Изобретение относится к прокатному производству, а именно к конструкциям рабочих (прокатных) клетей листопрокатных (полосопрокатных) станов.
Известна принятая в качестве аналога прокатная клеть с одновременным регулированием продольного и поперечного профиля прокатываемой полосы, в которой и верхняя и нижняя пирамида валковой системы включают опорный валок и рабочий валок, оба с подушками, и подушки, по меньшей мере, одного из опорных валков опираются на нажимные устройства, причем между подушками верхнего и нижнего рабочих валков установлены силовые гидроцилиндры. Это широко распространенная прокатная клеть кварто (Е.С.Рокотян, С.Е. Рокотян. Энергосиловые параметры обжимных и листовых станов. Металлургия. 1968. Стр.244-245).
В этой прокатной клети регулирование продольного профиля (выравнивание продольной разнотолщинности) прокатываемой полосы осуществляется исключительно нажимными устройствами. Они разводят и сводят валки, изменяя величину межвалкового зазора. Регулирование поперечного профиля (выравнивание поперечной разнотолщинности и поддержание плоскостности) прокатываемой полосы осуществляется силовыми гидроцилиндрами, установленными между подушками верхнего и нижнего рабочих валков. Усилиями распора рабочих валков, которые развивают указанные гидроцилиндры, производится противоизгиб рабочих валков; тем самым, изменяют форму межвалкового зазора.
Недостатком клети-аналога является то, что в этой прокатной клети одновременное регулирование продольного и поперечного профиля прокатываемой полосы происходит в противофазе. Это означает следующее: регулирование продольного профиля приводит к самопроизвольным искажениям поперечного профиля, а регулирование попреречного профиля сопровождается самопроизвольными искажениями продольного профиля.
Так, например, при необходимости уменьшить толщину прокатываемой полосы сводят валки нажимными устройствами. Усилие прокатки, при этом, увеличивается и, как следствие, прогибаются валки. Из-за этого поперечный профиль полосы самопроизвольно приобретает выпуклую форму. Для восстановления поперечного профиля приходится увеличивать усилие в гидроцилиндрах рабочих валков и, тем самым, противоизгибать последние. Однако усилия указанных ггидроцилиндров воспринимаются не только шейками рабочих валков, но и всей прокатной клети. А это приводит к ее растяжению и, как следствие, к самопроизвольному увеличению толщины полосы, т.е. к нарушению продольного профиля полосы.
Для восстановления прежней толщины, нарушенной усилием противоизгиба рабочих валков, вынуждены вновь дополнительно сводить валки с помощью нажимных устройств. А это снова сопровождается дополнительным прогибом валков, который сопровождается дополнительным искажением поперечного профиля полосы. И так цикл за циклом, методом последовательных приближений приходят, наконец, к получению заданного и продольного и поперечного профиля прокатываемой полосы.
Регулирование продольного и поперечного профиля в противофазе - это органический недостаток прокатной клети кварто. Это первый недостаток клети-аналога.
Вторым недостатком клети-аналога является относительно большая величина неустранимой части поперечной разнотолщинности прокатываемой полосы.
В качестве прототипа принята известная прокатная клеть с одновременным регулированием продольного и поперечного профиля прокатываемой полосы, в которой и верхняя, и нижняя пирамиды валковой системы включают подвижную траверсу и помещенные на ней опорный ролик и опорный валок, оба с подушками, и, по меньшей мере, одна из траверс опирается на нажимные устройства, причем опорный ролик опирается на силовые гидроцилиндры, установленные между его подушками и траверсой, а опорный валок своими шейками опирается на жесткие опоры, установленные между его подушками и траверсой (Академик Александр Иванович Целиков. Москва. Наука. 2003. Стр.196-197).
Эта прокатная клеть известна как классическая шестивалковая клеть конструкции института ВНИИМЕТМАШ.
Клеть-прототип лишена в значительной степени недостатков, присущих клети-аналогу.
В этой клети, например, при прокатке утолщенного участка полосы усилие прокатки самопроизвольно увеличилось. В результате, прокатная клеть растянулась, валки прогнулись и, как следствие, полоса стала толще, а поперечный профиль полосы приобрел выпуклую форму.
Увеличивают усилие в гидроцилиндрах, на которые опираются опорные ролики. Последние сильнее нажимают на бочки опорных валков. Опорные валки прогибаются внутрь клети за счет чего, во-первых, они сближаются, уменьшая межвалковый зазор, и, во-вторых, ликвидируют выпуклость поперечного профиля полосы.
