Изобретение относится к области . обработки металлов давлением.
Известна машина с приводом, содержащая оправку, гидравлические силовые цилиндры, станину с расположенными на ней раздвижными опорными валками, один из которых связан с приводом оправки, а другой, холостой с траверсой и нажимным валком.
Недостатком машины является ручное управление силовыми -гидроцилиндрами, в связи с чем неизбежны частые остановки машины.
Для автоматизации процесса намотки обечайки предлагаемая машина снабжена направляющими, расположенными под нажимным валком, параллельными его оси, и установленными на направляющих с возможностью взаимодействия с полосой датчиками положения полосы и гидравлическими толкателями, связанными между собой и ссиловыми гидроцилиндрами.
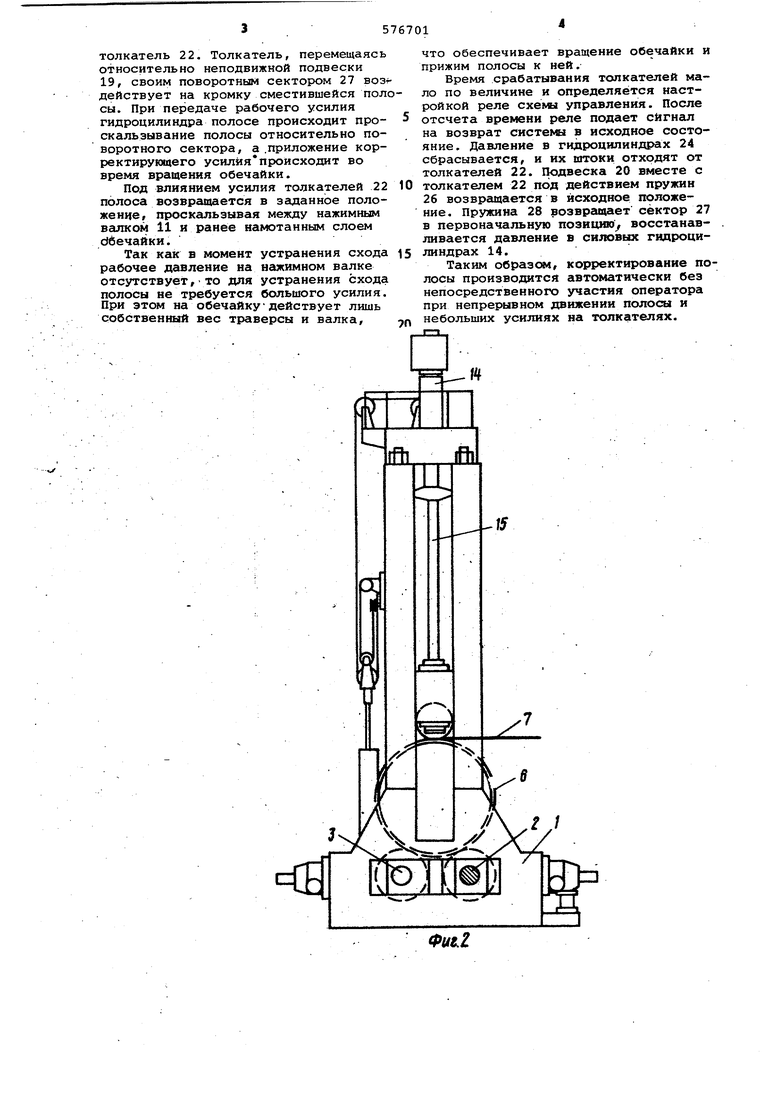
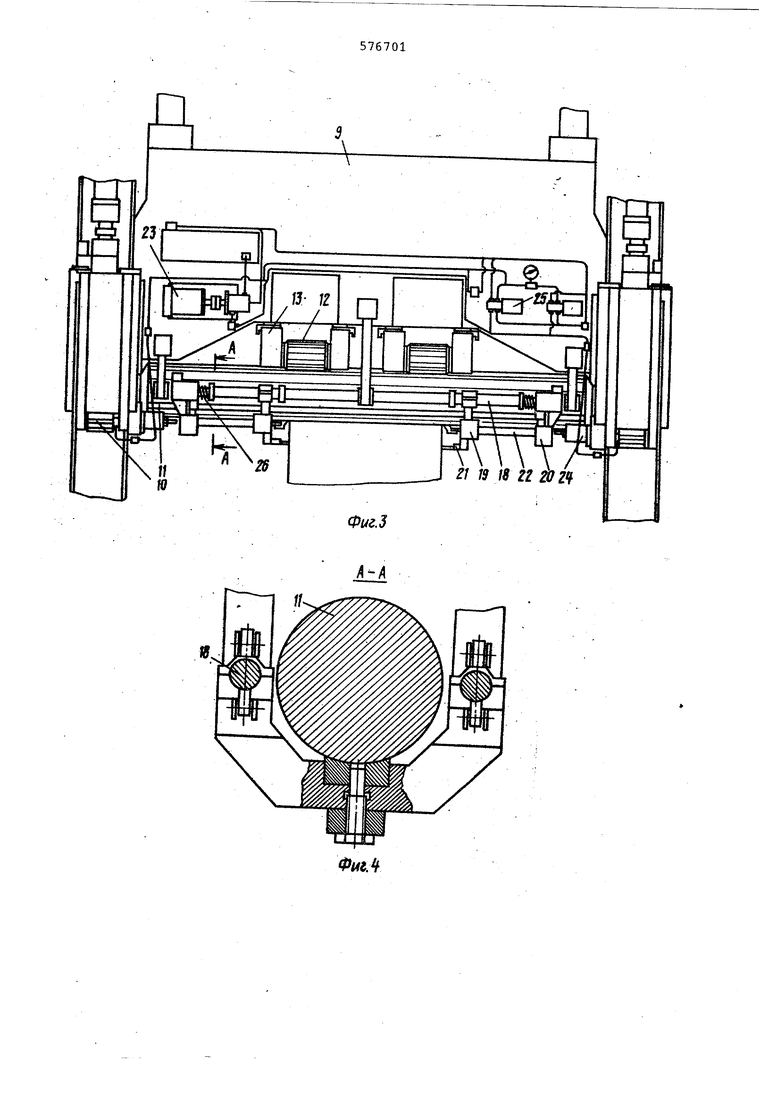
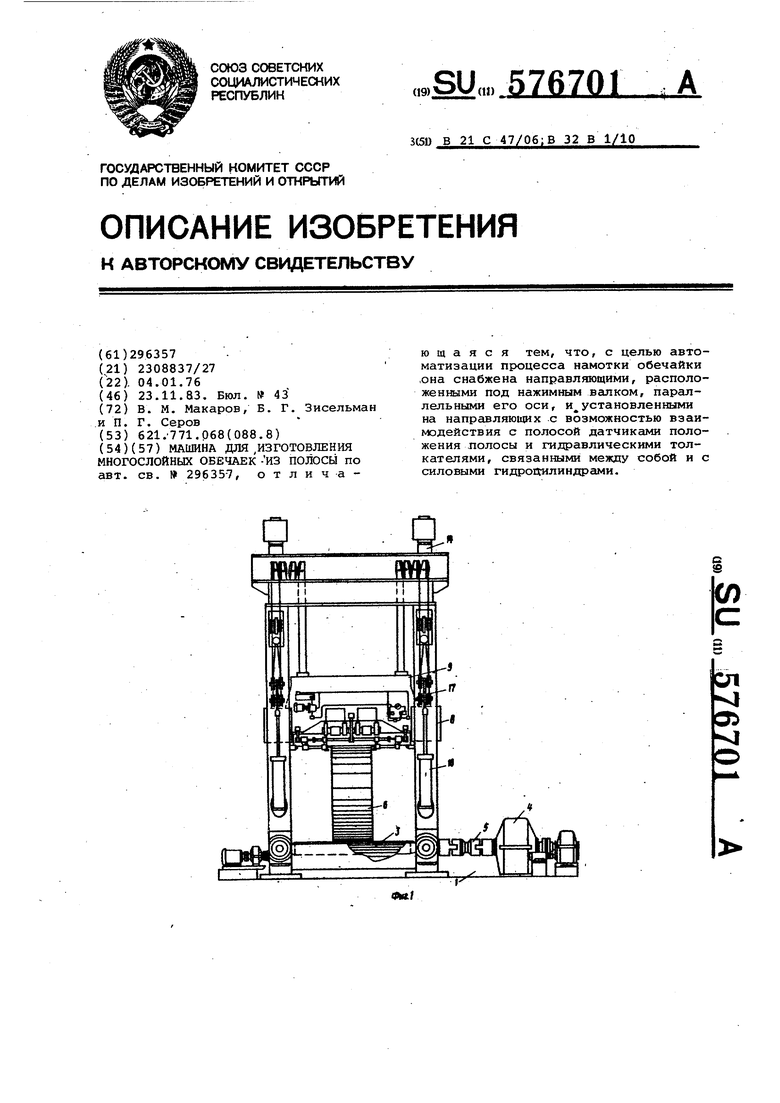
На фиг. 1 изображена описываемая машина, вид спереди; на фиг. 2 - то же, вид сбоку (без привода опорного валка); на фиг. 3 - траверса, вид спереди; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - поворотный сектор толкателя, вид сверху; на фиг. 6разрез Б-Б на фиг. 5.
