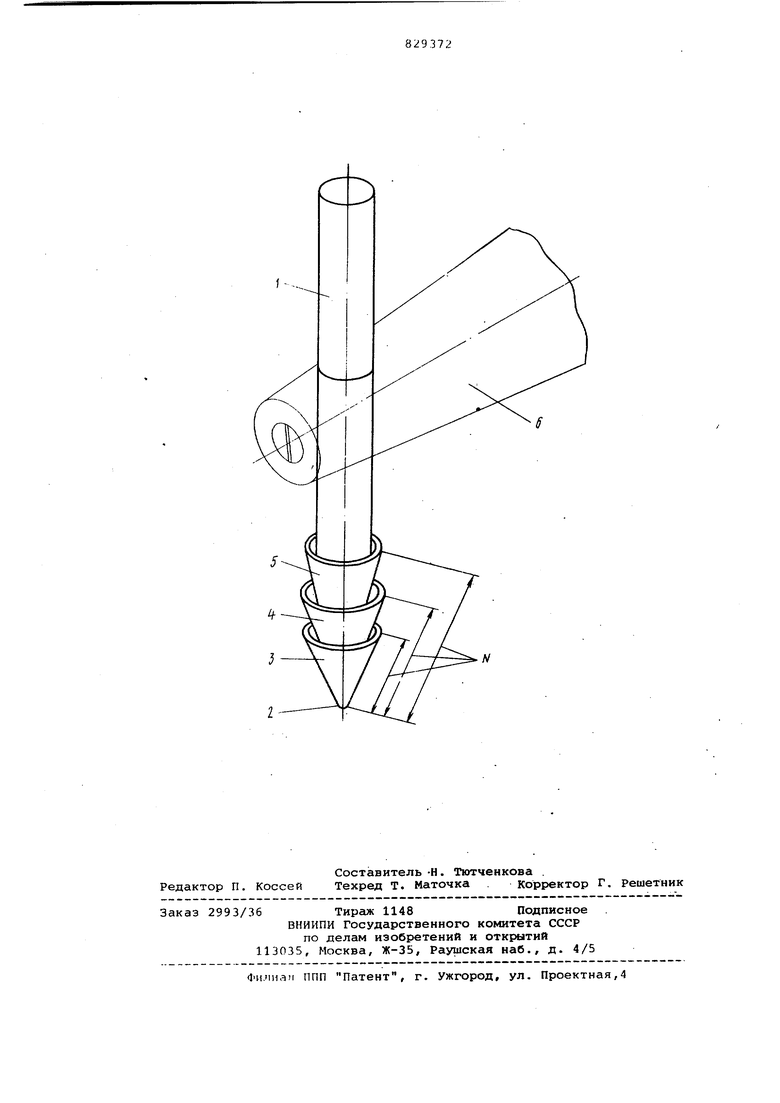
Изобретение относится к обработке материалов с применением ультразвуковых колебаний и может бы использовано при пайке и сварке,например полупроводниковых приборов и интегральных схем. Известен инструмент для ультразвуковой сварки, выполненный в виде стержней, содержащих на нерабочем торце углубления для модуляции амплитуды колебаний на рабочем торце в процессе сварки l. Известен инструмент, снабженный со стороны нерабочего торца трансформатором колебаний в виде кольца 2. Однако данные инструменты не позволяют вводить в очаг деформации ультразвуковые колебания одновременно на нескольких резонансных частотах. Наиболее близким к предложенному является инструмент для ультразвуковой сварки, выполненный в виде стержня резонансной длины с рабочим Торцс м З . Однако геометрия инструмента не обеспечивает ввод колебаний в очаг обработки на различных резонансных чni.Tvrax, KOTOpi.ir.i бы отвечала его длина.При сварке эффективность протекания процессов зависит от вводимой на резонансной частоте определенной интенсивности колебаний. Изменение частоты колебаний в широком диапазоне частот модуляции не обеспечивает качественного воспроизведения изделий, поскольку большая часть энергии ультразвуковых колебаний рассеивается в объемах материала инструмента. Поэтому оптимальная конструкция инструмента должна обеспечивать на одной подаваемой на него частоте колебаний резонирование инструмента на нескольких гармониках колебаний распространяющейся в нем волны. Целью изобретения является повышение качества сварки при вводе колебаний шумового спектра частот. Поставленная цель достигается тем, что инструмент для ультразвуковой сварки снабжен несколькими полыми конусами, установленными кондент|рично стержню и жестко закрепленными вершинами на рабочем торце стержня, при этом длины образующих полых конусов кратны длинам волн гармоник ультразвуковых колебаний стержня. На чертеже изображен предложенный инструмент. Инструмент содержит стержень 1 резонансной длины с рабочим торцом 2 который содержит полые конусы 3-5 с длинами образующих, кратннгми длинам волн гармоник ультразвуковых колебаний стержня, установленными концентрично и жестко закрепленные вершинами на рабочем торце инструмента, который установлен в волноводе 6. Инструмент работает следующим образом. . Ультразвуковые колебания возбуждае мые от преобразователя (не показан) в волноводе 6 передаются на инструмент и возбуя ают в нем колебания на подаваемой .частоте. Длины образующих полых конусов 3-5 резонируют на собственных частотах, кратных основной частоте стержня на соседних гармониках. При этом в зону обработки вводятся колебания на частотах гармоник т.