Таким образом, с помощью одного и того же устройства - гидроцилиндров опорных роликов - регулируют и продольный, и поперечный профиль прокатываемой полосы. А это значит, что совмещенное регулирование продольного и поперечного профиля органически заложено в конструкцию самой клети-прототипа.
В ряде случаев такое совмещенное регулирование проходит не в полной мере и тогда на помощь приходит нажимное устройство, частично корректируя продольный профиль полосы. Следовательно, в отличие от клети-аналога, в данной клети нажимному устройству отводится не роль регулятора продольного профиля, а лишь его корректора, что существенно повышает качество процесса совмещенного регулирования продольного и поперечного профиля прокатываемой полосы.
Преимуществом клети-прототипа, по сравнению с клетью-аналогом, является также и то, что помимо двух обычных опор на свои подушки опорные валки снабжены третьей центральной опорой их бочки на опорный ролик. Это принципиально меняет форму поперечного сечения полосы и, как следствие, в 2,5...3 раза снижает величину неустранимой части поперечной разнотолщинности прокатываемой полосы. А это, в свою очередь, существенно улучшает плоскостность полосы.
Первым недостатком клети-прототипа является то, что опорные валки, опираясь на траверсу, занимают место под свои опоры. В результате, для размещения опорных роликов остается весьма ограниченное пространство и длина бочки опорных роликов оказывается меньше, чем ширина прокатываемой полосы. А поскольку в месте контакта опорного ролика с опорным валком остается световой след на бочке последнего, то он постепенно переходит сначала на бочку рабочего валка и, далее, на поверхность прокатываемой полосы.
Профилеметром не удается обнаружить разницу в характере и величине неровностей на поверхности полосы в месте светового следа и рядом с ним. Однако для целого ряда прокатной продукции световой след на поверхности полосы является браковочным признаком. Поэтому принципиальная схема клети-прототипа рекомендуется только для станов, прокатывающих полосы из алюминия и его сплавов, где больших усилий в контакте опорного ролика и опорного валка не требуется. В этих условиях светового следа удается избежать.
Вторым недостатком клети-прототипа является то, что подшипники короткого опорного ролика, расположенного внизу, находятся под самым интенсивным потоком технологической смазки. И динамический напор ее не удается удержать никакими уплотнениями. В результате, технологическая смазка просачивается в подшипники опорного ролика, а поскольку в ее состав входит дизельное топливо (в частности, на алюминиевых станах), то условия смазки подшипников резко ухудшаются и долговечность их работы снижается.
И третий недостаток клети-прототипа: увеличенная высота прокатной клети за счет вертикального габарита гидроцилиндров, расположенных между подушками опорного ролика и траверсой, имеющихся как в верхней, так и в нижней пирамидах валковой системы клети.
Цель изобретения:
- увеличение грузоподъемности прокатной клети без появления светового отпечатка на поверхности прокатываемой полосы, что позволит прокатывать более жесткие металлы и сплавы и тем самым существенно расширить область применения прокатных клетей такого типа;
- повышение долговечности работы подшипников опорных роликов за счет того, что в новой конструкции клети практически удается исключить попадание технологической смазки в эти подшипники;
- уменьшение высоты прокатной клети за счет того, что гидроцилиндры и в верхней и в нижней пирамидах валковой системы, расположенные в пространстве между подушками опорного ролика и траверсой, удается убрать оттуда и перенести в пространство между подушками опорного ролика и опорного валка.
Эта цель достигается тем, что в прокатной клети с одновременным регулированием продольного и поперечного профиля прокатываемой полосы, в которой и верхняя и нижняя пирамиды валковой системы включают подвижную траверсу и помещенные на ней опорный ролик и опорный валок, оба с подушками, и, по меньшей мере, одна из траверс опирается на нажимные устройства, в этой клети опорный ролик опирается на жесткие опоры, установленные между его подушками и траверсой, а опорный валок своими шейками опирается на силовые гидроцилиндры, установленные между его подушками и подушками опорного ролика.
