(54) СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК
гачности процесса изготовления блока головок в целом.
Это достигается тем, что пластины для экранов формируют таким же почти образом, как и полусердечники, т. е. используют технологические перемычки, пакетирование совместно с пластинами полусердечников и дальнейшую совместную обработку каждого из подублоков блока головок. Это позволяет при автоматизации процесса производства многодорожечньвс магнитных головок повысить и точность их изготовления.
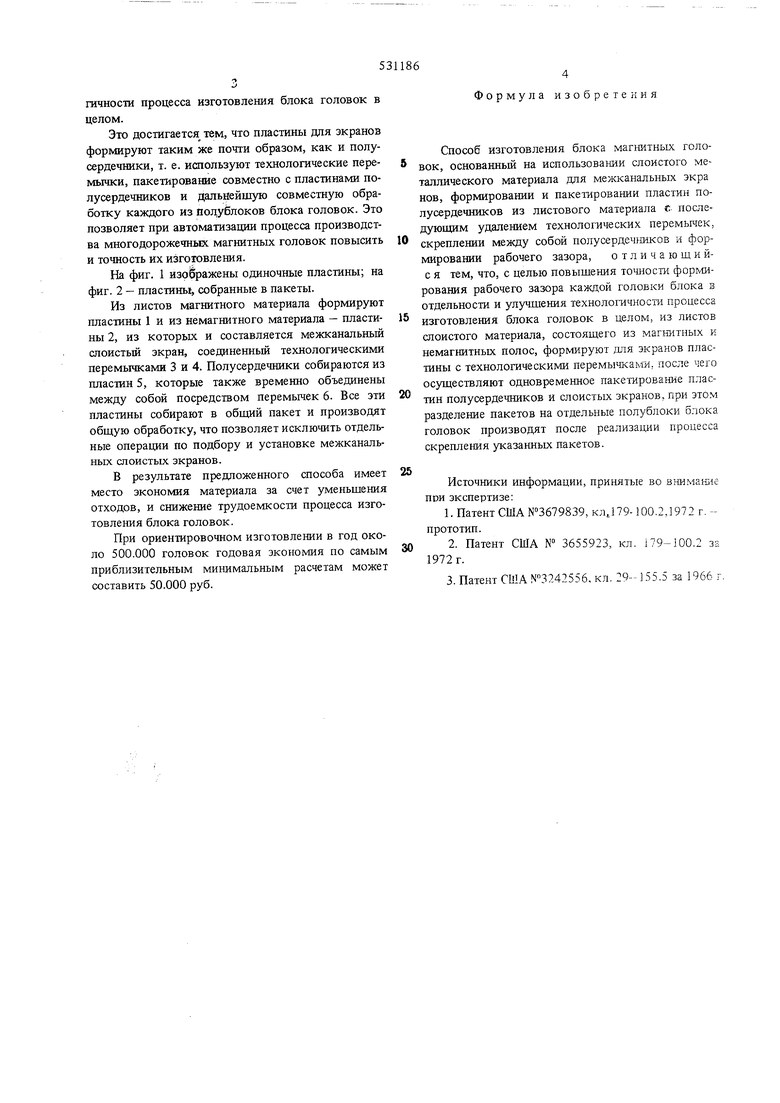
На фиг. 1 изображены одиночные пластины; на фиг. 2 - пластины, собранные в пакеты.
Из листов магнитного материала формируют пластины 1 и из немагнитного материала - пластины 2, из которых и составляется межканальньш слоистый экран, соединенньш технологическими перемычками 3 и 4. Полусердечники собираются из пластин 5, которые также временно объединены между собой посредством перемьиек 6. Все эти пластины собирают в общий пакет и производят общую обработку, что позволяет исключить отдельные операции по подбору и установке межканальных слоистых экранов,
В результате предложенного способа имеет место экономия материала за счет уменьшения отходов, и снижение трудоемкости процесса изготовления блока головок.
При ориентировочном изготовлении в год около 500.000 головок годовая экономия по самым приблизительным минимальным расчетам может составить 50.000 руб.
Формула изобретения
Способ изготовления блока магнитных головок, основанньш на использовании слоистого металлического материала для межканальных экра нов, формировании и пакетировании пластин полусердечников из листового материала е последующим удалением технологических перемычек, скреплении между собой полусердечников и формировании рабочего зазора, отличающийс я тем, что, с целью повышения точносш формирования рабочего зазора каждой головки блока в отдельности и улучшения технологичности процесса изготовления блока головок в целом, из листов слоистого материала, состоящего из магнитных и немагнитных полос, формируют для экранов пластины с технологическими перемычками, после чего осуществляют одновременное пакетирование пластин полусердечников и слоистых экранов, гфи этом разделение пакетов на отдельные полу блоки блока головок производят после реализации процесса скрепления указанных пакетов.
Источники информации, принятые во В ™маш1е при экспертизе:
1. Патент США №3679839, кл,179- ШО.2,1972 г. прототип.
2.Патент США № 3655923, кл. 179-100.2 з 1972г.
3.Патент США №3.42556, кл. 29-155.5 за 1966 г. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления многодорожечного блока магнитных головок | 1976 |
|
SU576595A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления магнитной головки | 1989 |
|
SU1700589A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Многоканальная магнитная головка | 1990 |
|
SU1728884A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Бллк магнитных головок | 1976 |
|
SU605245A1 |