Машина включает в себя станину 1, на которой смонтированы раздвижные опорные валки 2 и 3, причем валок 2 связан с приводом 4 через универсальный шарнир 5, а валок 3 является хо-лостым.
На опорных валках установлена полая оправка 6, на которую Наматывается металлическая полоса 7.
В вертикальных направляющих стаНИНЫ 1 с помощью опор.8 смонтирована Траверса 9. Эти опоры обеспечивают возможность вертикальных перемещений и поворота траверсы относительно плоскости спорных -валков.
На траверсе 9 с помощью шарнирных опор 10 установлен нажимной валок 11 Между траверсой и нажимным валком размещены подвижные опорные катки 12 с клиновинтовыми механизмами 13, которые служат для создания усилия предварительного прогиба нажимного валка в сторону полой оправки б.
В верхней части станины расположены гидравлические силовые цилиндры 14 для создания усилия прижима
наматываемой полосы.к обечайке. Силовые цилиндЕ передают прижимное усилие на траверсу через сменные приставки 15.
Привод перемещения траверсы 9 со стоит из гидроцилиндра 16 и полиспастов 17, причем один конецтроса кг сдого полиспаста связан со штоком гидроцилиндра 16, а другой жестко закреплен на траверсе 9.
К траверсе с обеих сторон с помощью кронштейнов прикреплены неподвижные направляющие 18, выполненные, например, в виде цилиндрических скалок .
Направляющие несут на себе подвески 19 и 20 для установки толкателей и датчиков положения наматываемой полосы .
Подвески 19 закреплены неподвижно на направляющих по ширине наматываемой обечайки, на них установлены датчики 21 положения наматываемой полосы известной конструкции. Подвески 20 установлены на направляющих с возможностью перемещения. С ними жестко связаны толкатели 22, расположенные под нажимным валком 11.
Передние концы толкателей- прохоQ дят через подвески 19 с возможностью скольжения в них. Толкатели выполнены сменными с различной длиной, в зависимости от ширины наматываемой обечайки. Йривод толкателей содержит
г одну общую гидравлическую насосную установку 23, гидроцилиндры 24, ус тановленные на подвижных опорах 8 траверсы 9, и систему 25 управлений. Штоки гидроцилиндров 24 не имеют: жесткой связи с толкателями 22. Для возврата толкателей в исходное положение предусмотрены пружины 26, установленные на направлякядих 18.
Для исключения проск.альзывания относительно движущейся полосы толкатели снабжены поворотными секторами 27 с возвратными пружинами 28.
Датчики .21 положения наматываемой . полосы сблокированы с гидроприводом толкателей, а также с силовыми гидравлическими цилиндрами машины для снятия прижимного усилия в период работы толкателей (на чертежах не показано).
Устройство работает следуиядим образом.
В пространство, между налками 2, 3 и 11 машины устанавливается оправка 6, на которую наматывается полоса 7. При появлении схода полосы с тор- да наматываемой обечайки сместившаяся кромка полосы воздействует на один из датчиков.21, который подает сигиал в систему 25 управления гид&оцил ндрами 24 толкателей 22 и силовыми гидроцилиндрами 5.4, создающими рабочую нагрузку на траверсе 9 и нажимном валке 11.