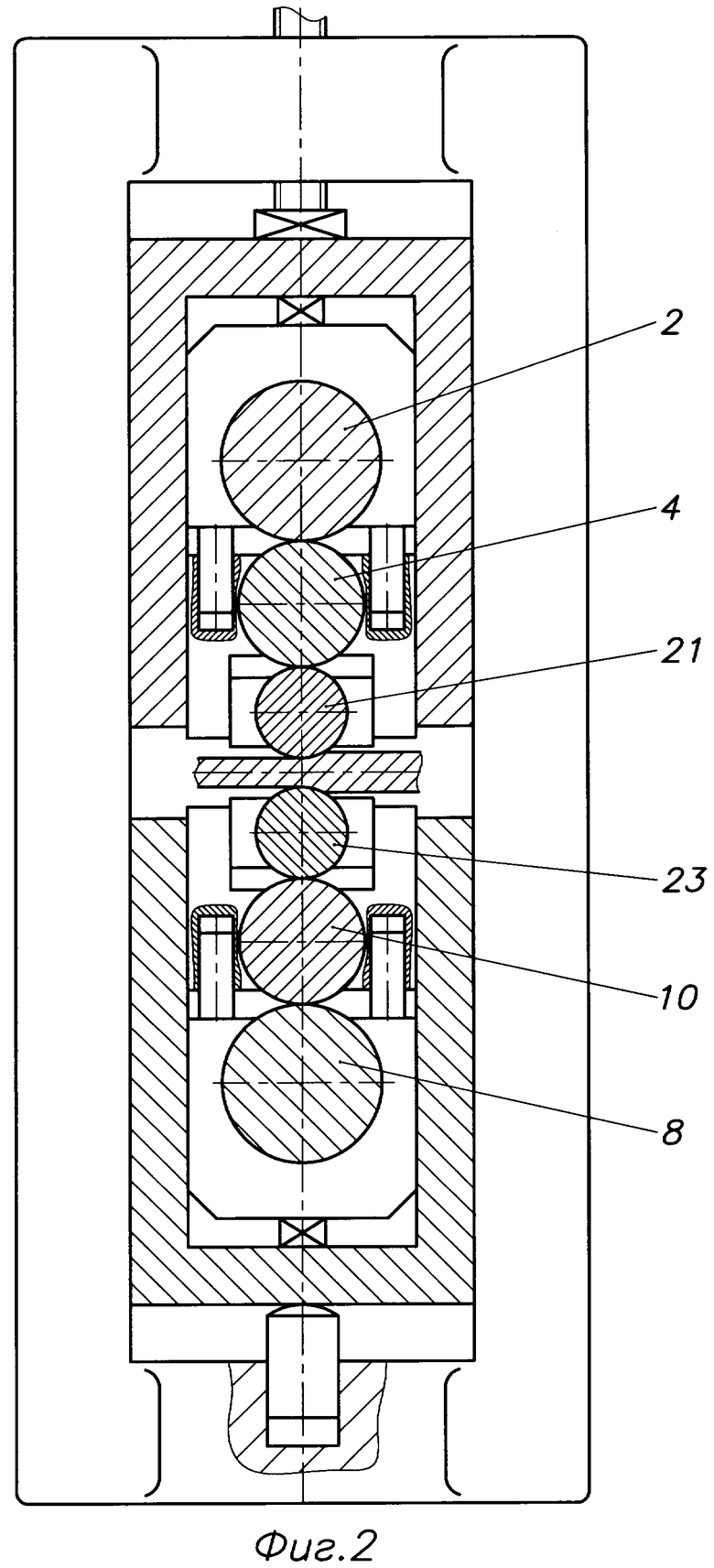
Предлагаемая прокатная клеть изображена на фиг.1 - продольный разрез клети - и на фиг.2 - поперечный разрез клети (позиции показаны для справки).
Верхняя пирамида валковой системы включает верхнюю траверсу 1 (подвижную) и помещенные на ней верхний опорный ролик 2 с подушками 3 и верхний опорный валок 4 с подушками 5. Траверса 1 опирается на винтовые нажимные устройства 6.
Нижняя пирамида валковой системы включает нижнюю траверсу 7 (подвижную) и помещенные на ней нижний опорный ролик 8 с подушками 9 и нижний опорный валок 10 с подушками 11. Траверса 7 опирается на гидравлические нажимные устройства 12.
Верхний опорный ролик 2 опирается на жесткие опоры 13, установленные между подушками 3 верхнего опорного ролика 2 и верхней траверсой 1.