е. шумовой спектр, но на различных частотах. В процессе обработки материалов, например давлением, введение в очаг деформации низко- и высокочастотных колебаний обеспечивает пов шение пластических свойств материало а при сварке способствует повышению качества воспроизведения сварных соединений. Введение колебаний через стержневой инструмент одновременно на частотах в широком спектре создает значительные потери энергии в материале инструмента за счет неоднородности колебаний его объемов. Это зна чительно снижает эффективность вводимь1х колебаний и делает преобладающими несколько частот Инструмент по воляет ввести в зону обработки коле бания на различных частотах и в объемах материалов, которые резонируют только на частотах гармоник от основной частоты возбуждения стержня. При этом на рабочем торце инструмента, кроме выделения колебаний на частотах гармоник конусов, происходит и их резонирование с гармониками колебаний стержня. Это увеличивает интенсивность колебаний на частотах и не снижает ее добротность, оставляя систему чувствительной к процессам, происходящим под рабочим торцом инструмента. Формула изобретения Инструмент для ультразвуковой сварки,выполненный в виде стержня резонансной длины с рабочим торцом, отличающийся тем, что, с целью повышения качества сварки при вводе колебаний шумового спектра частот, он снабжен несколькими полыми конусами, установленными концентрично стержню и жестко закрепленными вершинами на его рабочем торце, при этом длины образующих полых конусов кратны длинам волн гармоник ультразвуковых колебаний стержня. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 620354, кл. В 23 К 19/04. 2.Авторское свидетельство СССР 622605, кл. В 23 К 19/04. 3.Рьщзевский А.П. и др. Ультразвуковая сварка в микроэлектронике. Серия: Технология, организация производства и оборудование, вып. 7 (234) , М., ЦНИИ Электроника, 1974, с. 10.
N
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой сварки | 1980 |
|
SU903029A1 |
| Устройство для ультразвуковой обработки твердых материалов | 1981 |
|
SU990459A1 |
| Инструмент для ультразвуковой сварки с саморегулируемой локальной модуляцией амплитуды колебаний в зоне по кольцевым участкам | 1977 |
|
SU620354A1 |
| Устройство для ультразвуковой свар-Ки | 1979 |
|
SU812474A1 |
| Инструмент для ультразвуковойСВАРКи | 1979 |
|
SU841864A1 |
| Способ ультразвуковой сварки | 1979 |
|
SU872122A1 |
| Устройство для ультразвуковой микросварки | 1980 |
|
SU925589A1 |
| Устройство для ультразвуковой обработки жидких сред | 1981 |
|
SU1022749A1 |
| Устройство для ультразвуковой обработки материалов | 1990 |
|
SU1736629A1 |
| Ультразвуковой инструмент для разрезания костных тканей | 1982 |
|
SU1057027A1 |