Схема управления одним из известных способ сбрасывает давление в силовых гидродилиидрах 14 и создает
0 рабочее давление в гйдроцилиндрах 24, находящихся со стороны схода полосы. Штоки гидроцилиндров 24 передают усилие на подвеску 20, которая начинает скользить по направляющим 18,
5 сжимая пружину 26 и увлекая за собой толкатель 22, Толкатель, перемещаясь относительно неподвижной подвески 19, своим поворотным сектором 27 воз действует на кромку сместившейся поло сы. При передаче рабочего усилия гидроцилиндра полосе происходит проскальзывание полосы относительно поворотного сектора, а .приложение корректирующего усилия происходит во время вращения обечайки. Под влиянием усилия толкателей 22 полоса возвращается в згшанное положение, проскальзывая между нажимным валком 11 и ранее намотанным слоем йбечайки. Так как в момент устранения схода рабочее давление на нажимном валке отсутствует,ТО для устранения схода полосы не требуется большого усилия. При этом на обечайку-действует лишь собственный вес траверсы и валка. Ы г-
Фиг. что обеспечивает вращение обечайки и прижим полосы к ней . Время срабатывания толкателей мало по величине и определяется настройкой реле схемл управления. После отсчета времени реле подает сигнал на возврат системы в исходное состояние. Давление в гидроцилиндрах 24 сбрасывается, и их штоки отходят от толкателей 22. Подвеска 20 вместе с толкателем 22 под действием пружин 26 возвращается в исходное положение. Пружина 28 возвргицает сектор 27 в первоначальную позицию восстанавливается давление в силовьрс гидроцилиндрах 14. Таким образ ж, корректирование полосы производится автоматически без непосредственного участия оператора при непрерывном движении полосы и небольших усилиях на толкателях. 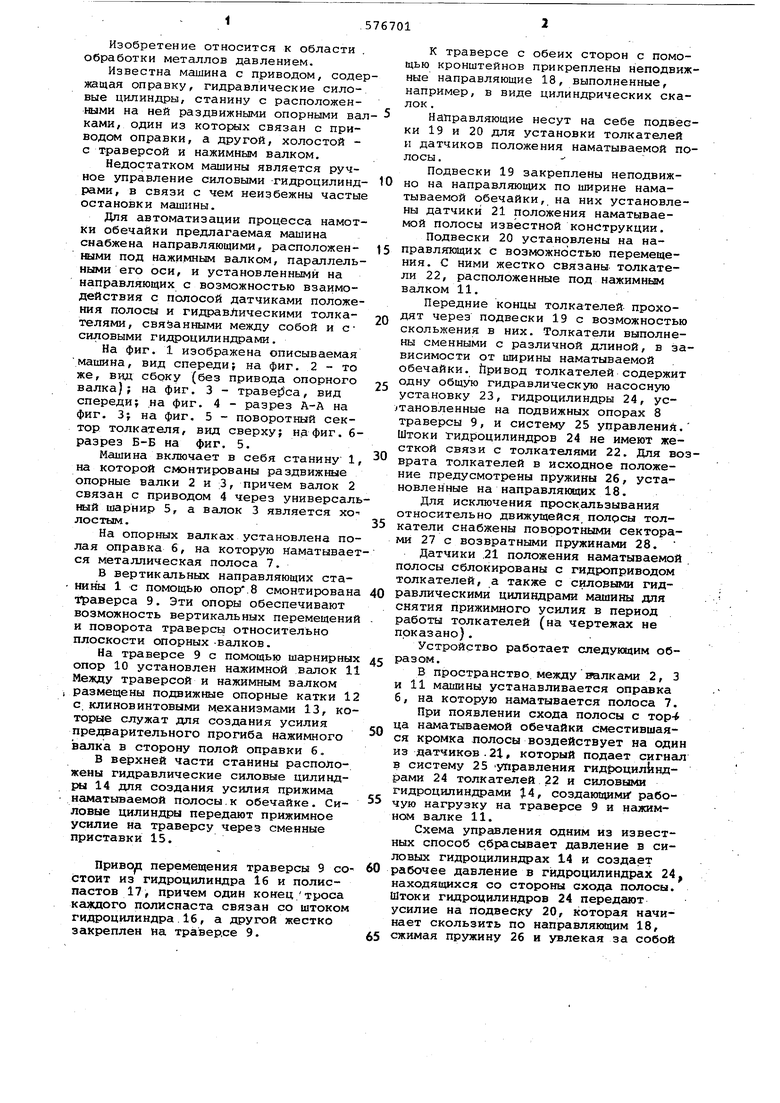
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления многослойных обечаек из полосы | 1968 |
|
SU296357A1 |
| Листогибочная машина для изготовления труб намоткой | 1973 |
|
SU501805A1 |
| Листогибочная машина для изготовления труб намоткой | 1976 |
|
SU566648A2 |
| ВАЛКОВАЯ ГИБОЧНАЯ МАШИНА | 2006 |
|
RU2308340C1 |
| ГИДРОМЕХАНИЧЕСКОЕ НАЖИМНОЕ УСТРОЙСТВО | 1997 |
|
RU2125917C1 |
| Устройство для рифления прокатных валков | 1987 |
|
SU1494997A2 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
| Машина для правки круглого проката | 1988 |
|
SU1551442A1 |
| ЛИСТОПРАВИЛЬНАЯ МАШИНА | 1992 |
|
RU2068745C1 |
| Машина для изготовления трубНАМОТКОй | 1978 |
|
SU795622A1 |
sf
Z8
