1
Изобретение относится к области приборостроения.
Известен способ изготовления многодорожечного блока магнитных головок с общим удлиненным полусердечником, который после обработки и стыковки с аналогичным полусердечником разрезают на отдельные головки с последующей намоткой катушек 1. Изготовление полусердечников и отдельных головок из них с дальнейшим формированием полуобойм перед моментом полной сборки головки ие позволяет гарантировать идентичность получаемых головок но причине разброса характеристик пх элементов.
Известен также способ изготовления блока головок, при котором в полуобоймах выполняют пазы для установки полусердечников 2. Такие блоки и отдельиые головки в них имеют меньший разброс характеристик, по изготовлеиие блоков вручную преимущественно удорожает стоимость самих блоков.
Наиболее близким к изобретению по технической сущности является способ изготовления мпогодорожечпого блока магнитных головок, основанный на формировании полуобойм с пазами для межканальиых экранов, установки в иолуобоймы полусердечнпков с обмотками и скреплении полуобойм между собой через немагнитные прокладкп, с помощью которых формируют рабочие зазоры головок 3.
При использовании такого способа поперечная плотпость располохч;ения головок в блоке оказывается недостаточной, разброс характеристик выходных параметров - относительно большим, а технологические отходы - весьма существенными.
Для повышения поперечной плотности головок, уменьшенпя разброса их выходных параметров и снижения количества технологических отходов в предлагаемом блоке полуобоймы изготавлпвают в виде отдельных монолитов с продольным пазом в каждом пз них, соединяют полуобоймы между собой торцами в области рабочих плп дополнительных зазоров с помощью устанавливаемых в пазы для межканальных экранов технологических вставок, имеющих в попе;:ечном сечении Т-образную форму, между вставками последовательно укрепляют полусердечники с обмотками и далее обрабатывают скрепленные полуобоймы по плоскости разъема, после чего вставки удаляют.
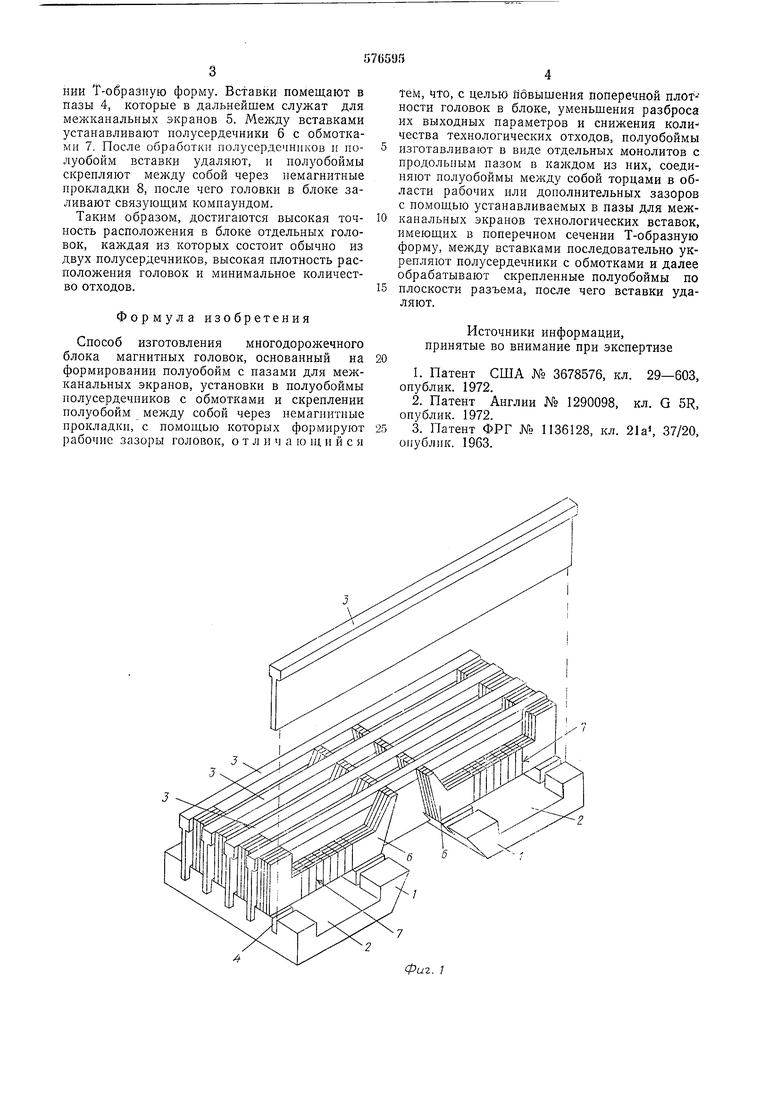
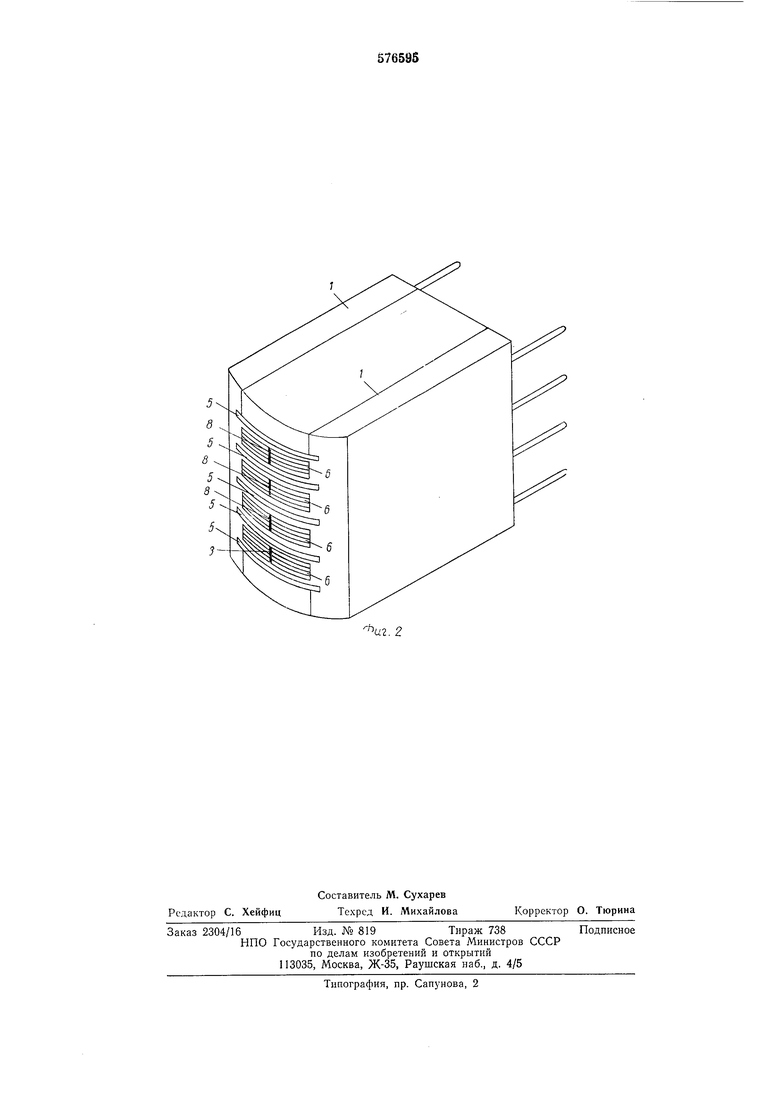
На фиг. 1 показаны полуобоймы, скрепленные между собой по предлагаемому способу
посредством технологпческих вставок; на фиг. 2 - блок головок в сборе, общий вид.