Нижний опорный ролик 8 опирается на жесткие опоры 14, установленные между подушками 9 нижнего опорного ролика 8 и нижней траверсой 7.
Верхний опорный валок 4 своими шейками опирается на малые силовые гидроцилиндры 15 (всего 8 гидроцилиндров на валок), установленные между подушками 5 верхнего опорного валка 4 и подушками 3 верхнего опорного ролика 2.
Нижний опорный валок 10 своими шейками опирается на малые силовые гидроцилиндры 16 (всего 8 гидроцилиндров на валок), установленные между подушками 11 нижнего опорного валка 10 и подушками 9 нижнего опорного ролика 8.
Как уже указывалось, верхняя траверса 1 опирается на винтовые нажимные устройства 6, но через силоизмерительные месдозы 17. Эти нажимные устройства размещены в верхних поперечинах 18 станины 19. Гидравлические нажимные устройства 12, на которые опирается нижняя траверса 7, размещены в нижних поперечинах 20 станин 19.
На бочку верхнего опорного валка 4 опирается верхний рабочий валок 21, подушки 22 которого размещены в проемах подушек 5 верхнего опорного валка 4.
На бочку нижнего опорного валка 10 опирается нижний рабочий валок 23, подушки 24 которого размещены в проемах подушек 11 нижнего опорного валка 10.
Верхняя траверса 1 постоянно прижата к винтовым нажимным устройствам 6 посредством своего уравновешивающего устройства. Установленные на траверсе 1 верхний опорный ролик 2, верхний опорный валок 4 и верхний рабочий валок 21 уравновешены по отношению к траверсе 1 каждый своим уравновешивающим устройством. Перечисленные уравновешивающие устройства условно не показаны.
Между верхним рабочим валком 21 и нижним рабочим валком 23 видна прокатываемая полоса 25.
Рабочая длина Lp бочки опорных роликов 2 и 8 выполнена такой, чтобы она была всегда равна или больше максимальной ширины полосы вm, прокатка которой предусмотрена на этой прокатной клети.
Рассматриваемая прокатная клеть входит в состав прокатного стана, включающего, помимо клети, намоточное и размоточное устройства, а также выходной и входной толщиномеры, установленные за и перед клетью соответственно (не показаны).
Рассмотрим работу указанного прокатного стана на примере холодной прокатки тонкой металлической полосы с передним и задним натяжениями.
Перед началом прокатки винтовыми нажимными устройствами 6 верхнюю пирамиду вилковой системы устанавливают в такое положение, в котором нижняя образующая бочки верхнего рабочего валка 21 оказалась бы на уровне линии прокатки. А поскольку устройство 6 не рассчитано для работы под нагрузкой, то до проведения описанной выше операции гидравлическими нажимными устройствами 12 нижнюю пирамиду валковой системы устанавливают в такое положение, чтобы между верхним рабочим валком 21 и нижним рабочим валком 23 образовался гарантированный зазор. Во избежание отрыва опорных валков 4 и 10 от опорных роликов 2 и 8 (при наличии зазора между рабочими валками), давление в малых гидроцилиндрах 15 и 16 должно быть предварительно снято.
В размоточное устройство стана устанавливают рулон полосы, подлежащий прокатке. Отгибают передний конец полосы и заправляют его в зазор между рабочими валками прокатной клети. Протягивают передний конец полосы дальше и заправляют его в намоточное устройство. Сохраняя зазор между рабочими валками, натягивают полосу.
Включив гидравлические нажимные устройства 12, поднимают нижнюю пирамиду валковой системы и нижним рабочим валком 23 прижимают с предварительным усилием полосу к верхнему рабочему валку 21.
Подают давление в малые гидроцилиндры 15 и 16 и поднимают его до величины, соответствующей ширине полосы, заданной в прокатку. Поднимают усилие, развиваемое гидравлическими нажимными устройствами 12, от предварительного усилия до рабочего его значения, которое соответствует толщине полосы после прокатки, которое контролируют по силоизмерительным месдозам 17.
Поднимают натяжения до их рабочих значений, соответствующих толщине прокатываемой полосы до и после прокатки: заднее натяжение - размоточным устройством, переднее натяжение - намоточным устройством. Надвигают на полосу входной и выходной толщиномеры, включают вращение валков, и начинают процесс прокатки.
Принципы регулирования продольного и поперечного профиля прокатываемой полосы рассмотрим на примере работы нижней пирамиды валковой системы; верхняя пирамида работает точно так же.