Полуобоймы изготавливают в виде монолита 1 с продольным пазом 2. Мополиты соедпнены между собой при помощи технологическпх вставок 3, имеющих в поперечном сечеНИИ Т-образную форму. Вставки помещают в пазы 4, которые в дальнейшем служат для межканальных экранов 5. Между вставками устанавливают нолусердечники 6 с обмотками 7. После обработки полусердечников и полуобойм вставки удаляют, и полуобоймы скрепляют между собой через немагнитные прокладки 8, после чего головки в блоке заливают связующим компаундом.
Таким образом, достигаются высокая точность расположения в блоке отдельных головок, каждая из которых состоит обычно из двух полусердечников, высокая плотность расположения головок и минимальное количество отходов.
Формула изобретения
Способ изготовления многодорожечного блока магнитных головок, основанный на формировании полуобойм с пазами для межканальных экранов, установки в полуобоймы полусердечников с обмотками н скреплении полуобойм между собой через немагнитные прокладки, с помощью которых формируют рабочие зазоры головок, о т л п ч а ю щ и и с я
Тем, , с целью повышения поперечной плотности головок в блоке, уменьшения разброса их выходных параметров и снижения количества технологических отходов, полуобоймы изготавливают в виде отдельных монолитов с продольным пазом в каждом из них, соединяют полуобоймы между собой торцами в области рабочих или дополнительных зазоров с помощью устанавливаемых в пазы для межканальных экранов технологических вставок, имеющих в поперечном сечении Т-образную форму, между вставками последовательно укрепляют пол)сердечники с обмотками и далее обрабатывают скрепленные полуобоймы по плоскости разъема, после чего вставки удаляют.
Источники информации, принятые во внимание при экспертизе
1.Патент США № 3678576, кл. 29-603, опублик. 1972.
2.Патент Англии № 1290098, кл. G 5R, опублик. 1972.
3. Патент ФРГ № 1136128, кл. 21а, 37/20, опублик. 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многодорожечный блок стирающих магнитных головок и способ его изготовления | 1981 |
|
SU980140A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Многодорожечная магнитная головка | 1976 |
|
SU538398A1 |
| Блок комбинированных магнитных головок | 1983 |
|
SU1129650A1 |
| Блок магнитных головок | 1978 |
|
SU718851A1 |
| Блок магнитных головок | 1985 |
|
SU1307476A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| Способ изготовления магнитной головки | 1976 |
|
SU576594A1 |
| Способ изготовления блока магнитных головок | 1975 |
|
SU531186A1 |
4
фиг. ;
ti. 2