Если, например, в процессе прокатки на входе в валки возросла толщина полосы, то при этом должно возрасти и усилие прокатки. В результате, произойдут два изменения: во-первых, прокатная клеть упруго растянется, раздвинутся рабочие валки и увеличится толщина полосы на выходе из валков, т.е. произойдет искажение продольного профиля полосы; во-вторых, валковая система прогнется, и поперечное сечение полосы приобретет выпуклую форму, т.е. произойдет искажение поперечного профиля.
Для восстановления того и другого профиля гидравлическим нажимным устройством 12 поднимают траверсу 7 и тем самым сближают рабочие валки и восстанавливают прежнюю толщину полосы, контролируя ее по выходному толщиномеру. При этом возникает приращение усилия на гидравлических нажимных устройствах, которое через жесткие опоры 14 и подушки 9 целиком передается на опорный ролик 8. На подушки 11 это приращение усилия не передается совсем, поскольку малые гидроцилиндры 16 работают в режиме «по давлению» и поэтому изменение расстояния между подушками 9 и 11 никак не влияет на давление в гидроцилиндрах 16. По этой причине, в отличие от жестких опор 14, гидроцилиндры 16 назовем условно «мягкими» опорами.
Таким образом, все приращение усилия на гидравлических нажимных устройствах 12 будет целиком передано непосредственно на бочку опорного валка 10, не вызывая ее дополнительного прогиба, при необходимости, для сохранения поперечного профиля полосы. Одновременно давление в гидроцилиндрах 16 уменьшают на величину, обратно пропорциональную приращению усилия на гидравлических нажимных устройствах.
Принципиальным отличием предлагаемой схемы прокатной клети является то, что опорные ролики своими подушками опираются на жесткие опоры, а опорные валки своими подушками опираются на «мягкие» опоры. Такое схемное решение позволило внести принципиальное изменение и в конструкцию клети, а именно разнести подушки опорных роликов в направлении продольной оси этих роликов.
И главным следствием такого изменения явилась возможность увеличить рабочую длину бочки опорных роликов, сделав ее не меньше ширины прокатываемой полосы.
В результате, на ширине полосы была ликвидирована неравномерность накатки поверхности бочки опорных валков со стороны опорных роликов. Это позволило в 1,5...2,0 раза увеличить грузоподъемность валковой системы прокатной клети и рекомендовать такую клеть для прокатки таких жестких металлов и сплавов, как латуни и стали, т.е. расширить диапазон применения клетей такого типа.
Но главным достоинством предложенной прокатной клети (например, по сравнению с клетью кварто традиционной конструкции) является то, что неустранимая часть поперечной разнотолщинности снижается в 2,5...3 раза. А это существенно улучшает плоскостность прокатываемой полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть (ее варианты) | 1981 |
|
SU1057132A1 |
| Многовалковая система прокатной клети | 1986 |
|
SU1375365A1 |
| ПРОКАТНАЯ КЛЕТЬ ЛИСТОВОГО СТАНА КВАРТО | 2009 |
|
RU2399445C1 |
| Прокатная клеть | 1981 |
|
SU1003947A1 |
| Прокатная клеть | 1983 |
|
SU1072934A1 |
| КАССЕТА МНОГОВАЛКОВОЙ ПРОКАТНОЙ КЛЕТИ | 1996 |
|
RU2093283C1 |
| Прокатная клеть | 1983 |
|
SU1127653A1 |
| Прокатная клеть кварто | 1975 |
|
SU749465A1 |
| Рабочая клеть прокатного стана | 1979 |
|
SU900887A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
Изобретение предназначено для расширения области применения прокатных клетей за счет возможности прокатки жестких металлов и сплавов, повышения долговечности работы подшипников опорных роликов. Рабочая клеть содержит верхнюю и нижнюю пирамиды валковой системы, каждая из которых включает подвижную траверсу с размещенными на ней в подушках опорным роликом и опорным валком, при этом, по меньшей мере, одна из траверс установлена на нажимных устройствах. Увеличение грузоподъемности прокатной клети без появления светового отпечатка на поверхности прокатываемой полосы обеспечивается за счет того, что опорный ролик соединен с жесткими опорами, расположенными между его подушками и траверсой, при этом пирамиды снабжены силовыми гидроцилиндрами, взаимодействующими с шейками опорных валков и расположенными между подушками опорного ролика и опорного валка. 2 ил.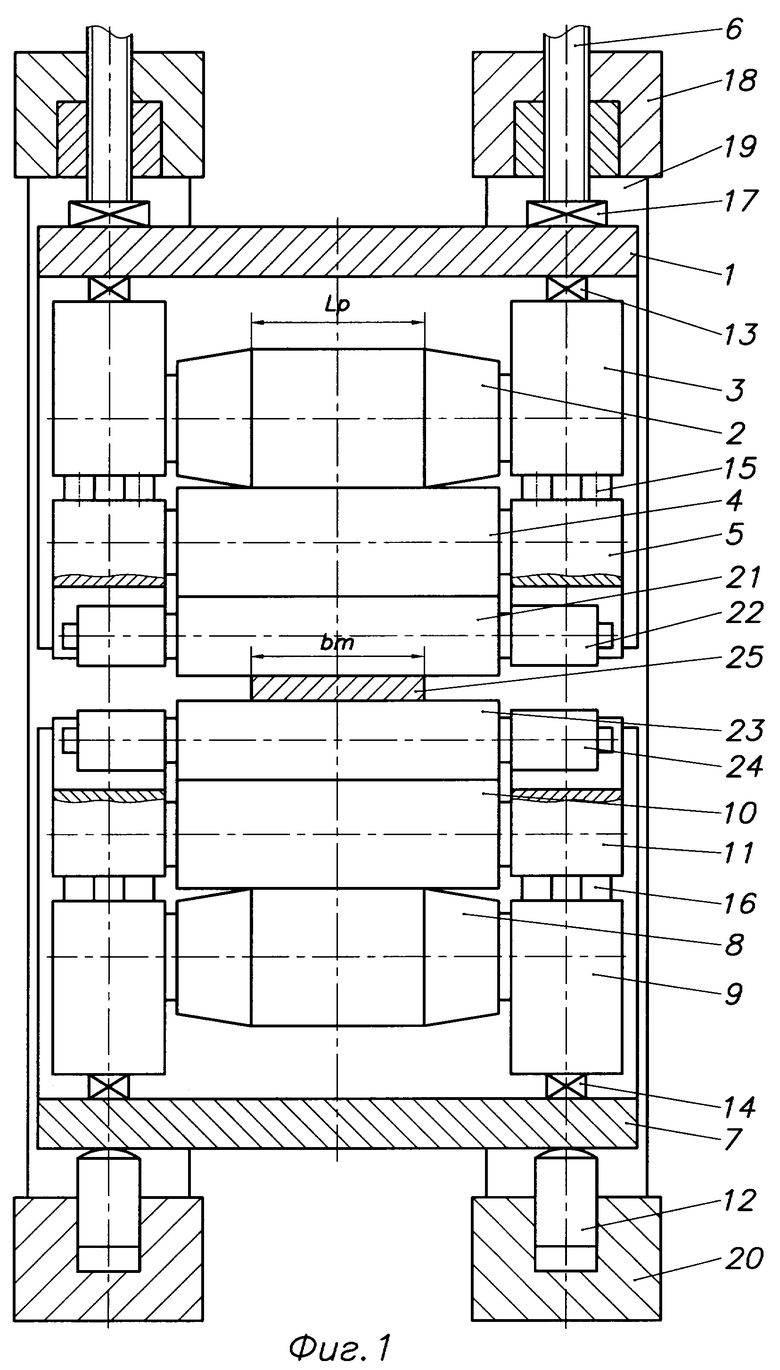
Рабочая клеть для прокатки полос, содержащая верхнюю и нижнюю пирамиды валковой системы, каждая из которых включает подвижную траверсу с размещенными на ней опорным роликом и опорным валком, каждый с подушками, причем, по меньшей мере, одна из траверс установлена на нажимных устройствах, отличающаяся тем, что между подушками опорных роликов и траверсами размещены жесткие опоры, а между подушками опорных роликов и опорных валков - силовые гидроцилиндры, взаимодействующие с шейками опорных валков.
| Академик Александр Иванович Целиков | |||
| - М.: Наука, 2003, с.196-197 | |||
| Рабочая клеть прокатного стана | 1979 |
|
SU900887A1 |
| Прокатная клеть | 1990 |
|
SU1801633A1 |
| US 2985042 A, 23.05.1961. | |||

